Изобретение относится к сварке, а именно к составу электродного покрытия, применяемому для сварки высокопрочных коррозионно-стойких сталей.
Известны электродные покрытия фт ристо-кальциевого типа, содер жащие в качестве основы карбонаты, в осно ном мрамор, кремнезем, хром, никель титан.
Известен состав ij электродного покрытия, содержащий следующие компоненты, вес.%:
Мрамор35-42
Плавиковый пшат 35-46 Ферромарганец 3-6 Хром металлический5-8Феррониобий 3-8 . Иттрий1-3 Алюминий1-3 Кальцинированная сода1-3 Бентонит1-3 Однако такое электродное покрыти не обеспечивает достаточной пластичности металла шва.
Наиболее близким к изобретению по составу является электродное покрытие 2j , содержащее следующие копоненты, вес.%:
Плавиковый шпат 29-34 Карбонат натрия . 5-10 Кремнезем5-7
Хрс 12-5
Никель2-8
Марганец0,1-3
Титан1-1.5
Кремнефтористый натрий2-4
Фториды редкоземельных металлов 1-6 ; МраморОстальное
Недостатком известного электродного покрытия является то, что оно не обеспечивает достаточных механических свойств и коррозионной стойкости при сварке низколегированных коррозионно-стойких сталей.
049223. 2
Целью изобретения является повышение механических свойств и коррозионной стойкости металла щв.ч при сварке низколегированных коррозион5 но-стойких сталей.
Поставленная цель достигается тем, что состав электродного покрытия , содержащий плавиковый шпат, мрамор, карбонат натрия, кремнезем, О Кремнефтористый натрий, хром, марганец, фториды редкоземельных металлов (РЗМ) и жидкое стекло, содержит компоненты в следующем соотношении вес.%:
15 Плавиковый шпат 35-39 Мрамор7-24
Карбонатнатрия 2-4 Кремнезем2-4
Кремнефтористый
20 натрий5-7
Хром1-3
Марганец1-3
Фториды РЗМ10-15
Жидкое стекло Остальное 25 Повышенное содержание плавикового шпата (в предлагаемом покрытии 35-40%, в известном - 29-34%) при горении дуги резко улучшает защиту сварочного шва от кислорода, азота Зд ;И водорода.
I .
Повышенное содержание кремнефтористого натрия (в предлагаемом 5-7%, по сравнению с противопоставленным 2-4%) при сварке низколеги рованных коррозионно-стойких сталей полностью устраняет поры в сварных швах.
Повышенное содержание фторидов РЗМ (в предлагаемом 10-15%, а известном 1-6%) способствует измельчению структуры, повьш1ению коррозионной стойкости, ударной вязкости и пластичности сварного шва.
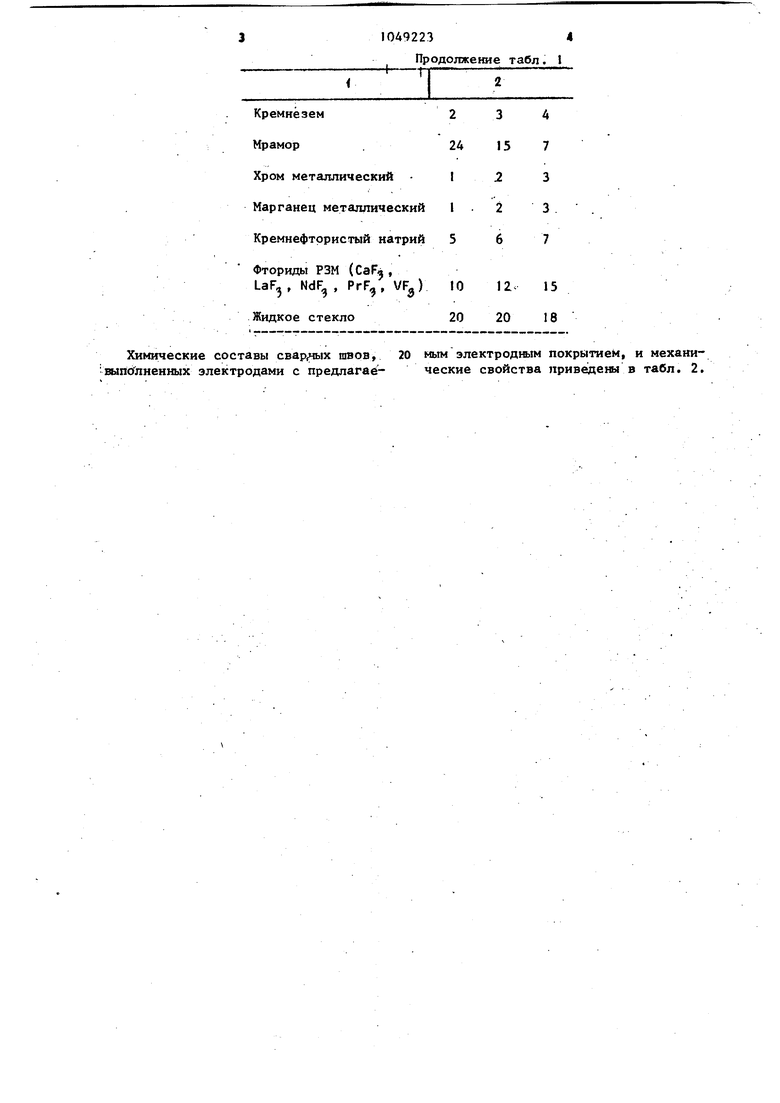
При изготовлении электродов используют проволоку из стали 12 i4CM WOT, при этом обмазка имеет состав компонентов, приведенный в табл. 1.
:т а б л и ц а t
10492234
Продолжение табл. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1980 |
|
SU937120A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2497647C1 |
| Состав электродного покрытия | 1979 |
|
SU860972A1 |
| Состав электродного покрытия | 1980 |
|
SU927462A1 |
| Состав электродного покрытия | 1977 |
|
SU721297A1 |
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| Состав электродного покрытия | 1983 |
|
SU1094711A1 |
| ЭЛЕКТРОД | 1997 |
|
RU2118245C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| Состав шихты порошковой проволоки | 1988 |
|
SU1657320A1 |
СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫ-; ТИЯ для сварки коррозионно-стойких сталей, содержащий плавиковый шпат, мрамор, карбонат натрия, кремнезем, кремнефтористый натрий, хром, марганец, фториды РЗМ и жидкое стекло, отлич ающий ся тем, что, с целью повышения механических свойств и коррозионной стойкости металла шва при сварке низколегированных коррозионно-стойких сталей, состав содержит компоненты в следующем соотношении, вес.%: Плавиковый шпат 35-39 Карбонат натрия 2-4 Кремнезем2-4 Мрамор7-24 Хром 1-3 о S Марганец 1-3 О) Кремнефтористый натрий5-7 Фториды РЗМ 10-15 Жидкое стекло Остальное
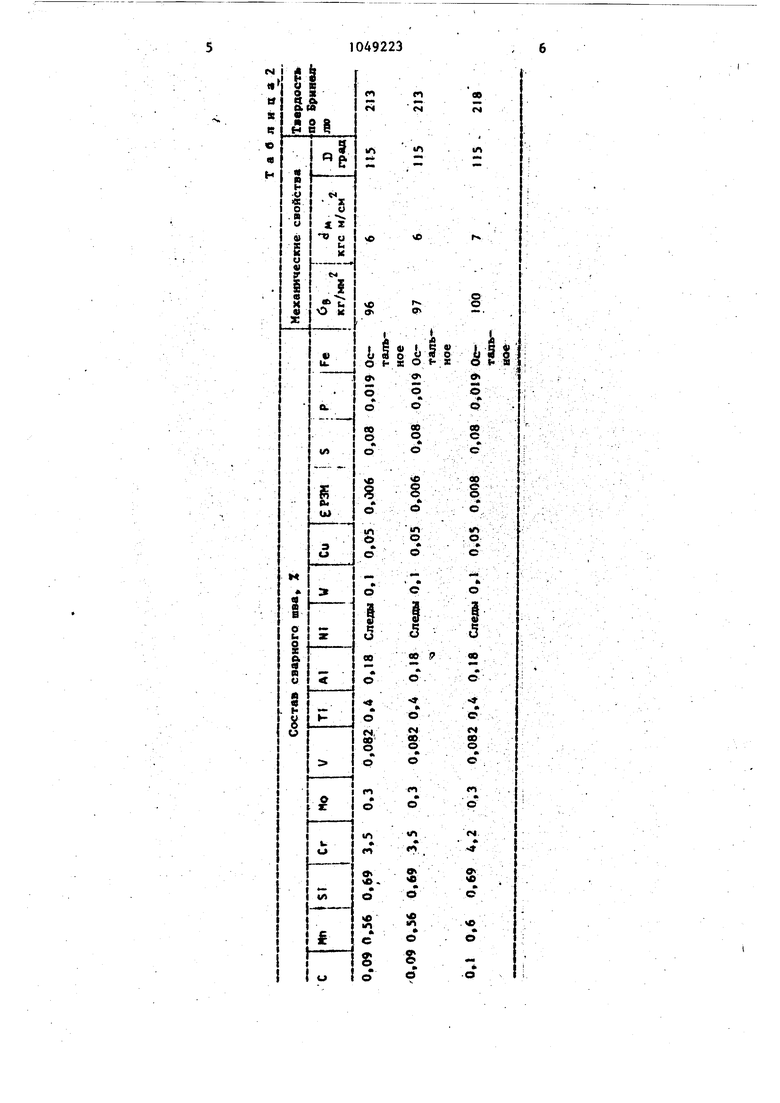
Химические составы свар,чых швов, 20 выйоглненных электродами с предлагаёным электрод м покрытием, и механические свойства приведены в табл. 2.
7 10492238
Как видно иэ таблицы, сварной шов Технология изготовления электрохарактеризуется удовлетворительными да с предлагаемым электродпм покры-/
механическими свойствами. Твёрдостьтием для сварки BbicokonpotiMiix корронаходится в. пределах хорошей обраба-зионно-стойких сталей не отличается тываемости. Химический состав сварно- 5 от технологии приготовления обычных
го ШВА обеспечивает равномернуюэлектродов, используемых для сварки
коррозионную СТОЙКОСТЬ сварного швавысокопрочных коррозионно-стойких
и основного металла.сталей.
