Известны конструкции рабочих клетей прокатных станов.
С целью сокращения габаритов привода, веса и стоимости оборудования, предлагаемая рабочая клеть снабжена разъемами несущих деталей в плоскости осей валков с наилавленными калибрами при использовании предварительно напряженных несущих элементов. При этом рабочая и щестерепные клети совмещены в один узел.
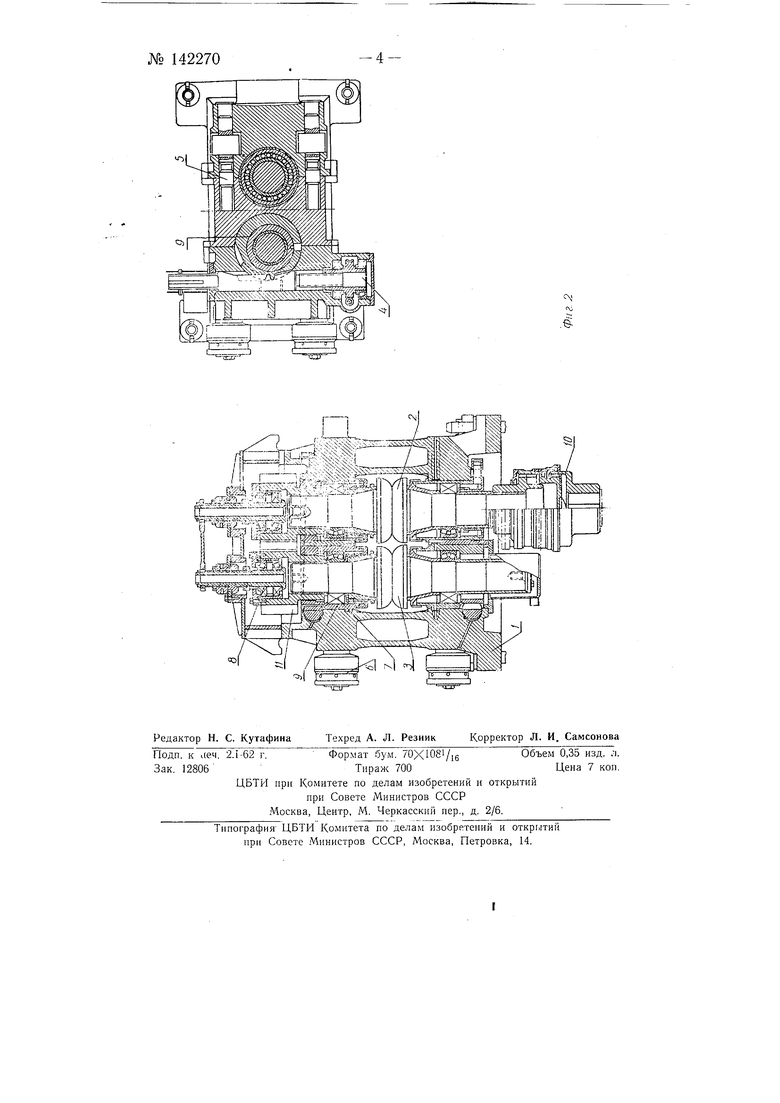
На фиг. 1 и 2 представлены соответственно горизонтальная и вертикальная рабочие клети.
Рабочая клеть состоит из предварительно напряженной станины /, двух валков 2 i 3, расположенных горизонтально и вертикально и нажимного устройства 4 с указателем раствора валков.
Станина клети выполняет функции станины и подущек валков. Для установки валков в станине растачиваются цилиндрические отверстия. Наличие разъемов по плоскостям валков значительно упрощает технологию изготовления станины, а облегчает и упрощает монтаж и демонтаж клети.
Станина предварительно напрял ена четырьмя стяжными болтами 5 с помощью гидравлических гаек .
Валки устанавливаются на подщипниках качения. Радиальную нагрузку воспринимают подщипники 7, осевую - подщипники 8.
Материал валков - углеродистая качественная сталь. Ручьи валков наплавляются износостойким материалом, что значительно увеличивает стойкость и не требует больщой регулировки валков.
Регулировка валков осуществляется на величину износа наплавленного слоя поворотов эксцентриковых втулок Я в которых установлен регулируемый валок 5 с помощью нажимного устройства 4. Нажимное устройство состоит из реечно-винтовой и червячной передачи. Привод осуществляется электродвигателем.
№ 142270-2-
Поворот эксдейтриковых втулок синхронизирован с помощью механического вала, соединяющего червяки червячных передач. Привод клети осуществляется непосредственно от редуктора через зубчатую муфту 10, соединяющую редуктор с приводным нерегулируемым валком.
Распределение момента на валки, необходимого для прокатки, осуществляется с пол№ГЦъю зубчатой пары колес 11, располо}кенной на концах в.а.лков и допускающей изменение межцентрового расстояния в пределах регулировки валков.
Таким образом, исключается из привода шестеренная клеть и шпиндели. В результате этого сокращаются габариты привода, вес и стоимость оборудования.
Муфты 10 и зубчатые колеса // насаживаются на конец рабочего валка прессовой посадкой с применением гидросъема.
Предмет изобретения
Рабочая клеть прокатных станов, отличающаяся тем, что, с целью сокращения габаритов привода, веса и стоимости оборудования, она снабжена разъемами несущих деталей в плоскости осей валков с наплавленными калибрами при использовании предварительно напряженных несущих элементов, а рабочая и щестеренные клети совмещены в один узел.
-031
t)

| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1973 |
|
SU391872A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |