Изобретение относится к сварке, а именно к составу электродного покрытия, применяемого для сварки высокопрочных коррозионно-стойких сталей.
В сварочном производстве широко известны электродные покрытия фтористо-кальциевого типа, содержащие в качестве основы карбонаты, в основном мрамор, кремнезем, хром, никель, титан.
Известен состав электродного покрытия l , содержащий, вес.%:
Гфамор35-42
Плавиковый шпат 35-46
Ферромарганец 3-6
Хром металлический 5-8
Феррониобий 3-8
Иттрий1-3
Алюминий1-3
Кальцинированная
сода1-3
Бентонит1-3
Однако известное электродное покрытие не обеспечивает достаточной пластичности металла-jiiBa.
Наиболее близким к изобретению является электродное покрытие L2, содержащее, вес.%:
Плавиковый шпат 29-34 Карбонат натрия 5-10 1фемнезем 5-7 Мрамор29-34
Хром2-5
Никель2-8
МарганецО,1-3
Титан1-1,5
Фториды редкозе10мельных металлов (РЗМ)1-6
Недостатком электродного покрытия является то, что оно не обеспечивает достаточных механических 15 свойств и коррозионной стойкости при сварке низколегированных коррозионно-стойких сталей.
Цель изобретения - повышение механических свойств и коррозионной,
20 стойкости металла шва.
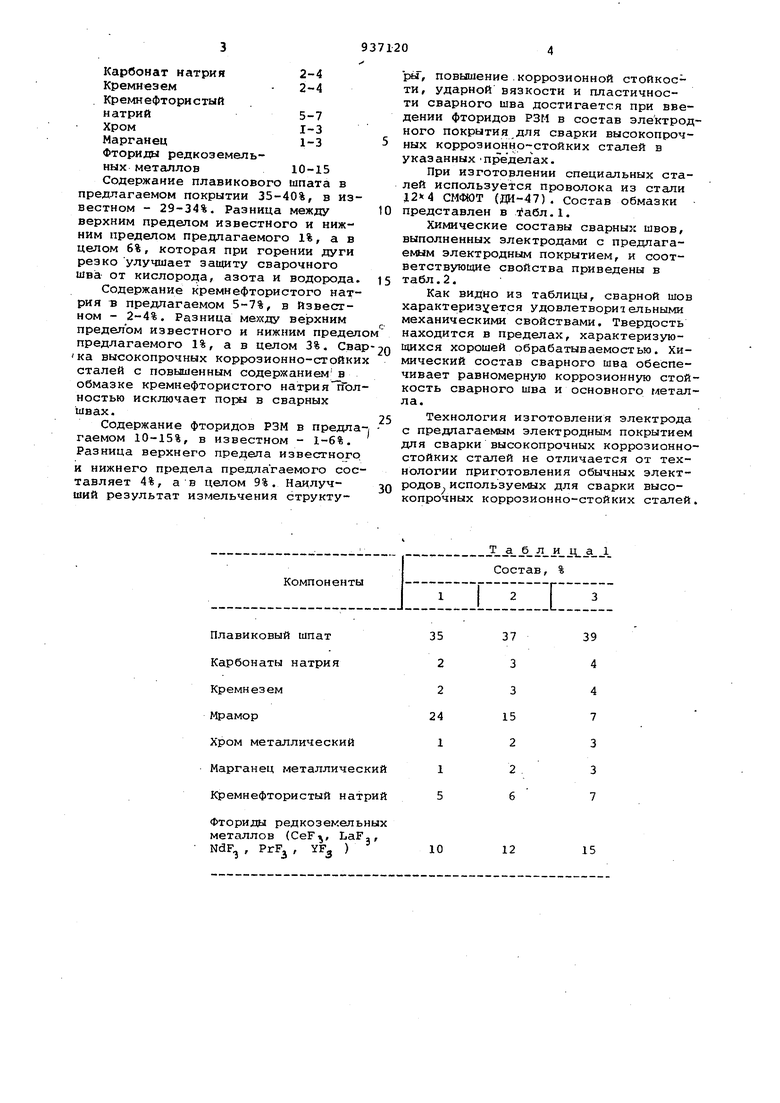
Поставленная -цель достигается тем, что состав электродного покрытия, содержащий плавиковый шпат, мрамор, карбонат натрия, кремне25 зам, кремнефтористый натрий, хром, марганец и фториды редкоэемельР1ых металлов, содержит компоненты в следующем соотношении, вес.%:
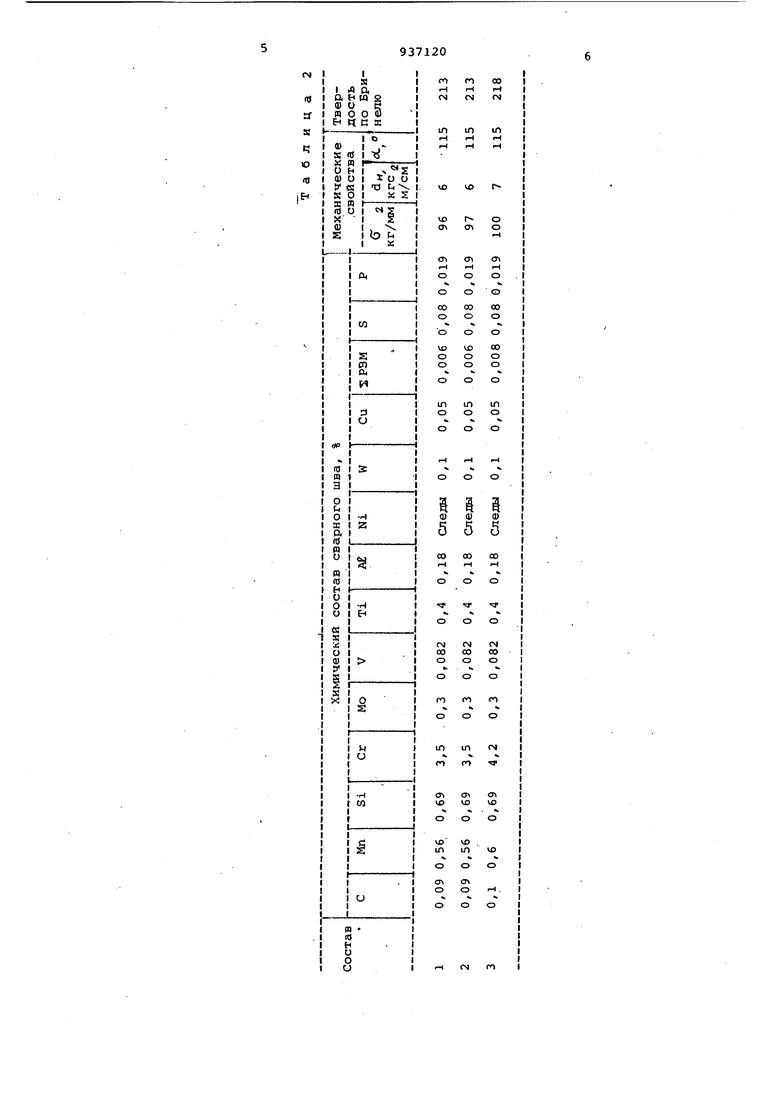
Плавиковый шпат 35-40 30 Мрамор20-28 Карбонат натрия Кремнезем . КремнеФтористый натрий Марганец Фториды редкоземельных металлов Содержание плавикового шпата в предлагаемом покрытии 35-40%, в из вестном - 29-34%. Разница между верхним пределом известного и нижним пределом предлагаемого 1%, а в целом 6%, которая при горении дуги резко улучшает защиту сварочного шва от кислорода, азота и водорода Содержание кремнефтористого нат рия в предлагаемом 5-7%, в известном - 2-4%. Разница между верхним пределом известного и нижним предел предлагаемого 1%, а в целом 3%. Св ка высокопрочных коррозионно-стойки сталей с повышенным содержанием в обмазке кремнефтористого натрияТТол ностью исключает nojxj в сварных швах. Содержание фторидов РЗМ в предл гаемом 10-15%, в известном - 1-6%. Разница верхнего предела известного и нижнего предела предлагаемого сос тавляет 4%, а в целом 9%. Наилучший результат измельчения структуры, повышение.коррозионной стойкости, ударной вязкости и пластичности сварного шва достигается при введении фторидов РЗМ в состав электродного покрытия для сварки высокопрочных коррозионно-стойких сталей в указанных пределах. При изготовлении специальных сталей используется проволока из стали СМФЮТ (ДИ-47). Состав обмазки представлен в абл.1. Химические составы сварных швов, выполненных злектродами с предлагаемым электродным покрытием, и соответствующие свойства приведены в табл.2. Как видно из таблицы, сварной шов характеризуется удовлетвори1ельными механическими свойствами. Твердость находится в пределах, характеризующихся хорошей обрабатываемостью. Химический состав сварного шва обеспечивает равномерную коррозионную стойкость сварного шва и основного металла. Технология изготовления электрода с предлагаемым электродным покрытием для сварки высокопрочных коррозионностойких сталей не отличается от технологии приготовления обычных электродов используемых для сварки высокопрочных коррозионно-стойких сталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1980 |
|
SU1049223A1 |
| Состав электродного покрытия | 1979 |
|
SU860972A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2497647C1 |
| Состав электродного покрытия | 1985 |
|
SU1294545A1 |
| Состав электродного покрытия | 1977 |
|
SU721297A1 |
| Состав электродного покрытия | 1981 |
|
SU996049A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| СРЕДНЕЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2007 |
|
RU2349434C2 |
Плавиковый шпат
Карбонаты натрия
Кремнезем
Мрамор
Хром металлический
Марганец металлический
КремнеФтористый натрий
Фториды редкоземельных
металлов (CeF, LaF,,
NdF , PrF , YF )
39 4 4 7 3 3 7
15
I A 0,
a s
(DO В
m О О Ш
EH ч к з:
00 l-t
ГО l-l ГМ CM
lO in
г а
о о
vo a
СГ|
гН
о о
00
со
о
о
со
VO
о о
о о
ю о
1Л
о
5IS
ШО)0)
555
со0000
гНгН -1
кчч
ооо
о
чч
о
ГМ см ГМ
00 00 ОО
о о о
го о
п
ч
о
ГМ
in
ч«
го
а
Т1 VO
из
VD
VO
ш
о Формула изобретения Состав электродного покрытия преимущественно для сварки ВЫСОКОП1ЮЧной коррозионно-стойкой стали, содержащий плавиковый шпат, мрамор, карбонат натрия, кремнезем, кремнефтористый натрий, хром, марганец и фториды редкоземельных металлов, от л и чаю ИИ и с я тем, что, с целью повышения механических свойств и коррозионной стойкости металла шва, при сварке низколегированных коррозионно-стойких сталей состав содержит компоненты в следующем соотношении, вес.%: Плавиковый шпат 35-40 Мрамор -20-28 937120 с 0 пр 15 по кл 8 Карбонат натрия2-4 Кремнезем2-4 Кремнефтористый натрий5-7 Хром1-3 Марганец,1-3 Фториды редкоземельнкх металлов10-15 Источники информации, нятые во внимание при экспертизе 1. Авторское свидетельство СССР 93322, кл. В 23 К 35/365, 1974. 2. Авторское свидетельство СССР заявке 2785899, . В 23 К 35/365, 1979 (прототип).
