Предметом изобретения является станок для фацетирования круглых стекол с применением шлнфоЕ альиого круга и двух подпружиненных, монтированных на стойках прижимов.
Известные станки такого типа требуют ручной зстановки обрабатываемых стекол, что затрудняет эксплуатацию станков и снижает производительность последних.
В описываемом станке ггроцесс установки стекол в зажимах механизирован, для чего стойки зажимов монтированы на подвнжиой каретке, периодически иодводяп1ей зажимы под выходное отверстпс .ма1азинного питателя.
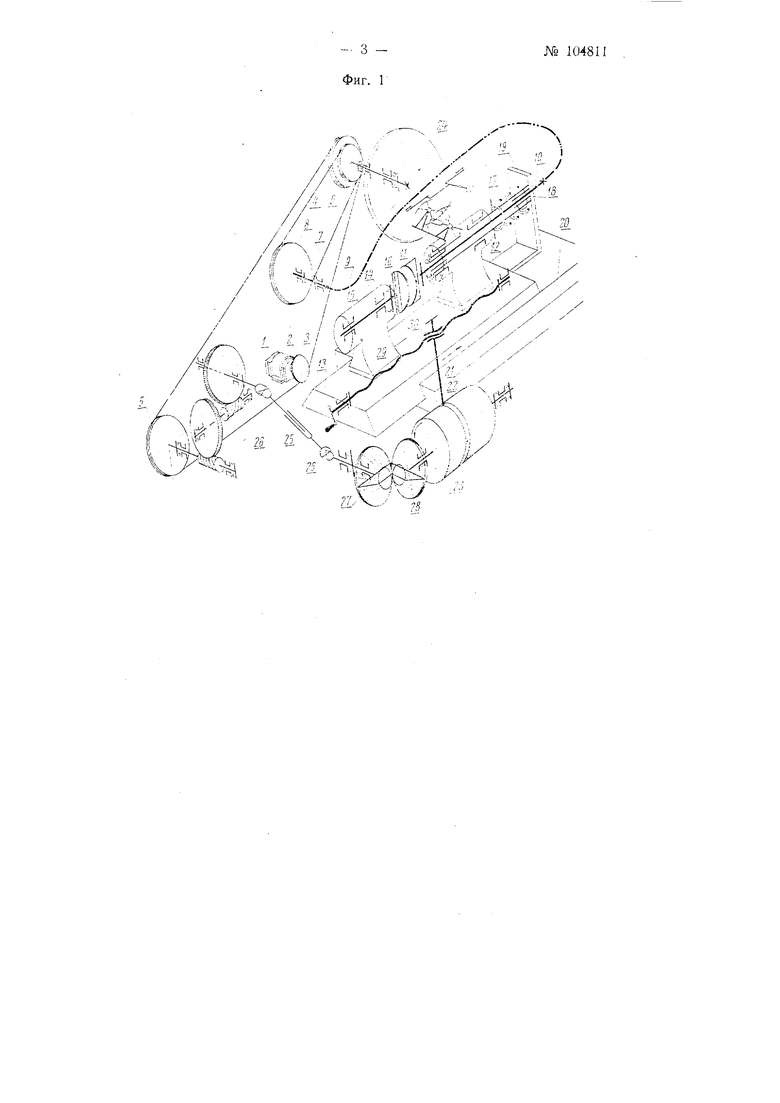
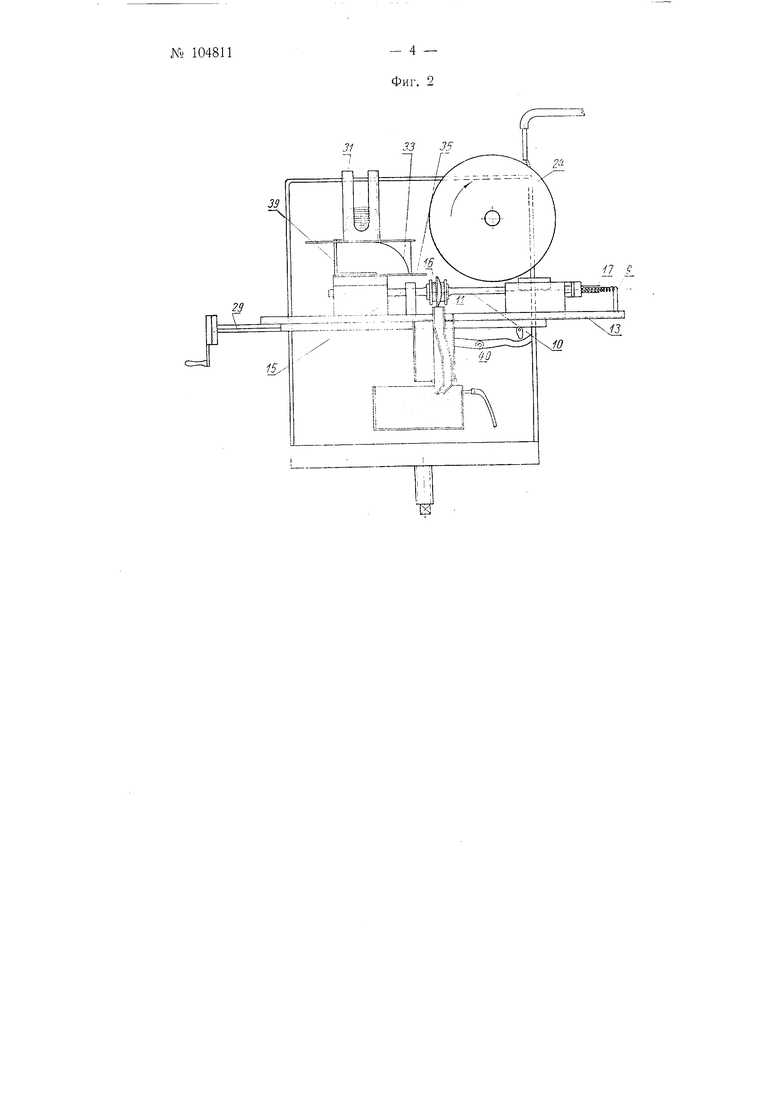
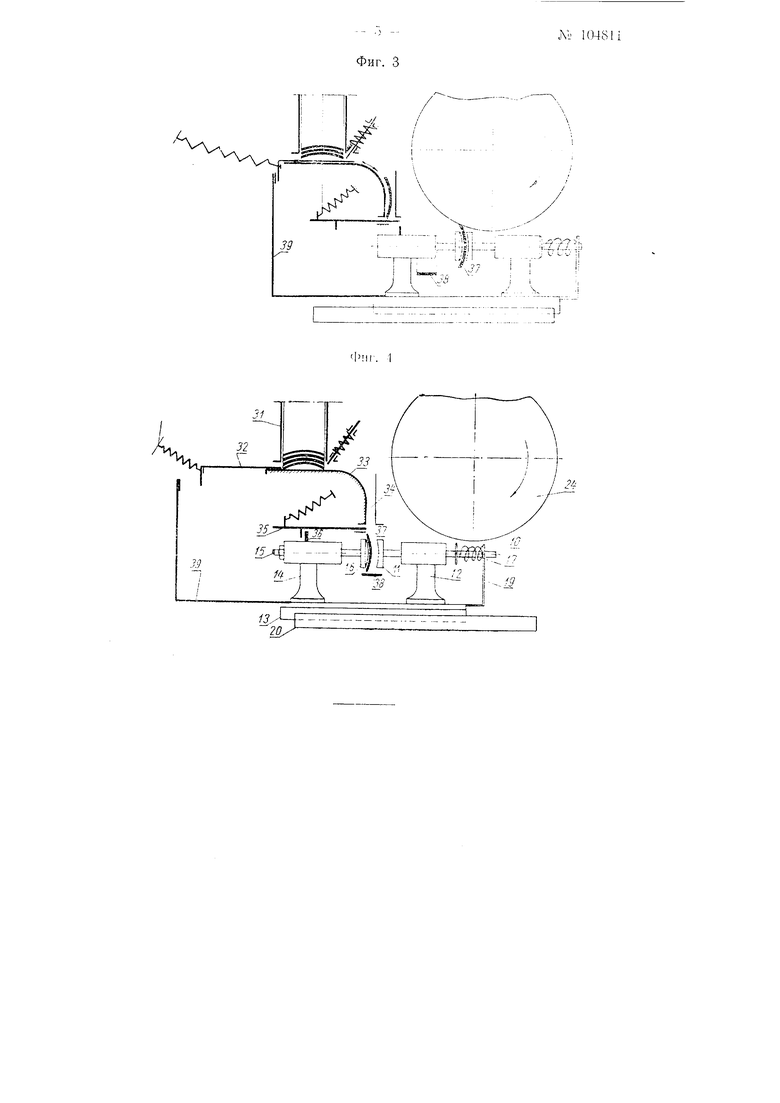
На фиг. 1 изображена кинематическая схема станка, на фиг. 2 вид станка спереди, на фнг. 3 и 4-схемы процесса установки стекла в зажимах-в начальной стадии и в рабочем положении.
Движение всех рабочих органов с1анка осуществляется от электродвигателя 1, шкив 2 которого приводит в движение ре.менпую передачу 3 к шкиву 4 шлифовального круга и к редуктору 5. От шкива 6 ременная передача 7 приводит во враш,ение шкив 8 с гибким валом 9, конец которого жестко соединен с валиком 10, несущнм зажимную эластичную пластину //-. Валик tO укреплен в поднпюниках CTOIIKH 12. которая монтирована на нодвнжной каретке 13 так же, как и стойка 14. На последней устаповлеи в иодшипннках валик /5, несущий иа своем конце вторзю заж1пн1ую эластичную пластину 16. Прижим нластнн // и 16 осуш,ествляется при HOMOHUI пружины /7, величина окатия которо 5егулнруется вн1ггом 18. хчтаног,ленным в упорном крониггсннс 7. . Нодвнжная 1;арет1 а 13 нерсмс1цастся в направляюн;их стола 20.
Поступательное движение каретке 13 сообп ается через палец 21 копировальный рол1Нч 22. неремеЦ1,ающ1н 1ся в нрофнльиой дорожке кулачкового барабана 23. При двнженил копировального ролика 22 п;) профильиой дорожке кулачковог) барабана подвижная каретка 13 перемещается вправо и влево. Во время этого движения каретки осунгсствляется зажим стекла г зажн: нн:,1х нластинах, подача его под шлифовальный круг 24 и освобождение из зажимов. Привод кулачкового барабана осуществляется от редуктора через телескопический вал 25 с шарнирами 26 Гука и зубчатые шестерни 27 и 28. Регулировка двнжсния каретки 13 осуществляется при помощи винта 29 и гайки 30, соединенной с пальцем 21.
Для автоматической иодачи стекла к зажимам и установки его к вертикальном положении служит магазинный питатель 31, снабженный толкающим подавателем 32, наклонной плоскостью 33 и вертикальным направляющим желобом 34. Выходное отверстие последнего перекрывается подпружиненной заслонкой 35, действующей от упора 36, устаповленного на стойке 14.
При перемещении каретки 13 влево упор 36 отодвигает заслонку t35 и стекло 37 падает на ловитель 38, располагаясь между зажимными пластинами // и 16. При движении каретки вправо стекло 37 сжимается зажимиыми пластипами и подается под шлифовальный круг 24. В это же время рычаг 39 толкает подаватель 32, который выталкивает из магазинного питателя очередное стекло и направляет его по наклонной плоскости 33 в вертикальный желоб 34.
Освобождениеобработанного
стекла из зажимов осуществляется во время движения каретки влево,
когда стекло подходит к ловителю 38. Отвод обработанных стекол производится по желобу 40.
Предмет изобретения
1.Станок для фацетирования круглых стекол, с нрименением щлифовального круга, двух подпружиненных, монтированных на стойках зажимов для обрабатываемого стекла и магазинного питателя с толкающим подавателем, о тличающийся тем, что, с целью механизации процесса установки стекла в зажимах, стойки зажимов монтированы на подвижной каретке, периодически иодводящей зажимы под выходное отверстие питателя.
2.Форма выполнения станка ио п. 1, отличающаяся тем, что, с целью установки обрабатываемого стекла в зажимах в вертикальном положении, в питателе иримепена наклонная плоскость и вертикальиый направляющий желоб, выходиое отверствие которого перекрывается подвижиой подпружииенной заслонкой, действующей от упора, монтированного на подвижной каретке.
-- 3 № 104811 Фиг. 1
к 10481.
4 - Фиг. 2
/7 5
Фиг. 3
