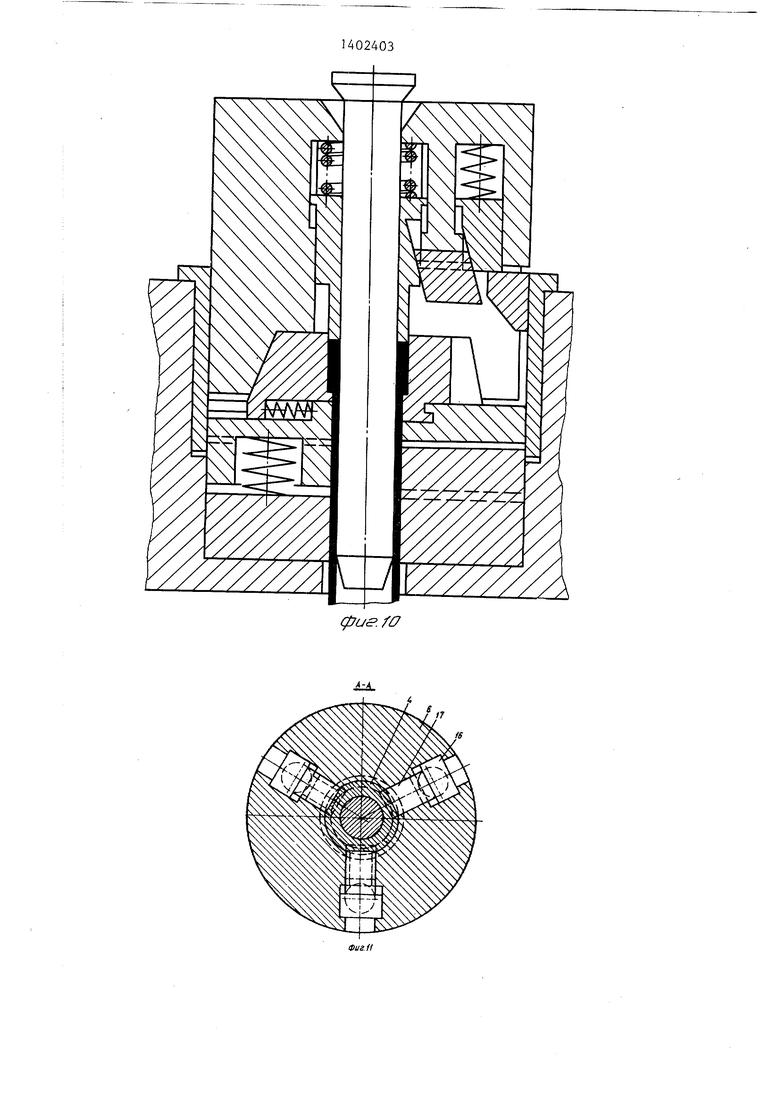
товки, повышение надежности работы устройства и снижение энергозатрат за счет уменьшения усилий. Пуансон 4, установленный концентрично оправке 5, формирует цилиндрическое утолщение на заготовке 3 в ручье матрицы 1. При этом высадка утолщения осуществляется в две стадии. На первой стадии пуансон и матрица движутся с одинаковыми скоростями. На второй стадии матрица продолжает перемещаться с прежней скоростью, а пуансон движется с меньщей скоростью. Такое переключение скоростей осзществляет- ся автоматически с помощью узла коррекции. Узел содержит размещенные в верхней плите 6 ползушки 16, взаимодействующие своими скошенными поверхностями с дифференциальными клиновыми элементами 17. Последние взаимодействуют с наклонными выемками на боковой поверхности пуансона 4. Благодаря малым значениям углов наклона клиновых поверхностей элементов 17 к оси устройства на первой стадии высадки утолщения пуансон 4 перемещается совместно с матрицей 1 вдоль поверхности заготовки 3. На второй стадии высадки ползушки 16 перемещаются к верхней плите 6 от упоров 20, смонтированных на неподвижной плите 11. Это приводит к уменьшению скорости перемещения пуансона относительно матрицы, а следовательно, к увеличению объема ее ручья. 6 з.п. ф-лы, 13 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| УСТРОЙСТВО ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1966 |
|
SU180078A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для изготовления поковок с хвостовиком | 1980 |
|
SU946772A1 |
| Штамп с разъемной матрицей | 1980 |
|
SU944719A1 |
| УСТРОЙСТВО для ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1969 |
|
SU239783A1 |
Изобретение относится к обработке металлов давлением, а именно к способам и устройствам для высадки утолщений на трубчатых заготовках, склонных к потере устойчивости при высадке. Цель - повышение качества изделий за счет стабилизации условий заполнения утолщения материалом загоf5 & (Л tc 00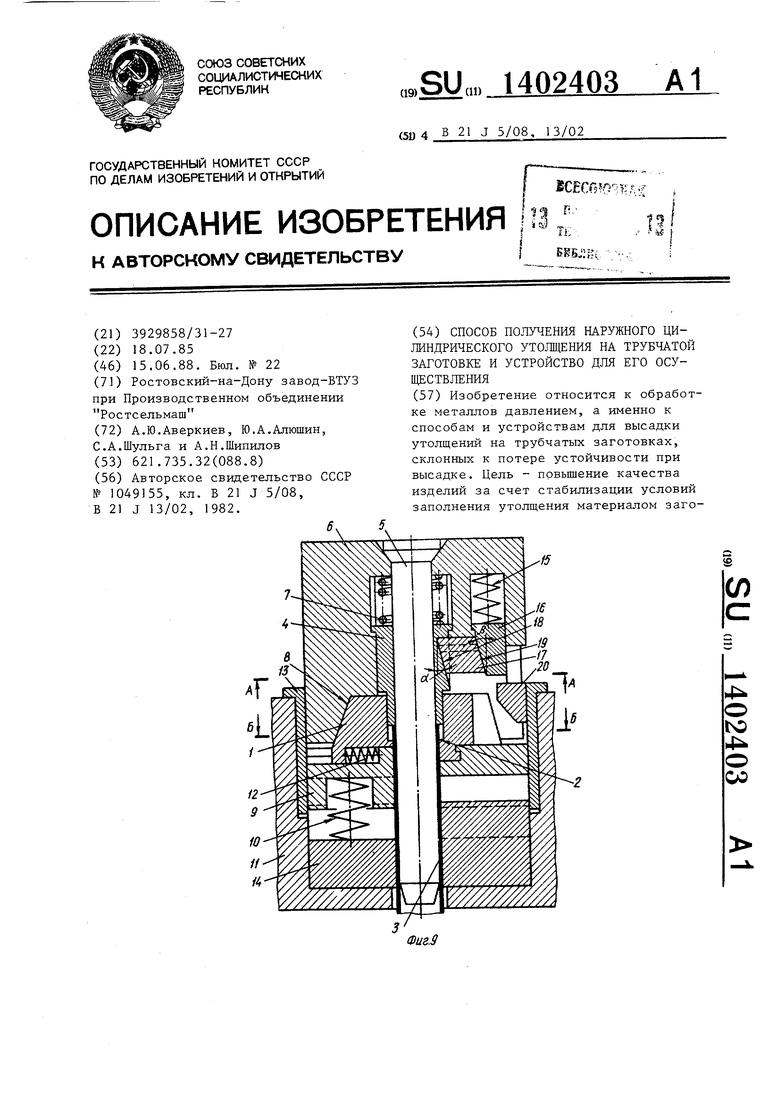
1
Изобретение относится к обработке металлов давлением, а именно к спосо бам и устройствам для высадки утолщений на трубчатых заготовках, склон ных к потери устойчивости при высадке.
Целью изобретения является повыше ние качества изделий за счет стабили зации условий заполнения утолщения материалом заготовки, кроме того, по вьшение надежности устройства и снижение энергозатрат за счет уменьшения величины усилий.
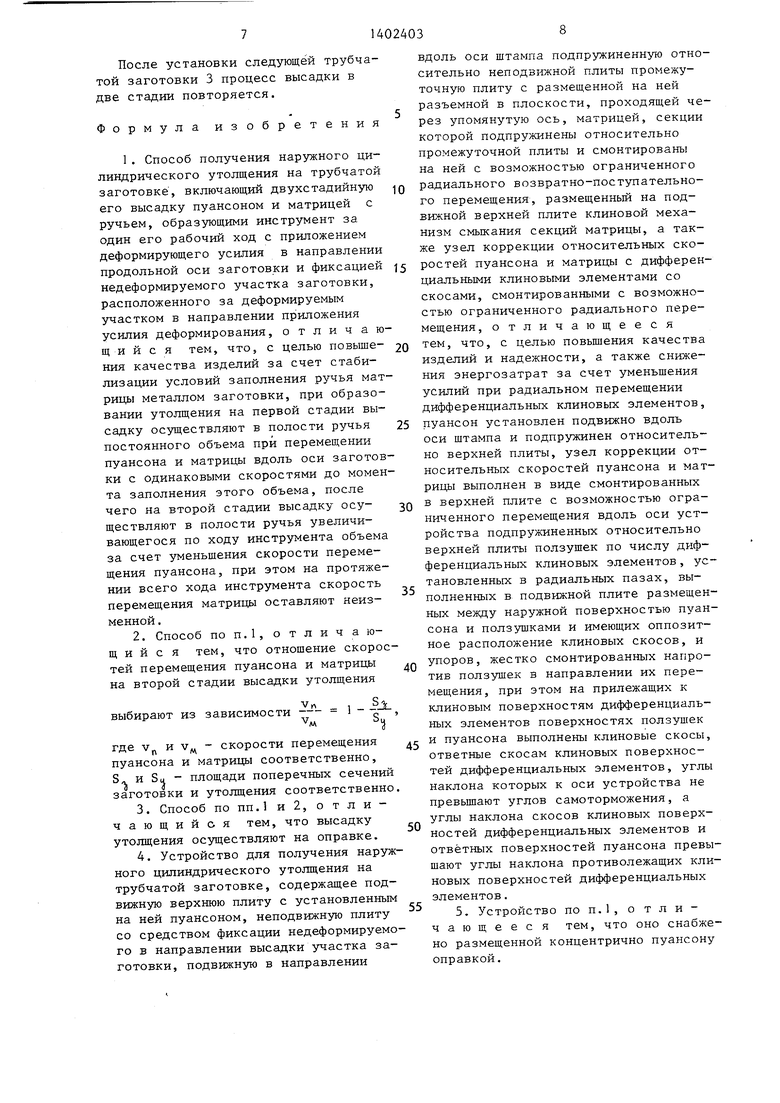
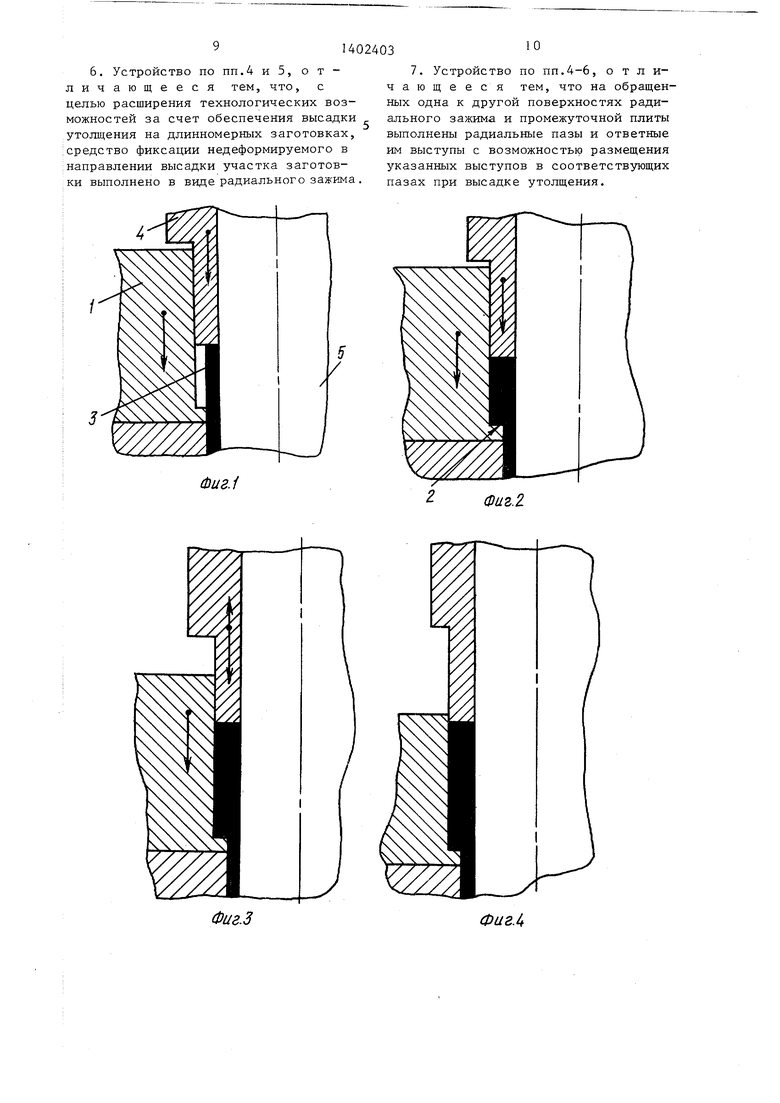
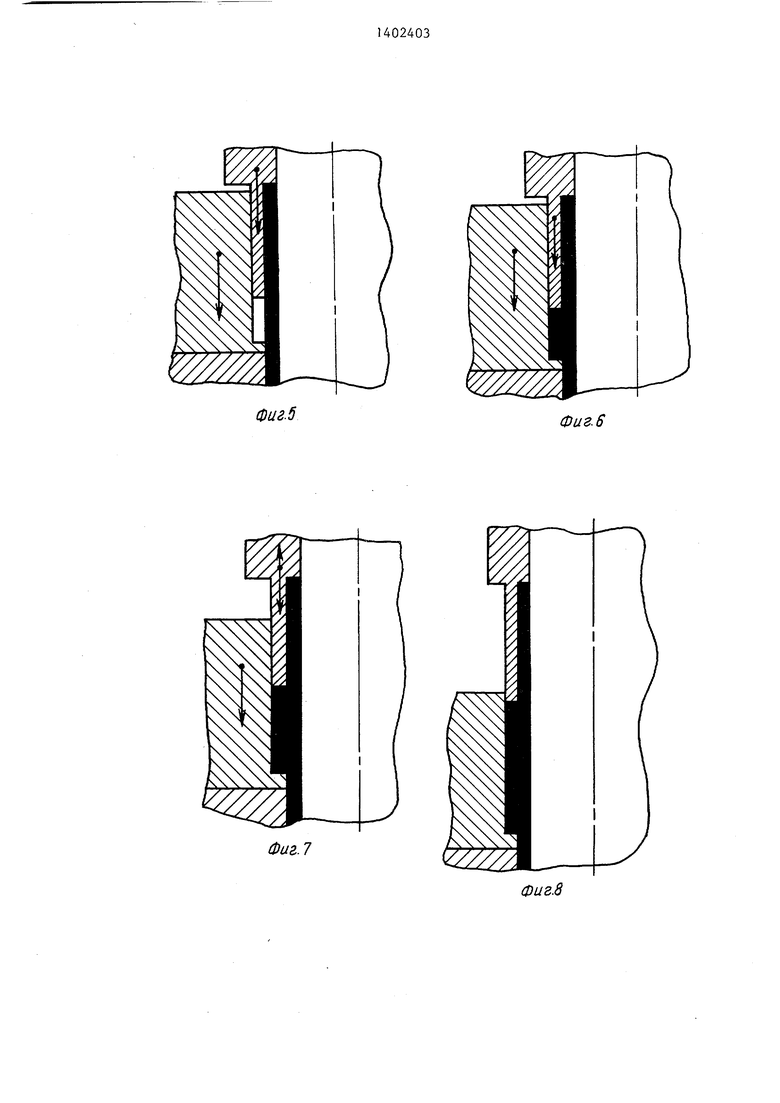
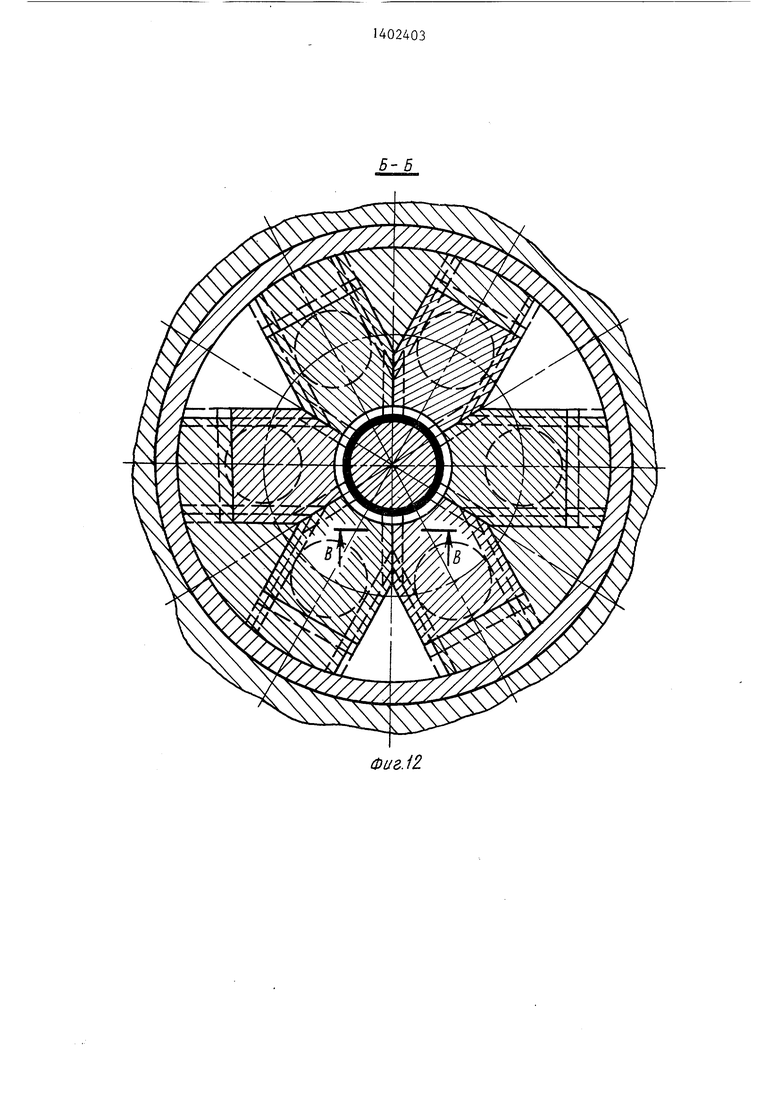
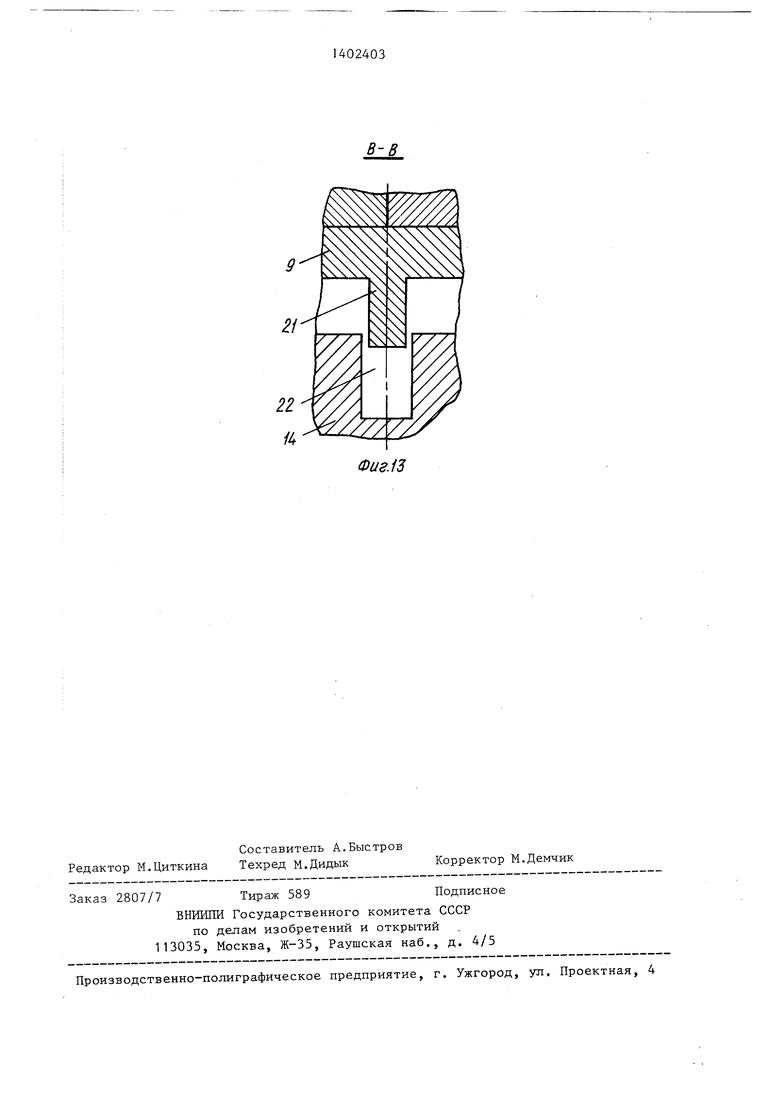
На фиг.1 представлена схема высад ки утолщения в начальной момент первой стадии; на фиг.2 - то же, в конечный момент; на фиг.З - схема высадки утолш,ения в промежуточный момент второй стадии; на фиг.4 - то же в конечный момент; на фиг.5-8 - аналогичные схемы высадки утолщения, расположенного на удалении от торца трубчатой заготовки; на фиг.9 - устройство для высадки утолщения на тор це трубчатой заготовки в начальный момент первой стадии высадки, про-- дольный разрез; на фиг.10 - то же, по окончании процесса высадки; на фиг.11 - разрез А-А на фиг.9; на фиг.12 - разрез Б-Б на фиг.9; на фиг.13 - разрез В-В на фиг.12.
10
15
20
25
30
Способ осуществляют следующим образом.
В ручей матрицы 1 (фиг.1), ограниченный выполненным в последней уступом 2 (фиг.2), помещают нагретую трубчатую заготовку 3. Опускают пуансон 4 и в момент соприкосновения его торца с торцом трубчатой заготовки 3 матрицу 1 начинают перемещать вниз со скоростью, равной скорости движения пуансона 4. При этом перемещение металла в радиальном направлении к оси пуансона 4 и матрицы 1 ограничивают оправкой 5, введенной в трубчатую заготовку 3.
Первая стадия высадки заканчивается в тот момент, когда металл заготовки полностью заполнит объем ручья матрицы 1 между уступом 2 и торцом пуансона 4. Ввиду того что расстояние между последними в ходе первой стадии высадки не изменяется, длина утолщения, получаемого на этой ступени, может быть взята равной максимально допустимой (критической) длине высаживаемого участка заготовки.
По окончании первой стадии высадки скорость пуансона 4 замедляют по сравнению со скоростью матрицы 1, скорость которой не изменяют. При этом скорость V,, движения пуансона
связана со скоростью v перемещения матриц следующей зависимостью:
Si
где S1 и S
- площади поперечных сечений заготовки и утолщения соответственно.
Металл заготовки на второй стадии высадки заполняет непрерывно образзло щееся пространство между нижним торцом предварительно полученного утолщения и уступом 2 матри15)1 1 .
По окончании второй стадии высадки и получении готового изделия матрицу 1, пуансон 4 и оправку 5 возвращают в исходные положения. Извлекают готовое изделие и устанавливают очередную трубчатзпо заготовку 3.
Пример. В качестве исходной заготовки использовали трубу 045 X 4 мм из стали 45. Температура деформируемого участка в процессе высадки 750...850°С.
На первой стадии высадки (при одинаковой скорости пуансона и матрицы) высаживали цилиндрическое утолщение длиной 1(, равной критической длине 1 р :
2,0 D 2,0-45 90 .мм.
1,
При этом толщина стенки после высадки составила
S, 1,25-S 1,25-4 5 мм,
т.е. наружньм диаметр полученного утолщения составил
Dg 47 мм.
На второй стадии высадки скорость перемещения пуансона бьша уменъщена на величины
v, v,(l - |-) v,(l-0,8) 0,2v.
Длина высаживаемого на второй ступени цилиндрического утолщения составила
1 15 мм,
соответственно общая длина полученного утолщения оказалась равной
15
+ 1,
105 ММ.
Устройство для высадки цилиндрических утолщений на трубчатых заготовках содержит разъемную в виде отдельных секций матрицу 1 с уступом 2, образующим ручей для размещения высаживаемой части заготовки 3, а так- же пуансон 4, оправку 5.
Оправка 5 жестко смонтирована на подвижной верхней плите 6, в которой концентрично оправке смонтирован подвижный вдоль продольной оси устройства полый пуансон 4, подпружиненный относительно верхней плиты 6 пружиной 7. Секции матрицы 1, плоскости разъема которых проходят через продольную ось устройства, имеют на на-
ружной боковой поверхности скосы 8, посредством которых они взаимодействуют с ответными скосами верхней плиты 6. Разъемные секции матрицы 1 установлены с возможностью радиального
перемещения в направляющих промежуточной плиты 9, подпружиненной упругими элементами 10 относительно неподвижной плиты 11. Разъемные секции матрицы 1 подпружинены посредством
упругих элементов 12 относительно промежуточной плиты 6 в радиальном направлении. Верхняя плита 6 и промежуточная плита 9 перемещаются по общей направляющей 13 неподвижной
плиты 11. Устройство содержит установленное на неподвижной плите 11 средство фиксации недеформируемого в направлении высадки участка заготовки в виде радиального зажима 14,
а также смонтированный в верхней плите 6 узел коррекции относительных скоростей пуансона и матрицы. Он включает несколько равномерно расположенных по окружности верхней плиты
6 подпружиненных относительно нее упругими элементами 15 ползущек 16, установленных с возможностью перемещения вдоль продольной оси устройства. В радиальных пазах верхней плиты 6
установлены дифференциальные клиновые элементы 17 между ползушками 16 и наружной боковой поверхностью пуансона 4. Со стороны этих деталей на элементах 17 выполнены клиновые поверхности 18 и 19 и на сопрягающихся с ними поверхностях ползушек 16 и пуансона 4 - ответные клиновые поверхности. При этом углы наклона к продольной оси устройства этих поверхностей меньше углов самоторможения, а угол наклона об клиновых поверхностей пуансона 4 и элемента 17 больше угла наклона jb противолежащих поверхностей элемента 17 и ползушки
Величины углов oi, и р устанавливаются из условия заклинивания вых пар поверхностей, и заполнения ручья матрицы на второй стадии высадки, т.е.
клино- т.е. р 7...10°,
об
arctg ( - tgp).
I
где S. и Su - соответственно площади поперечных сечений т. трубчатой заготовки и цилиндрического утолщения .
Устройство работает следующим об- :разом.
Трубчатую заготовку 3 устанавли- вают в радиальный зажим и зажимают.
После этого в трубчатую заготовку 3 вводят оправку 5, одновременно верхняя плита 6 перемещается вниз. :При этом элементы 15 находятся в разжатом состоянии, ползушки 16 - в крайнем нижнем относительно верхней плиты 6 положения, а элементы 17 заходят клиновыми поверхностями 18 в пазы, выполненные на боковой поверхности пуансона 4, удерживая последний также в крайнем нижнем относительно плиты 6 положении.
При движении плиты 6 вниз клиновые скосы 8 на ее внутренней поверхности воздействуют на клиновые поверхности разъемных секций матрицы 1, перемещая их в радиальном направлении к оси устройства.
В тот момент, когда разъемные секции матрицы 1 прижимаются к боковой поверхности заготовки 3 и зазоры между ними исчезают, пуансон А касается своим торцом торца трубчатой заготовки 3.
Далее под действием плиты 6 разъемные секции матрицы 1 перемещаются вместе с промежуточной плитой 9, а пуансон 4, жестко связанный с плитой 6, вследствие заклинивания клиновых пар поверхностей элементов 17 с пуансоном 4 и ползушками 16, начинает высаживать утолщение на торце трубчатой заготовки 3, заполняя металлом ручей матрицы 1. Таким образом осуществляется первая стадия высадки. При этом в процессе опускания проме
5
0
5
0
5
0
5
0
5
жуточной плиты 9 выступы 21 в ее нижней части заходят в пазы 22, выполненные в радиальном зажиме 14 и, следовательно, на внешней боковой поверхности трубчатой заготовки 3 отсутствуют кольцевые участки, со свободной поверхностью, т.е. смятие трубчатой заготовки 3 исключено.
В тот момент, когда металл полностью заполнит ручей матрицы 1, ограниченный ее уступами 2 и рабочим торцом пуансона 4, первая ступень высадки заканчивается.
В этот же момент упоры 20 упираются в ползушки 16 и останавливают их, в результате чего дифференциальные клиновые элементы 17 под действием передаваемого пуансоном 4 усилия высадки начинают перемещаться в радиальном направлении от оси штампа со скоростью, определяемой скоростью перемещения ползушек 16 относительно плиты. Тем самым пуансону 4 сообщается замедленная скорость движения в направлении перемещения матрицы 1, которая продолжает перемещаться с прежней скоростью.
Углы oi и |Ь, под которыми наклонены противолежащие поверхности 18 и 19 элементов 17, обусловливают относительную скорость перемещения пуансона, обеспечивающую полное заполнение металлом непрерывно образующегося пространства между нижним торцом полученного на первой ст.адии высадки утолщения и уступами 2 разъемных секций матрицы 1, и таким образом осуществляется стадия высадки цилиндрического утолщения на трубчатой заготовке.
По окончании второй стадии высадки и получении готового изделия плита 6 и оправка 5 отводятся в исходное положение, под действием элементов 15 ползушки 16 возвращаются в исходное положение, перемещая элементы 17, ас ними возвращается в исходное положение пуансон 4, подпружиненный пружиной 7.
Под действием элементов 10 возвращается в исходное положение промежуточная плита, а разъемные секции формообразующей матрицы 1 перемещаются в исходное положение под действием элементов 12.
Раскрывается радиальный зажим 14, и готовая деталь извлекается из устройства.
После установки следующей трубчатой заготовки 3 процесс высадки в две стадии повторяется.
Формула изобретения
один его рабочий ход с приложением деформирующего усилия в направлении продольной оси заготовки и фиксацией недеформируемого участка заготовки, расположенного за деформируемым участком в направлении приложения усилия деформирования, о т л и ч а ю щ и и с я тем, что, с целью повыще- ния качества изделий за счет стабилизации условий заполнения ручья матрицы металлом заготовки, при образовании утолщения на первой стадии высадку осуществляют в полости ручья постоянного объема при перемещении пуансона и матрицы вдоль оси заготовки с одинаковыми скоростями до момента заполнения этого объема, после чего на второй стадии высадку осу- ществляют в полости ручья увеличивающегося по ходу инструмента объема за счет уменьщения скорости перемещения пуансона, при этом на протяжении всего хода инструмента скорость перемещения матрицы оставляют неизменной .
выбирают из зависимости
S
v7-
где v и v, - скорости перемещения пуансона и матрицы соответственно, S« и Su - площади поперечных сечений заготовки и утолщения соответственно.
Q
5
0
5
вдоль оси штампа подпружиненную относительно неподвижной плиты промежуточную плиту с размещенной на ней разъемной в плоскости, проходящей через упомянутую ось, матрицей, секции которой подпружинены относительно промежуточной плиты и смонтированы на ней с возможностью ограниченного радиального возвратно-поступательного перемещения, размещенный на подвижной верхней плите клиновой механизм смыкания секций матрицы, а также узел коррекции относительных скоростей пуансона и матрицы с дифференциальными клиновыми элементами со скосами, смонтированными с возможностью ограниченного радиального перемещения , отличающееся тем, что, с целью повьшшния качества изделий и надежности, а также снижения энергозатрат за счет уменьшения усилий при радиальном перемещении дифференциальных клиновых элементов, пуансон установлен подвижно вдоль оси штампа и подпружинен относительно верхней плиты, узел коррекции относительных скоростей пуансона и матрицы выполнен в виде смонтированных в верхней плите с возможностью ограниченного перемещения вдоль оси устройства подпружиненных относительно верхней плиты ползущек по числу дифференциальных клиновых элементов, установленных в радиальных пазах, выполненных в подвижной плите размещенных между наружной поверхностью пуансона и ползушками и имеющих оппозит- ное расположение клиновых скосов, и упоров, жестко смонтированных напротив ползушек в направлении их перемещения, при этом на прилежащих к клиновым поверхностям дифференциальных элементов поверхностях ползушек и пуансона выполнены клиновые скосы, ответные скосам клиновых поверхностей дифференциальных элементов, углы наклона которых к оси устройства не превьш1ают углов самоторможения, а углы наклона скосов клиновых поверхностей дифференциальных элементов и ответных поверхностей пуансона превышают углы наклона противолежащих клиновых поверхностей дифференциальных элементов.
Фиг.1
Фаг.З
Фаг.2
Фаг4
Фиг. 5
Фиг.7
Фиг. 6
Фиг.8
У///7//Л
фи./О
/7
is
Фи&.И
B:
Фи 8.13
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
