со
Изобретение относится к автоматизации производственных процессов и может найти применение для автоматической . групповой загрузки ферромагнитных деталей в технологические кассеты.
Известно устройство для поштучной выдачи ферромагнитных деталей, включающее подающий лоток, магниты с полюсными наконечниками, расположенными под углом к подающему лотку, вибролинейку и механизм для захвата деталей 1.
Недостатком известного устройства является непригодность его для групповой выдачи деталей.
Наиболее близким к изобретению является устройство для групповой выдачи ферромагнитных деталей, содержащее подающий лоток с ферромагнитной подкладкой снизу лотка и магниты в виде магнитопровода и катущек, расположенных по обе стороны лотка 2.
Недостатком данного устройства является непригодность его для групповой выдачи деталей с заданным щагом расположения деталей в группе.
Целью изобретения является повыщение производительности путем точной расстановки деталей в группе.
Поставленная цель достигается тем, что устройство для групповой выдачи ферромагнитных деталей, содержащее подающий лоток с ферромагнитной подкладкой снизу лотка и магниты в виде магнитопровода и катущек, расположенных по обе стороны лотка, снабжено дополнительными катушками, расположенными соосно парами по обе стороны лотка, причем каждая пара допол-нительных катущек установлена с возможностью взаимодействия с од ной деталью, а направление силовых линий их магнитного поля совпадает с направлением силовых линий основного магнитного поля.
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - график изменения напряженности магнитного поля по длине подающего лотка; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для групповой выдачи ферромагнитных деталей состоит из подающего лотка 1, ферромагнитной подкладки 2, магнитов в виде катущек 3 и магнитопровода 4 и дополнительных катущек 5-8, расположенных соосно парами по обе стороны лотка 1. Число пар дополнительных катущек (на фиг, 1 семь пар) равно числу деталей в группе, а шаг их расстановки равен заданному щагу расположения деталей в группе. Направление силовых линий магнитного поля дополнительных катущек 5-8 совпадает с направлением силовых линий основного магнитного поля, создаваемого катущками 3.
Устройство работает следующим образом.
Детали с помощью манипулятора с электромагнитным захватом небольщими партиями поступают на приемный лоток (не показаны). С приемного лотка детали попадают в подающий лоток 1 и оказываются в зоне действия основного магнитного поля катущек 3. За счет одноименной намагниченности деталей и ферромагнитной подкладки 2 детали всплывают и под действием градиента поля перемещаются по лотку. Дойдя до места расположения последней пары катущек 5, первая деталь включает их с помощью датчика, расположенного на этой позиции (не показан). За счет пика напряженности поля, создаваемого этими катушками, деталь фиксируется на этой -позиции. Одновременно с включением пары катушек 5 включается и пара катущек 6, фиксируя следующую деталь. По датчику, установленному в зоне катущек 6, включаются катушки 7, фиксируя следующую деталь и т.д.
После того, как все позиции заняты деталями, поступает команда к исполнительному органу, и вся группа деталей с помощью группового захвата поступает на позицию обработки.
Применение изобретения позволяет производить групповую выдачу деталей, используя бесконтактное силовое воздействие для управления положением деталей, в качестве которого используется магнитное поле. Использование бесконтактного силового воздействия позволяет манипулировать деталями, имеющими легкоповреждаемые тонкослойные покрытия, и обеспечивает точное расположение деталей с заданным шагом для их последующей кассетировки или загрузки многопозиционных технологических автоматов.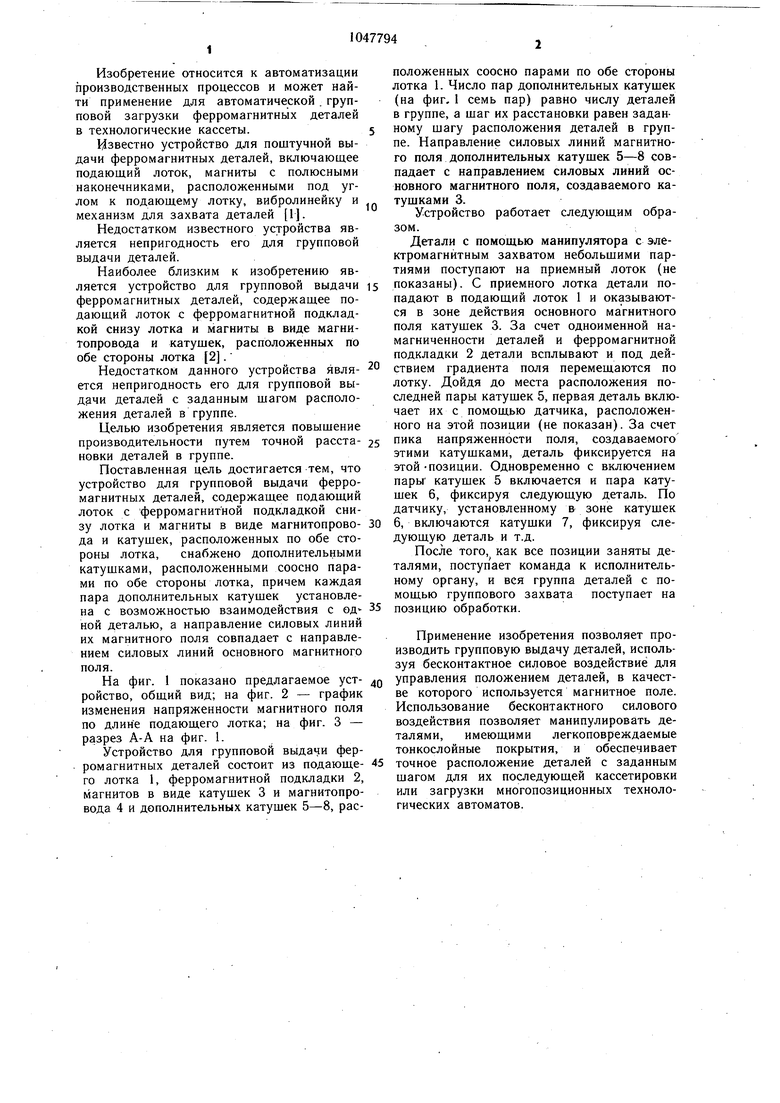
УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ВЫДАЧИ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ, содержащее подающий лоток с ферромагнитной подкладкой снизу лотка и магниты в виде магнитопровода и катущек, расположенных по обе стороны лотка, отличающееся тем, что, с целью повыщения производительности путем точной расстановки деталей в группе, оно снабжено дополнительными катущками, расположенными соосно парами по обе стороны лотка, причем каждая пара дополнительных катущей установлена с возможностью взаимодействия с одной деталью, а направление силовых линий их магнитного поля совпадает с направлением силовых линий основного магнитного поля.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для поштучной выдачи ферромагнитных деталей | 1979 |
|
SU856925A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
