В предлагаемом станке, наматываемая на две пары наклонных конвейеров обмоточная проволока образует расположенные в горизонтальной плоскости готовые витки обмотки, которые затем укладываются конвейерами в пазы статора и утрамбовываются в них помощью двух нажимных клиньев. Одновременно с этим, приводимые в качательное движение две планки, уплотняют головки со стороны торцев железа статора.
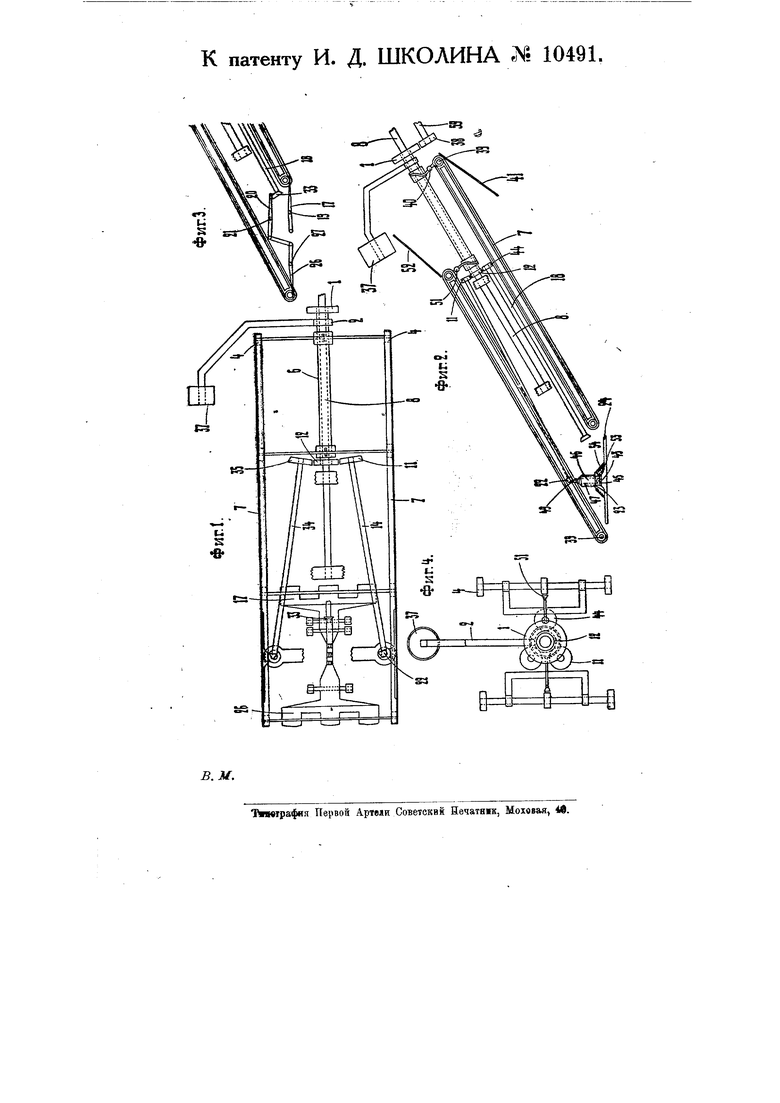
На схематическом чертеже фиг. 1 изображает вид станка сверху; фиг. 2- вид его сбоку; фиг. 3-вид сбоку механизма, приводящего в колебание планки; фиг. 4-вид сверху передачи движения клиньям.
Станок состоит из двух пар наклонных конвейеров 7, оси которых 39, несущие ролики 4, вращаются храповым механизмом, при чем собачки храповичков 40 и 51 приводятся в качание муфтой, имеющей пазы, в которых перемещаются концы собачек. Муфта (фиг. 2) свободно сидит на неподвижном валу 8 и получает вращение от приводного вала 59 через шестеренки 38 и 1 (фиг. 2).
На задний конец муфты одет рычаг 2, который несет катушку 37
с обмоточной проволокой. На переднем конце муфты насажена шестерня 12, передающая через шестерни 11 и 35 (фиг. 1) вращение двум валикам 14 и 34, а шестеренка 44--валику 18 (фиг. 1 и 2). Валик 14 так же, как и валик 34, на конце снабжен эксцентриком 22, действующим на шатун 49 клина 24. Шатун 49 шарнирно связан с поршнем клина 46, входящим в стержень 47. Последний, перемещаясь в направляющей 23, внутри имеет пружину 45. Клин 24, шарниром 43 и пружиной 54, соединен со.стержнем 47. Пружина 53 служит цля придания клину 24 бокового качания. Валик 18 также несет на конце эксцентрик 33, приводя им в действие систему шарнирных рычагов (фиг. 3). Эксцентрик 33 поворачивает рычаг 20 вокруг оси 21 (фиг. 3). Рычаг 20 шарнирно связанными с ним двумя промежуточными рычагами, заставляет концы планок 17 и 26 попеременно опускаться или подниматься, вращаясь на осях 19 и 27 (фиг. 3).
Нижним своим концом станок вставляется внутрь статора и валу 59 дается вращение. Сматывающаяся с катушки 37 проволока, направляемая пластинками 52 и 41 (фиг. 2),
по которым она скользит, ложится в специальные гнезда конвейеров. Когда образованный, таким образом, виток обмотки конвейерами будет уложен в пазы статора, эксцентрик 22 заставляет клин 24 прижать проволоку к пазу. При следу рщем движении конвейера, которое, в силу наличия храпового механизма, является прерывистым, виток, сходя с лент конвейеров, прижимается планками 17 и 26 к торцевой части железа статора. В дальнейшем операции повторяются до тех пор, пока пазы статора не будут заполнены.
Предмет патента.
Станок для изготовления катушечных обмоток и укладки их в пазы статоров электрических машин, характеризующийся тем, что он состоит
из следующих частей: а) двух пар конвейеров 7, 7, вставляемых нижними своими концами внутрь статора и приводимых в движение при посредстве передачи от вращаемого какимлибо двигателем вала 59 с тою целью, чтобы непрерывно подавать к пазам статора обмоточную проволоку в виде готовых витков, захватываемых конвейерами с планок 41, 52, на которые проволока сматывается с катушки 37 при вращении ее вокруг оси 8; б) двух нажимных клиньев 24, расположенных над заполняемыми проволокою пазами и получающих движение, с целью утрамбовки заложенных в пазы проволок; в) планок 17, 26, приводимых в качательное движение, каковые планки предназначены для уплотнения головок со стороны торцев железа статора (фиг., 1, 2 и 3).