Изобретение относится к обработке металлов давлением, ,в частности, к технологической оснастке для листово штамповки, и может быть использовано в приборостроении,.электротехнической промышленности. . Наиболее близким к изобретению является вырубной штамп, содержащий пуансон, подпружиненный прижим - выталкиватель, размещенный в матрице f Недостатком известного штампа является то, что при штамповке электро технических сталей в них происходят .потери электромагнитных свойств вследствие больших остаточных напряже НИИ, возникающих от действия прижима выталкивателя на штампуемый материал Целью изобретения является снижение потерь электромагнитных свойств электротехнических сталей за счет уменьшения остаточных напряжений при вырубке. Поставленная цель достигается;тем что в вырубном штампе, содержащем пуансон, подпружиненный съемнак и прижим - выталкиватель, размещенный в матрице, прижим - выталкиватель выполнен с расположенной по контуру торца, обрсиценного к пуансону, замкнутой выемкой, ширина которой равна 2-10 толщинам штампуемого материала, : . , , На фиг, 1 изображен штамп, разрез на фиг. 2 - расположение вырубленной детали и прижима - выталкивателя в матрице. Вырубной штамп содержит верхнюю плиту 1 с вьфубным пуансоном 2, съем ник 3, подпр.ужяненный пружингши 4, нижнюю плиту. 5, матрицу 6, прижим - выталкиватель 7, подпружиненный пружиной 8. Прижим - выталкиватель 7имеет плоский торец 9 с замкнутой клекпсой 10 шириной 2 - 10 толщин S шТс1Мпуемого материала 11. Высота выемки 10 составляет 0,10 - 0,15 толщины штампуемого материала 11. Съемник 3 снабжен опорной площадкой шириной 0,2 толщины штампуемого материала 11, соединенной наклонной плоскостью с выступами-опорами. Позицией 12 о,бозначена выруб- , ленная деталь. Штамп работает следующим образом. При движении верхней плиты 1 вниз вместе свырубным пуансоном 2, предварительно натянутые пружины 4 давят на съемник 3, который .опережая вырубной пуансон 2, опирается своими выступами-опорами н.а матрицу б. При этом штампуемый материал II лежит на плоскостях матрицы б и торца 9 прижима - выталкивателя 7. Вырубленная деталь 12 смещается вниз вместе с подпружиненным прижимом - выталкивателем 7, а затем при движении верхней плиты 1 под действием npyl жины 8 Загоняется в пробитое отверстие штампуемого материала 11 с возможной недосылкой на 0,10 - 0,15 толщины S. при этом штампуемый 11 снимается с пуансона 2 с помощью съемника 3. Затем происходит подача штампуемого материала 11 и цикл повторяется. Предлагаемый вырубной штамп позволяет сниз.ить потери электромагнитных свойств электротехнических сталей за счет y 4eньшeния остаточных напряжений при вырубке... Вследствие того,, что при вырубке детали 12 прижим - выталкиватель 7 контактирует с нею на удалении от линии вырубки,равном 2-10 толщин S,; значительно снижаются остаточные, напряжения в детали 12 и происходит снижение потерь электромагнитных свойств электротехнических сталей,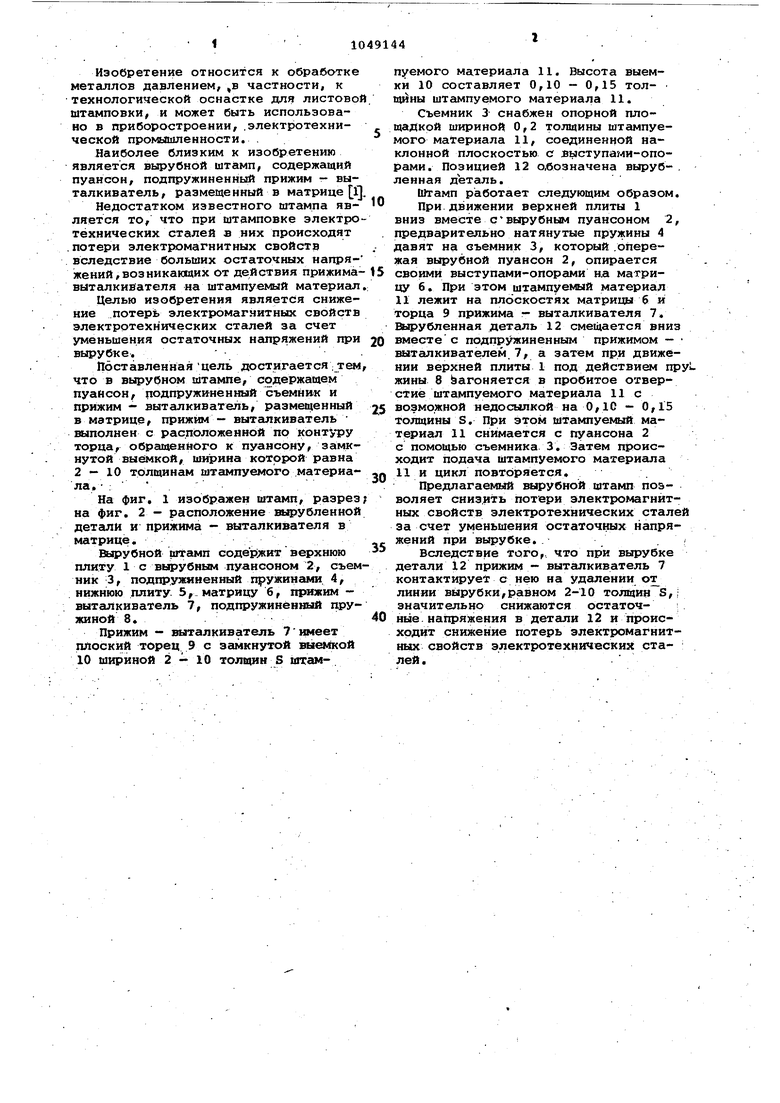
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1973 |
|
SU505469A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Комбинированный штамп совмещенного действия | 1978 |
|
SU778874A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
ВЫРУБНОЙ ШТАМП, содержащий пуансон, подпружиненный съемник и прижим-выталкиватель, размещенный в матрице, отличающийся тем, что, с целью снижения потерь электромагнитных свойств электротех нических сталей за уменьшения остаточных напряжений при вырубке прижим - выталкиватель выполнен с расположенной по контуру торца,. обращенногх) к пуансону, замкнутой выемкой, ширина которой равна 2 - 10 толщинам штампуемого материала. i СО 1 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Точная штамповка в приборостроении | |||
| Москва-Свердловск, Машгиз, 1960, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
