Известны устройства для калибровки замка поршневых колец, включающие шлифовальную головку, магазин для лодачи изделий, зажимное устройство, установленное на подвижной каретке.
Предлагаемое устройство отличается от известных тем, что зажим-ное устройство шарнирно закреплено под магазином лодачи изделий и выполнено в виде подпружиненных раздвижных управляемых от копира клешней, снабженных жесткими упорами, упирающимися в лланку, закрепленную в корпусе каретки. Это позволяет регулировать величину теплового зазора .в зависимости от колебаний шлифовального iKpyra.
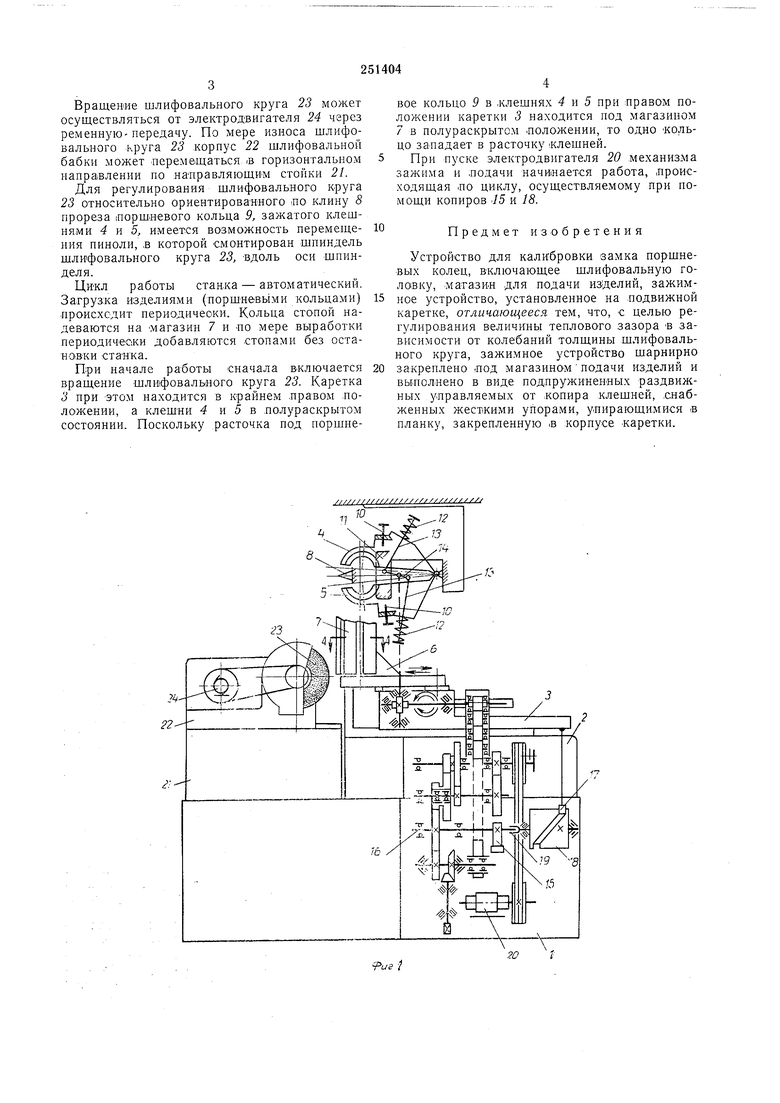
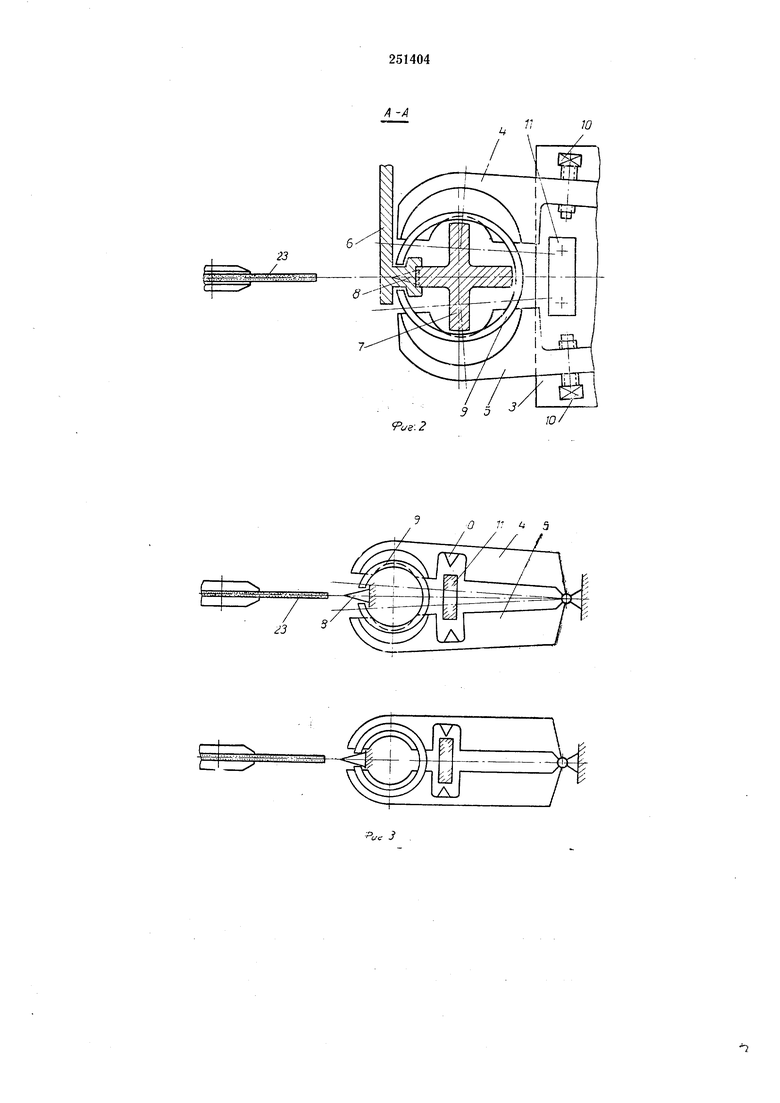
На фиг. 1 изображена кинематическая схема описываемого устрой-ства; на фиг. 2 - разрез ло А-А на фиг. 1 ъ увеличенном масщтабе; на фиг. 3-5 - принцип .центрирования 1поршневого кольца по неподвижному клину и лоследовательность движений каретки и клешней с поршневым кольцом.
На верхней части станины 1 неподвижно закреплен корлус 2 механизма зажима и подачи. На корпусе 2 в верхней его части смонтировалы горизонтальные направляющие, ло которым может перемещаться каретка 3, на которой щарнир.но смонтированы раздвижные клешни 4 Н 5. На корпусе 2 установлен неподвижло кронштейн 6, к которому жестко
закреплен вертикальный магазин 7, выполненный в виде крестообразной нал.равляющей. В нижней части магазина 7 -смонтирован неподвижный клин 8, являющийся лродолжением направляющей магазина 7 лорщневых колец 9 ло лрорезу лри закладке их в магазин.
Клешни 4 я 5 имеют жесткие регулируемые упоры 10, которые могут упираться в планку //, закрепленную иенодвижно .к корлусу каретки 3. Клешни 4 и 5 могут сжиматься и разжиматься через пружины 12, тяги 13 и двуплечий рычаг 14.
Рычаг 14 через систему шестерен связан с кулачком 15, сидящем на распределительном валу 16.
На корпусе каретки 3 закреплен ролик 17, находящийся в замкнутом пазу копирного барабана 18, соединенного через муфту 19 с распределительным валом 16.
Вращение на распределительный вал 16 может передаваться от электродвигателя 20 через ременную передачу и систему шестерен.
Слева на станине / неподвил но закреплена стойка 21, на направляющих которой смонтирован корпус 22 шлифовальной ба-бки. В корпусе 22 вставлена пиноль, в которой смонтирован шпиндель шлифовального круга 23. Вращение шлифовального круга 23 может осуществляться от электродвигателя 24 через ременную-передачу. По мере износа шлифовального круга 23 корпус 22 шлифовальной бабки может .перемещаться в горизонтальном направлении по на-правляющи-м стойки 21. Для регулирования щлифовального круга 23 относительно ориентироваиного ло клину 8 прореза |Поршиевого кольца 9, зажатого клешнями 4 и 5, имеется возможность перемещения пиноли, в которой смонтирован шпиндель шлифовального круга 23, вдоль оси шпинделя. Цикл работы станка - авто1матический. Загруака изделиями (поршнеВь1ми кольцами) нроисхсдит периодически. Кольца стопой надеваются на -магазин 7 и по мере выработки периодиче-оки добавляются .стопами без остановки станка. При начале работы сначала ВКлючается вращение щлифовального круга 23. Каретка 3 при этом находится в крайнем .правом лоложении, а клешни 4 и 5 в .полураскрытом состоянии. Поскольку расточка под поршневое кольцо 9 в ,клешнях 4 ti 5 при правом положении каретки 3 находится под магазином 7 в полураскрытом .положении, то одно кольцо западает в расточку клешней. При пуске электродвигателя 20 .механизма зажима и .подачи начинается работа, .происходящая ло циклу, осуществляемому при помощи копиро.в 15 Е 18. Предмет изобретения Устройство для калибровки замка поршневых колец, включающее шлифовальную головку, матазии .для подачи изделий, зажимное устройство, установленное на подвижной каретке, отличающееся тем, что, с целью регулиро.вания величины теплового зазора -в зависимости от колебаний толщины шлифовального круга, зажимное устройство щарнирно за:креплено лод магазинОМ подачи изделий и вылоллено в виде подпружиненных раздвижных управляемых от .копира клешней, снабженных жесткими упорами, улирающимися в планку, закрепленную .в корпусе .каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ САДОВЫХ НОЖЕЙ И СЕКАТОРОВ | 1965 |
|
SU173522A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙЗАДВИЖЕККЛИНОВБ1Х | 1969 |
|
SU232725A1 |
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СТЕРЖНЕЙ В МЕЛЬНИЦУ | 1970 |
|
SU277527A1 |

///////////////////У////Х//ХХУУ
Ч 1И- I Г I ,-6
9 5
Pae.2
.
-p
3
3
3 ю
5
