Применение ),ГК-КО:Г11 и)ОЦЛ-; 1 Ilj;
ироизв1);д(:тие дает во: можность укр.чп/г-читh 1)ОИ31- ; дит-::ЛЬНость иг;СКат.иых стан он. Однако осуществлению лолноп неiri)ci)i,№i(iiTH (са iriviiUTTiTnyeT от(утсПиг надежных :)Кдстк, 1(;11;)ляю1цих соединять итдельнь.е латтпвки п nTjicрдЫвкук).
В })иилы:1(гу- :( нта ;1адача к №KOTopoif гтепсни рениюття лутем сварки отдел1,н))1х полос, на Ci -a|i lчн,x ,нках iipif неивдвижных концах иилог. HJIH этом , ойсгиечг-нин н.вггрсми.кнгмо дк жения пол1) и «стальных ма1нинах непрерывHdii линии требуется Сооружать н-е тлСНЫе «мы.
ри -сварке saroTojiOK сечением от 1ПОХ100 до 150X150 -создать иэтлю невккнюжно, 1Г11;-1ТО.чу для (пес1кч:ения даирррывиото процесса, требует я кроиивпдить
сварку ЗАГОТОВОК, на ходу.
Задача усложняется неоох()ди остыо сшаривать заготовки в на рото состоянии, так как печи существующих конструкций К 1гозваллк т н-епрерывную полосу, движущуимя с отиигпге.п.нс иольjiioi cKOi;0CTi-io.
11:г,; м-тен 1ак;|.;С .-иил-и гц.н.гкх лланЛ( на ходу то)Ц()в .чаготоиок в roiiiiчеи согтоянии при не.)Ы111ом ;rpo-i№cc прокатк с ис 111льз()а1111еч дли подвода свар:)Ч|-..;-о тпка ll ;;д«ижм(чli Т1):1ксф,|)матпра.
Отличительная (н-пГн нногт, 1.,1ваемого iciTOcooa «варки заж. i; том. что для осадки но окончании оплавления торцов заготовок используется кинетическая нноргия, накоплен.ная в -;iм;yюп cii ллг.тоЕКе, движун|, иоВЫ-.иснной i-ки)0Стью и уда)1(1опк-и ,; ар;™а0му о заготовку в торед заднегп г )сонца.
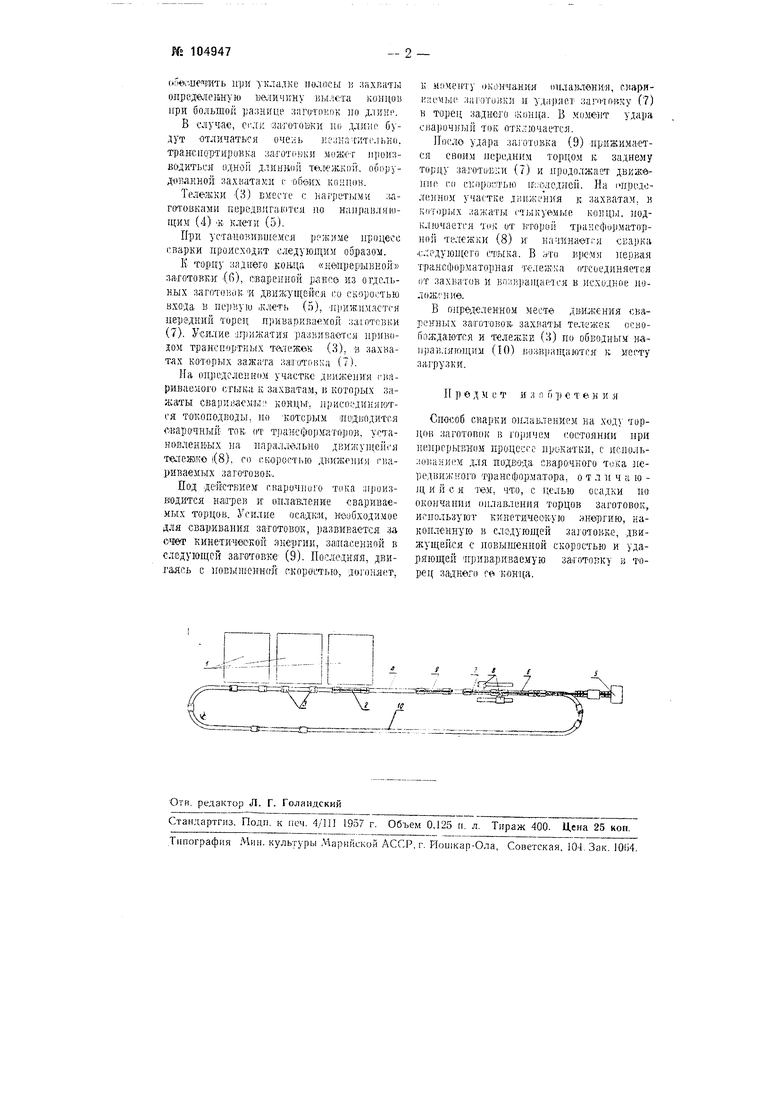
На чертеже изооражсна гхема, иллюст)и)у1он1ая даН|РЛ, cBaiwof.
Нагрев заготовик иротгзкодится в ооычных методичссклх ночах (1). Нагретая заготовка (2) после П1 1дачи ( из печи, укладывается на н-еподвижно тоя1цис тележки (3) и зажимается : ахватами. Применение для транспорти1,о}5ки двух отдельных те.1ежек вызвана нс-с-бходимостью
(.иечягь при укладке .(к;ы и захваты опреде-чейную Ва.гичкну )})ijiicra концои при большой ра;шице заго-токпк ло длине.
В случае, С1ли Зги-отовки по д.чиле будут -отличаться очень U;ii a-ntTi.ibKo. транс порт Ир OK к.а аатотсчжи JIJIOHSводиться одно1 длинио та:кЖК1)й. оборудованной захватами с ftdeia конпон.
Телег-кки {3) смеете с liaivoeTiiiMit :inготовками передвигаются по Hanpau-iifiio1ЦИМ (4) К клети (5).
При ус-танон,ивБК:мс51 p H;;-(je ироцесс сварки происходит следуюящм образом.
К торДу ; ад1юг конца «ивщ)ерывно1Ь) за готовки: (.6), пваренной рлнсв из отдельных 3aroToiiOK И движущейся с.о скоро :тью входа в пе)вуш (Клеть (5), .имастся цер&дний торец П11иварива хой аааотовк.и (7). Усилие лриясатия )азвивается приводом транспортных Тчадежак. (3). в захватах которых зажата itairoTOBKa (7).
На определенном участка д гил;епия 1ваpHisaeiioio стыка к захватам, J которых зажаты CBapHikiCMJjii кокцы. прнсоедикяютСЯ ТОКОПОДВОДЫ. по К-ОТОРММ ПО Д ОДИТГ.Я
оваро-ЧНЫЙ тов от т.оаксфоржи-оров, установленных па паралЛРЛЬПО движущейся тележке i(8), со сшрОСтыо двигкспия свариваемых заготовок..
Под действ-ием cRapo4no)o тока iiijioK3водится H-airpeii и оилавяенИе свариваемых торцов. Уси,(ие осадки, необходимое для Сваривания затотово1К, развивается за счет кинетичеок-ой з)1ергии, ЗчИГЕасенлой в следующей заготовке (9). Последняя, двигаясь с новыщ.еННой ркорсктыо, догоняет.
к моменту (жончания оилаыопия, сваря|;;11 ЧЫ1 aaiOTOBKH п уда)яет заготовку (7) в торец заднего . В оме-)1т удара (.мшрочный ток отключается.
Поело удара заготовка (9) Пражима-ется свои.м передним торцом к заднему заГотоВКи (7) и продолж.ает двкжвinie с.о скпрасоью 1С;:слсднсй. Па i npeao;ге,)но.м участке д; иж;ния к захватам, в которых зажаты cTbiKywibie концы, подк.гючается ток от второй тра ;сформатор)ioii телс-жки (8) и начинается сварка с::еду10Н1;сго стыкл. В лто нрСМя первая трансформаторная теле/кка отсоединяется от захватов и )а1цается в исходное положение.
В олределенно.ч месте Д1Я1.ж€-нмя свар«ннь х заготовок, захваты тележек освобождаются и телелски (Н) по обводны г ндправ/ляющим (10) лозврапаются к месту за рузки.
П р е д м о т и 3 5 р «тек и я
Способ сварКи оплавлением на ходу торцов заготовок li горячем состоянии при непрерывном процессе прокатки, с использ.ованисм для подвода с.варО:чного тчка пе1}едвижно:го трансформатора, о т л п ч а ю и и с я те.. что, с целью осадки по окончании оплавления торцов заготовок, используют кинетИЧеок-ую анергию, наколлеНную в следующей за отонке, .движущейся с новышенпой скоростью и ударяющей тгривя-риваемую з.а1-ото ку торец заднего re КОНца.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Рабочая клеть прокатных станов | 1961 |
|
SU142270A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Моталка для непрерывной смотки,например,проволоки | 1968 |
|
SU270668A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ДЛЯ ЗАГОТОВОК С "ОТРЕЗАННЫМИ ВЕРХНИМ РЕЗОМ" КОНЦАМИ ЗАГОТОВКИ | 2023 |
|
RU2821455C1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Способ стыковой сварки | 1975 |
|
SU650753A1 |
| Приспособление к контактной стыковой сварочной машине для автоматизации процесса предварительного нагрева и оплавления | 1947 |
|
SU74290A1 |
| Способ непрерывного изготовления многослойных изделий сваркой | 1984 |
|
SU1222463A1 |
