В большинстве случаев современные лампы накаливания и катодные изготовляются с носиком, расположенным в верхней части баллона. Этот носик (слабое место лампы) представляет остаток газооткачной трубки, после отпайки лампы со станка, на котором она откачивалась. При транспорте ламп значительная часть брака падает на лампы с отбитыми носиками. Кроме того, носик у лампы накаливания нежелательным образом искажает распределение светового потока. Существуют предложения, по которым путем сложного приспособления к станку, на котором происходит заварка электродов, ножка лампы обрабатывается так, что к ней с внутренней ее части в ручную припаивается газооткачная трубка.
Предлагаемый способ имеет целью: возможность изготовления (без сложных добавочных приспособлений на станке) более прочной лампы, без наружного носика; отпадение операции штенгелевания лампы; отпадение слабого места штенгелеванной лампы обычными способами (место припайки газоотводной трубки к телу баллона или ножки). В этом месте обычно остаются непропаянные места, пропускающие воздух, или это место легко растрескивается. По предлагаемому способу газоотводная трубка вваривается на большой длине в сплющенную часть ножки. Если стекло для ножки и для газооткачной трубки взято одного и того же сорта, то наличность непропаянных, пропускающих воздух мест, по данным автора, исключается, так как плющение ножки происходит в момент почти жидкого состояния стекла, что невозможно бывает сделать при ручной штенгелевке ламп.
На фиг. 1 и 4 изображены лампы, а на фиг. 2-3 и 5-6 - ножки лампы.
Без сложных добавочных приспособлений на станке, заваривающем электроды, внутрь тарелочного цилиндра 3, вместе с электродами, закладывается газооткачная трубка 1. Внутрь этой трубки перед разогреванием места, подлежащего сплющиванию, вкладывается металлический стержень, который при плющении места 2 завариваемых электродов не позволяет сплющить вложенную газооткачную трубку. После этой операции со станка получается сразу ножка лампы, которая после навивания нити лампы накаливания или сборки арматуры катодной лампы, идет на станок для заварки лампы, без промежуточной ручной операции припайки газоотводной трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверхминиатюрных ламп накаливания с петлеобразным телом накала | 1980 |
|
SU860175A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УКРЕПЛЕНИЯ ЭЛЕКТРОДОВ КАТОДНЫХ ЛАМП | 1922 |
|
SU624A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1983 |
|
SU1142866A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1981 |
|
SU957320A1 |
| Способ изготовления электрической лампы высокой интенсивности | 1978 |
|
SU907634A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ заварки бесштенгельных сверхминиатюрных ламп накаливания | 1980 |
|
SU907639A1 |
| Способ изготовления фотоэлектрон-НОгО пРибОРА | 1979 |
|
SU832619A1 |
| ЭЛЕКТРИЧЕСКАЯ ЛАМПА НАКАЛИВАНИЯ С РЕФЛЕКТОРОМ ВНУТРИ КОЛБЫ | 1925 |
|
SU3284A1 |
| Способ изготовления вакуумных кварцевых ламп накаливания | 1981 |
|
SU974461A1 |
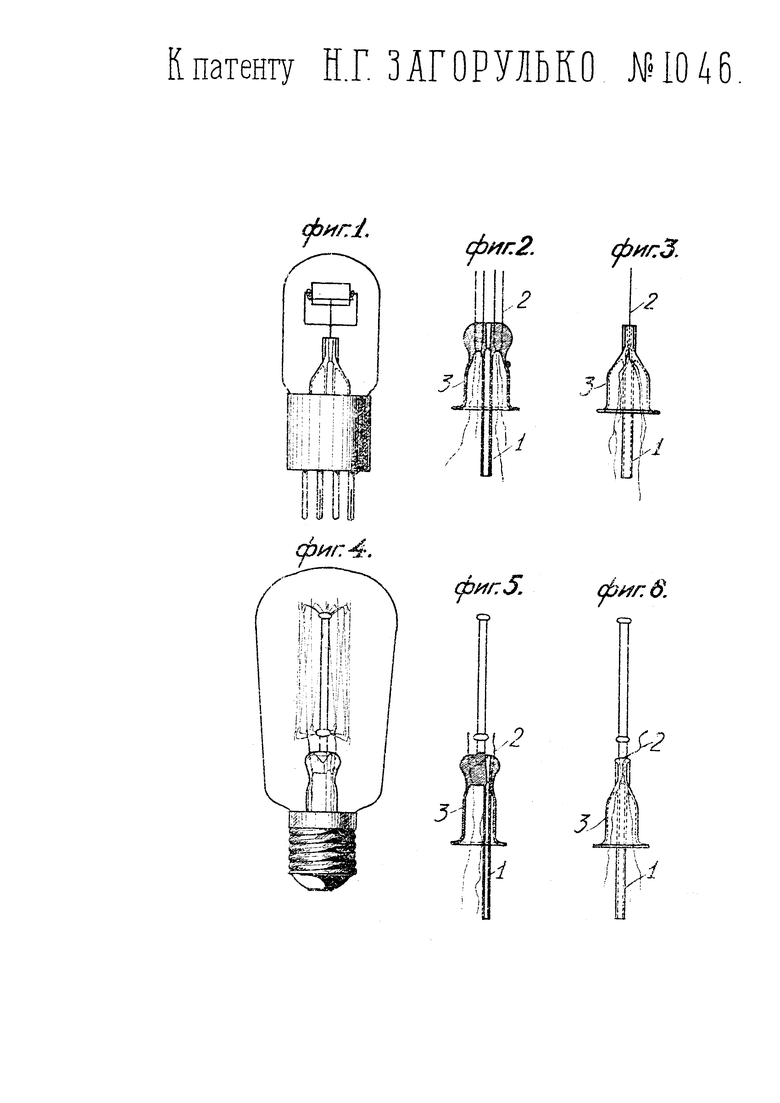
Способ впаивания стеклянной трубки для отвода воздуха или иного газа, откачиваемого из колб электрических ламп накаливания и катодных, отличающийся тем, что в тарелочный цилиндр 3 вместе с завариваемыми электродами закладывается трубка 1 (фиг. 2 и 5) из однородного с ним стекла, при чем во внутреннюю ее часть вставляется металлический стержень, недопускающий ее сжимания при расплющивании места 2 (фиг. 3 и 6) заварки электродов.
