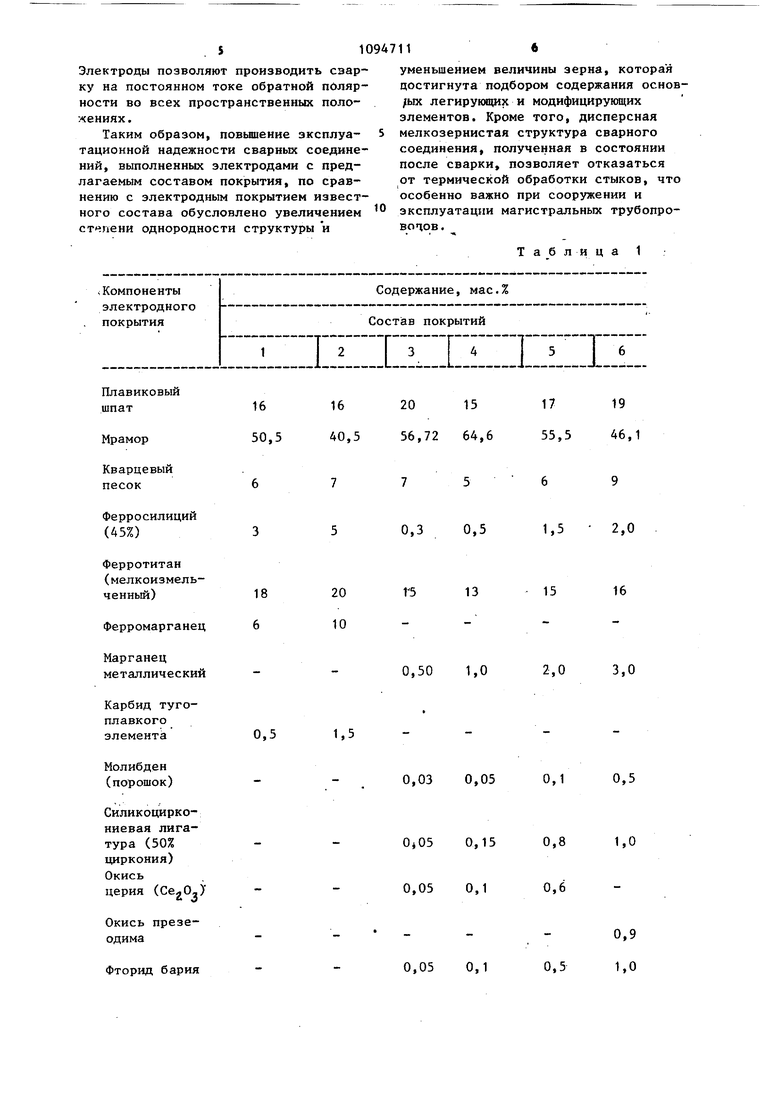
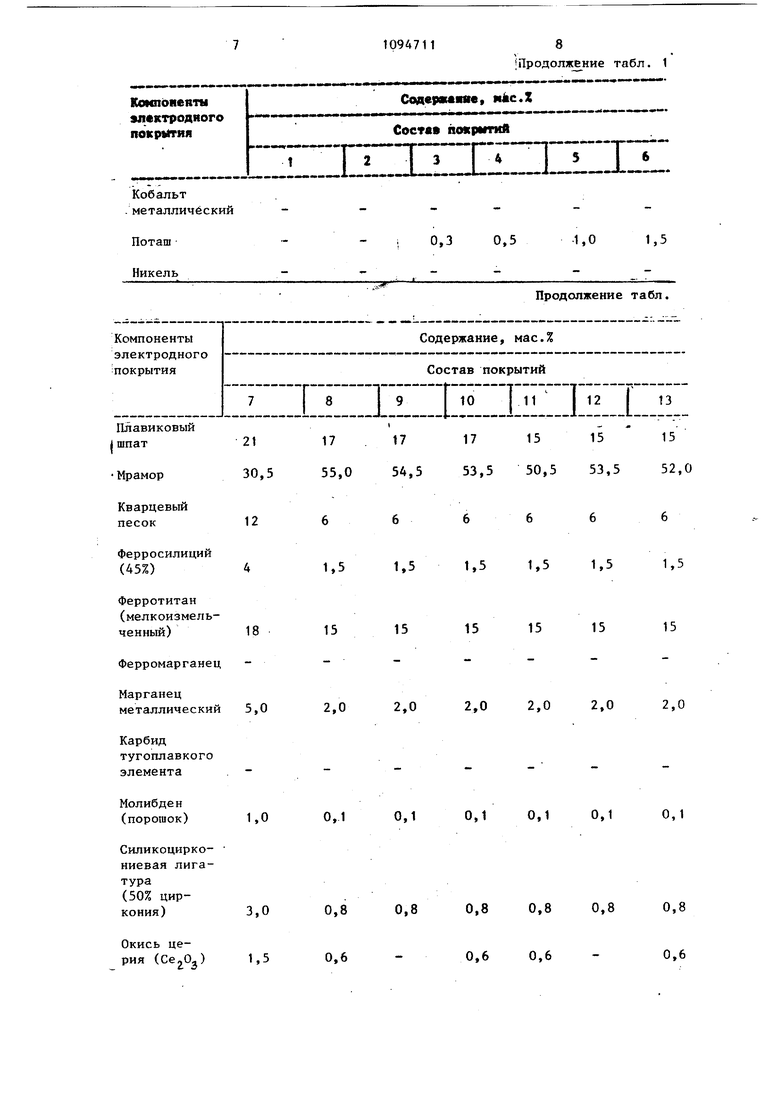
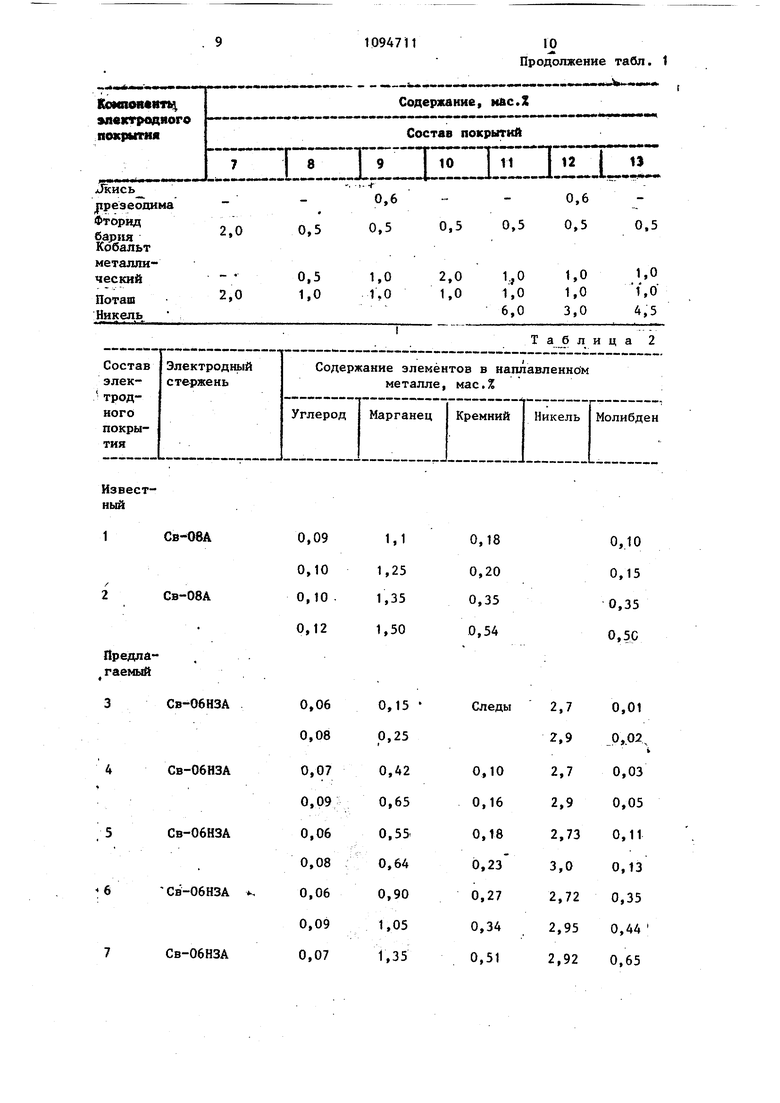
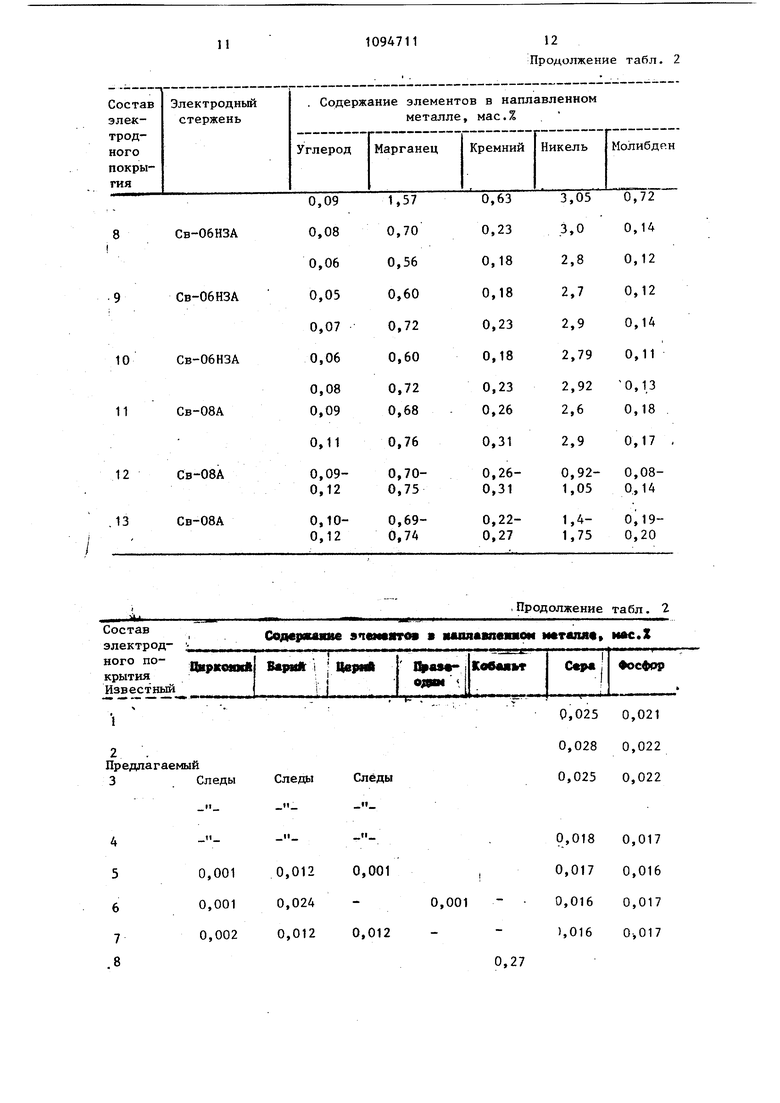
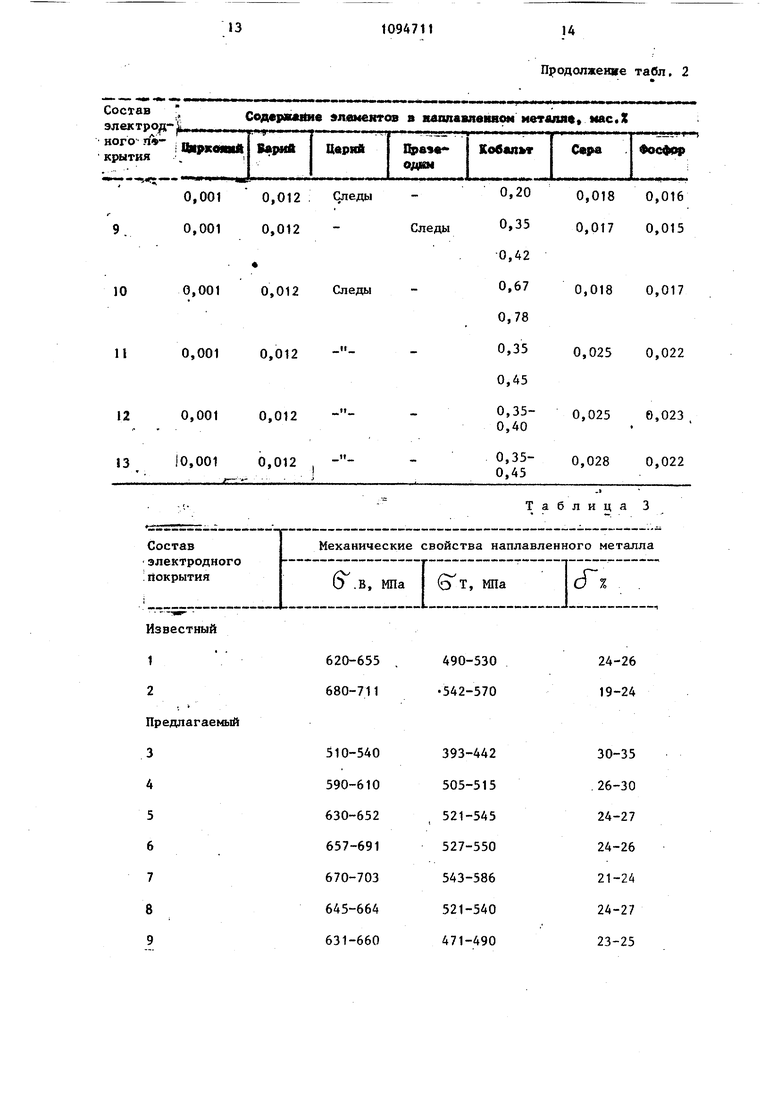
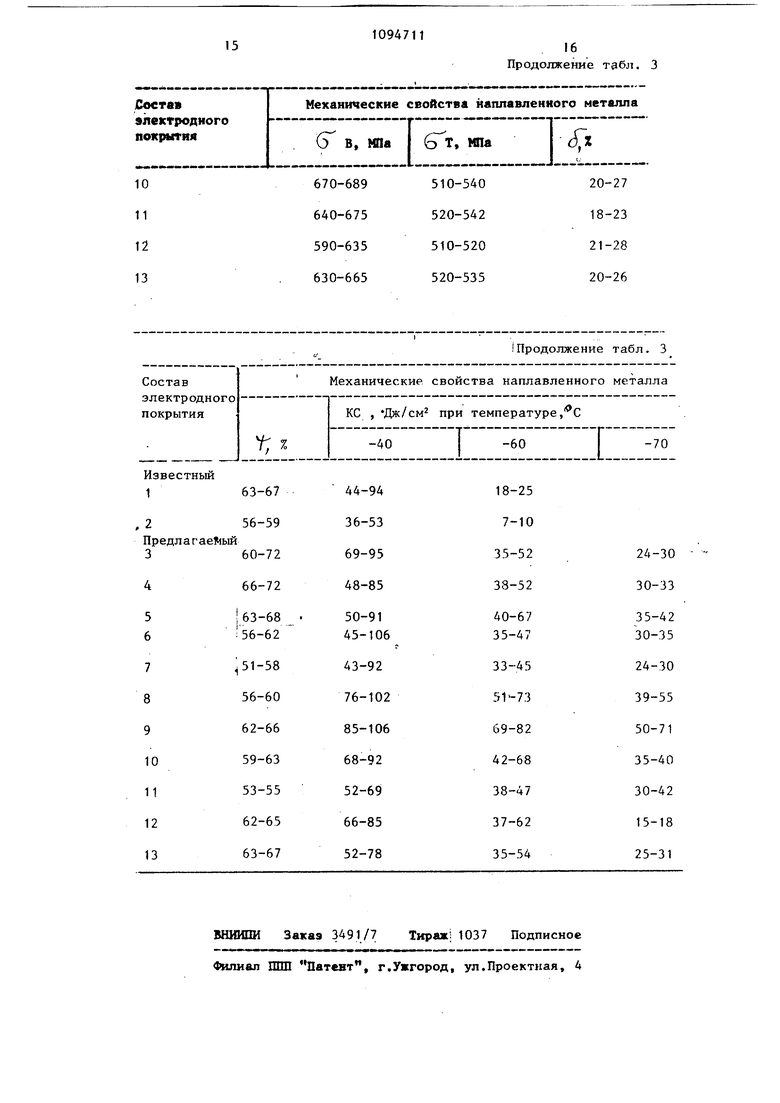
Изобретение относится к электрод говой сварке, в частности к состава электродных покрытий штучных электродов, предназначенных для сварки надземных трубопроводов и других особо ответственных конструкций из низколегированных сталей повьниенной прочности и вязкости, эксплуатируемых при низких климатических температурах. Известен состав l электродного покрытия, содержащий следующие компоненты, мас.%; Плавиковый шпат29-34 Хром2,0-5,0 Никель 2,0-8,0 Марганец0,1-3,0 Титан1,0-1,5 Кремнефтористый натрий2,0-4,0 Карбонат натрия5,0-10,0 Фториды редкоземельных металлов цериевой группы1,0-6,0 МраморОстальное Известное электродное покрытие, нанесенное на стержень из высоколегированной стали, может обеспечит получение в наплавленном металле высоких значений прочности и вязкос при отрицательных температурах за, счет содержания в металле шва никеля 2,0-4,0%, хрома 11,0-14,0%, марганца 17,0-19,0%, а также добавок молибдена и титана. . Эти электроды используют для сварки нержавеющих сталей типа Х18Г14, Х12Г48. Они не могут быть применены для сварки трубопроводов из низколегированных сталей, поскол ку содержание в наплавленном металл больших количеств марганца, хрома, никеля приведет к резкой потере вязкопластических свойств в зоне сплавления. Наличие дефицитных, дор гостоящих элементов, а также необхо цимость проведения термической обр ботки кольцевых стыков трубопроводов, значительно усложняют и удорож процесс сварки в целом Известен состав 23 электродного покрытия, применяемый для сварки магистральных трубопроводов из низк легированных сталей повьпиенной прочности, содержащий, мас.%: Мрамор . 40-50 Плавиковый шпат10-16 Кварцевый песок6-8 Ферромарганец 5-10 Ферросилиций 2,0-5,0 Ферротитан 15,0-20,0 Карбид тугоплавкого .элемента (, NbC, Tic, CrgO 1,0-2,0 Электроды с данным покрытием нашли широкое применение в трубопроводном строительстве, однако они не обеспечивают эксплуатационной надежности сварных соединений надземных трубопроводов, работающих при температурах ниже - . Недостатком электрода является низкий уровень ударной вязкости наплавленного металла при температуре - 60 С. В соответствии с требованиями ГОСТа 94б7-75 ударная вязкость на образцах с острым надрезом (тип iX, ГОСТ 6996-66) должна быть при температуре эксплуатации не менее 34,5 Дж/см2 (3,5 кгм/смз). Цель изобретения - повышение эксплуатационной надежности сварных соединений надземных трубопроводов и других конструкций, сооружаемых в районах с низкими климатическими температурами (вплоть до -65с) путем увеличения ударной вязкости наплавленного металла при отрицательных температурах в Состоянии После сварки, при обеспечении нормативного предела прочности наплавленного металла, не менее 588 Ша (60 кгс/мм). Для достижения поставленной цели состав электродного покрытия, содер жащий мрамор, плавиковый шпат, кварцевый песок, ферросилиций,ферротитан, марганец металлический, молибден, дополнительно содержит силикоциркониевую лигатуру, окислы редкоземельных метгшлов цериевой группы, фторид бария, поташ при следующем соотношении компонентов, мас.%: Плавиковый шпат15,0-19,0 Кварцевый песок5,0-9,0 Ферросилиций 0,5-2,0 Ферротитан 13,0-16,0 Марганец металлический 1,0-3,О Молибден 0,05-0,5 Силйкоциркониева ялигатура 0,1.5-1,0 Окислы редкоземельных металлов цериевой группы0,1-0,9 Фторид бария0,1-1,0 Поташ0,5-1,5 МраморОстальное При этом указанный состав дополнительно содержит кобальт металлический в количестве 0,5-2,0 мас.%. Кроме того, состав электродного покрытия дополнительно содержит никель 3,0-6,0 мас.% по массе. Дополнительное введение в состав металлического кобальта в указанном соотношении повышает стабильность значений ударной вязкости при отриц тельных температурах ниже -60 С. Для получения покрытия были подготовлены и испытаны 11 составов предлагаемого покрытия и 2 состава вестного покрытия, приведенные в табл. 1. Покрытие приготавливают следуюпщ образом. Компоненты смешивают в смесител с жидким стеклом до получения однородной обмазочной массы, в качестве связующего используется жидкое стекло (ГОСТ 13078-67) с плотностью 1,49-1,50 г/см. Покрытие наносят на проволоку Св - 06НЗА или СЬ-08А диаметром 3,0 и 4,0 мм. Толщина покрытия на сторону составляет 0,81,1 мм. Электродами с покрытием данного состава производилась сварка пластин и труб толщиной 10-12 мм из сталей 16Г2АЮ, 12Г2АФЮ, 06Г2НАБ 10ХГНМАЮ, 06Г2АЮ. Введение никеля в состав покрыти необходимо в случае использования для изготовления электродов низкоуглеродистой проволоки Св-08А. При изготовлении электродов на базе про волоки Св-ОбНЗА никель в состав покрытия не вводят. В табл. 2 и 3 приведены химическ состав и своЧстза наплавленного металла, выполненного электродами покрытием известного состава (№ 1-2) и предлагаемыми составами покрытий ,№3-11. Составы покрытия № 4-6 на проволоке Св-ОбНЗА гарантируют высокую вязкость металла шва на образцах с острым надрезом при температуре -60 С при сохранении повышенной прочности в состоянии после сварки (табл. 3). Увеличение или уменьшение содержания компонентов в покрытии (№3, 7) за указанные пределы приводит к снижению предела прочности наплавленного металла ниже нормативного (№ 3) или получению ударной вязкости при температуре ниже допустимой (№ 7). Высокий комплекс свойств наплавленного металла в состоянии после сварки обеспечивается выбранной системой легирования: марганец - никель молибден(составы № 4-6)и марганец никель - молибден - кобальт(составы № 8-13) в сочетании с комплексным модифицированием добавками циркония и окислами редкоземельных элементов цериевой группы ( Введение в покрытие силикоциркониевой лигатуры (ТУ 14-5-83-77) позволяет получить в процессе металлургических реакций хорошо раскисленный и рафинированный металл за счет микролегирования ванны цирконием, способствукицим получению округлой формы оксидных и сульфидных включений, очистки границ зерен, измельчения структуры и тем самым обеспечивает повышение пластических свойств наплавленного металла. Окислы редкоземельных элементов цериевой группы уменьшают сцепление шлака с наплавленным металлом, что имеет особое значение для хорошей отделимости шлака от- корневого слоя шва. Электроды с предлагаемым составом покрытия технологичны в изготовлении. Поташ в составе покрытия увеличивает пластичность обмазочной массы при опрессовке. Фторид бария в указанном количестве улучшает сварочно-технологические свойства электродов, снижает разбрызгивание металла, улучшает отделимость шлаковой корки. Сварочнотехнологические свойства электродов с этим покрытием находятся на высосом уровне: формирование шва хорошее, наплавленный металл получается без пор, дуга возбуждается легко. 510 Электроды позволяют производить сзарку на постоянном токе обратной полярности во всех пространственных полохениях. Таким образом, повышение эксплуатационной надежности сварных соединений, выполненных электродами с предлагаемым составом покрытия, по сравнению с электродным покрытием известного состава обусловлено увеличением однородности структуры и 11в уменьшением величины зерна, которая достигнута подбором содержания основ/ых легирующих и модифицирующих элементов. Кроме того, дисперсная мелкозернистая структура сварного соединения, полученная в состоянии после сварки, позволяет отказаться от термической обработки стыков, что особенно важно при сооружении и эксплуатации магистральных трубопровочов. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1989 |
|
SU1609598A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| Состав электродного покрытия | 1984 |
|
SU1166950A1 |
| Состав электродного покрытия | 1979 |
|
SU778037A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069136C1 |
| Состав электродного покрытия | 1977 |
|
SU659328A1 |
| Электродное покрытие | 1990 |
|
SU1756081A1 |
| Электродное покрытие | 2019 |
|
RU2727383C1 |
| Сварочный электрод | 1990 |
|
SU1764914A1 |
| Сварочный электрод | 1989 |
|
SU1646757A1 |
Ферросилиций (5%) Ферротитан (мелкоизмель20 15 ченный) 10 ФерромарганецМарганец металлический Карбид тугоплавкогоэлемента Молибден (порошок) Силикоциркониевая лигатура (50% циркония) Окись церия (Cej,0) Окись презеодимаФторид бария 0,3 0,50 0,03 Oi05 0,05 0,05 1,5 2,0 0,5 13 15 16 - - 1,0 0,1 0,5 0,05 0,8 1,0 0,15 0,6 0,1 0,9 0,5 1,0 0,1 Ферросилиций 1,5 1, (45%) 4 Ферротитан (мелкоизмельченный) 18 Ферромарганец Марганец 2,0 2, металлический 5,0 Карбид тугоплавкого элемента Молибден 0,1 0, (порошок) 1,0 Силикоцирко- ниевая лигатура (50% циркония) 3,0 0,8 0, Окись церия () 1,5
8
Шродолже ние табл. 1 1,5 1,5 1,5 2,0 2,0 2,0 0,1 0,1 0,1 0,8 0,8 0,8 0,6 0,6 Состав СодсршиМе лпвн&кгов л электро ного I
0,001 0,012
12 10,001 0,012
13
Известный
1
2
Предлагаем
3
4
5
6
7
8
9
Продолжение табл. 2
0,350,0256,023 0,40
0.35-0,0280,022
0,45
Таблица 3
24-26 19-24
30-35 26-30 24-27 24-26
21-24 24-27 23-25 шишавлвняом иетаяя«, мас.Х
15
1094711
16
Продолжение тзбл. 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Состав электродного покрытия | 1979 |
|
SU860972A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 0 |
|
SU265324A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ, содержащий мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферротитан, | |||
| марганец металлический, молибден, отличающийся тем,.что, с целью повышения эксплуатационной надежности сварных сое- | |||
| динений надземных трубопроводов и других конструкций, сооружаемых в районах с низкими климатическими температурами (вплоть до -65°С) путем увеличения ударной вязкости наплавленного металла при отрицательных температурах в состоянии после сварки, при обеспечении нормативного предела прочности наплавленного металла, не менее 588 МПа/ 60кгс/мм) он дополнительно содержит силикоциркониевую лигатуру, окислы редкоземельных металлов цериевой группы, фторид бария, поташ при следующем соотношении компонентов, мас.%: Плавиковый 15,0-19,0 шпат Кварцевый 5,0-9,0 песок 0,5-2,0 Ферросилиций 13,0-16,0 Ферротитан Марганец 1,0-3,0 металлический 0,05-0,5 Молибден i Силикоциркони0,15-1,0 евая лигатура Окислы редкос земельных металлов цериевой 0,1-0,9 группы Фторид : бария 0,1-1,0 Поташ 0,5-1,5 Мрамор Остальное 2.Состав по п | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , 3.Состав по пп | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
