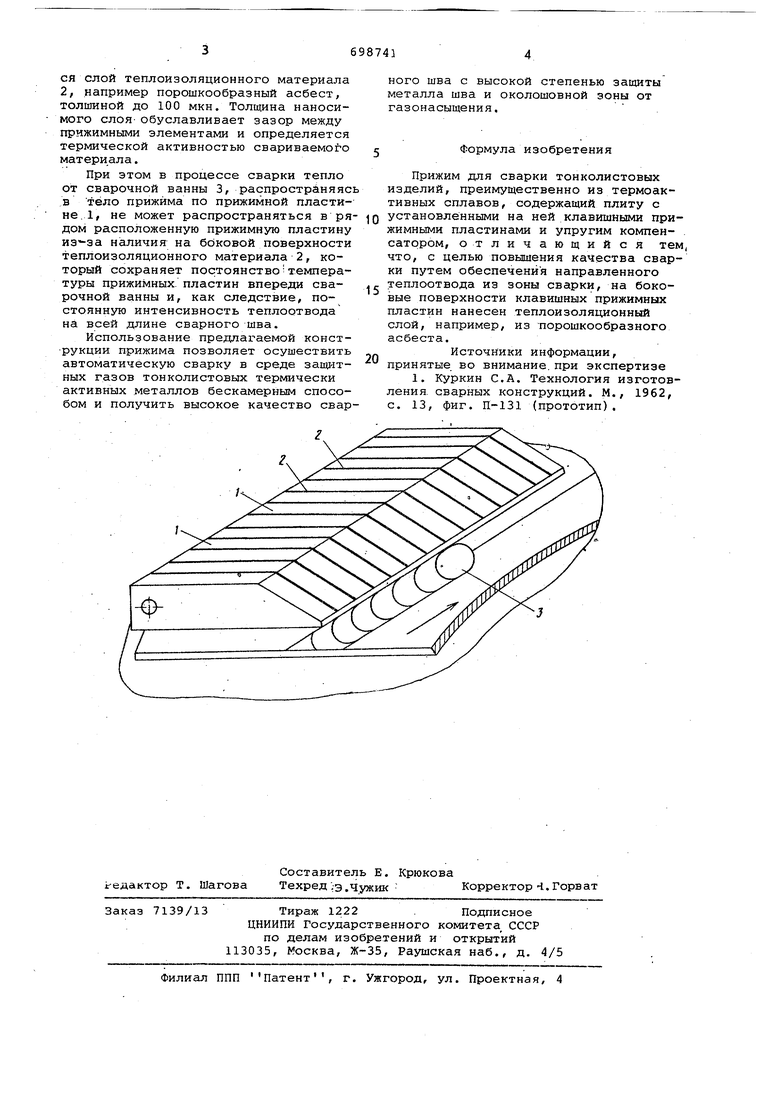
Изобретение относится к сварке и может быть использовано при автомати ческой сварке в среде, защитных газов неплавящимся электродом тонколистовых изделий из термически активных материалов, например из титановых сплавов, толщиной 0,3-0,8 мм преимущественно длинномерными щвами. Известен прижим для сварки тонколистовых изделий, содержалдий плиту с установленными на ней клавищными при жимными пластинами с упругим компенсаторомОднако при сварке изделий из термически активных материалов, когда требования к качеству теплоотвода существенно повышаются, известный прижим не может обеспечить одинаковую интенсивность теплоотвода из зоны сварки по всей длине сварного шва что сушественным образом сужает область применения указанного прижима. Невозможность обеспечения одинаковой интенсивности теплоотвода по длине сварного шва объясняется уелоВИЯМИ распространения тепла при свар ке, когда тепло, распространяясь по прижиму во всех направлениях, в част ности в направлении скорости сварки, вызывает постепенное повышение температуры областей прижима, расположенных впереди сварочной ванны. Повышение температуры прижима значительно снижает интенсивность теплоотвода из зоны сварки, что приводит к существенному снижению качества сварочного соединения при сварке термически активных материалов, а конструкция прижима не иск.лючает возможности распространения тепли как в направлении сварки, так и в противоположном направлении. Это ПРИВО.ДИТ к ухудшению газовой защиты металла шва от насыщения кислородом, водородом и азотом при автоматической сварке в среде защитных газов вне камеры с контролируемой атмосферой. Для повышения качества путем обеспечения направленного теплоотвода из зоны сварки на боковые поверхности клавишных прижимных пластин нанесен теплоизоляционный слой, например, из порошкообразного асбеста. На чертеже изображен предложенный прижим. Прижим для сварки тонколистовых изделий из термоактивных, например титановых сплавов, металлов состоит из клавишных прижимных пластин 1, на боковую поверхность которых наносится слой теплоизоляционного материала 2, например порошкообразный асбест, толщиной до 100 мкн. Толщина наносимого слоя-обуславливает зазор между прижимными элементами и определяется термической активностью свариваемого материала. При этом в процессе сварки тепло от сварочной ванны 3, распространяяс в тело прижима по прижимной пластине. 1, не может распространяться в ря дом расположенную прижимную пластину иэ-за нiaличия на боковой поверхности теплоизоляционного материала 2, который сохраняет постоянствоiтемпературы прижимных, пластин впереди сварочной ванны и, как следствие, постоянную интенсивность теплоотвода на всей длине сварного шва. Использование предлагаемой конструкции прижима позволяет осушествить автоматическую сварку в среде защитных газов тонколистовых термически активных металлов бескамерным способом и получить высокое качество свар ного шва с высокой степенью защиты металла шва и околошовной зоны от газонасыщения. Формула изобретения Прижим для сварки тонколистовых изделий, преимущественно из термоактивных сплавов, содержащий плиту с установленными на ней клавишными прижимными пластинами и упругим компенсатором, отличающийся тем, что, с целью повышения качества сварки путем обеспечения направленного теплоотвода из зоны сварки, на боковые поверхности клавишных прижимных пластин нанесен теплоизоляционный слой, например, из порошкообразного асбеста. Источники информации, принятые во внимание, при экспертизе 1. Куркин С.А. Технология изготовления сварных конструкций. М., 1962, с. 13, фиг. П-131 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прижима под сваркуи СВАРКи издЕлий | 1979 |
|
SU846203A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ВСТЫК ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ | 1980 |
|
RU923791C1 |
| Способ дуговой сварки тонколистовых элементов | 1981 |
|
SU1004050A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1984 |
|
SU1201083A1 |
| Устройство для сварки | 1981 |
|
SU1000204A1 |
| Прижим для сварки | 1985 |
|
SU1311895A1 |
| Состав теплопоглощающей сварочной пасты | 1982 |
|
SU1046052A1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| Состав теплопоглащающей сварочной пасты | 1976 |
|
SU591289A1 |
| Способ электродуговой сварки в среде защитных газов тонколистовых изделий | 1984 |
|
SU1234106A1 |
