;о
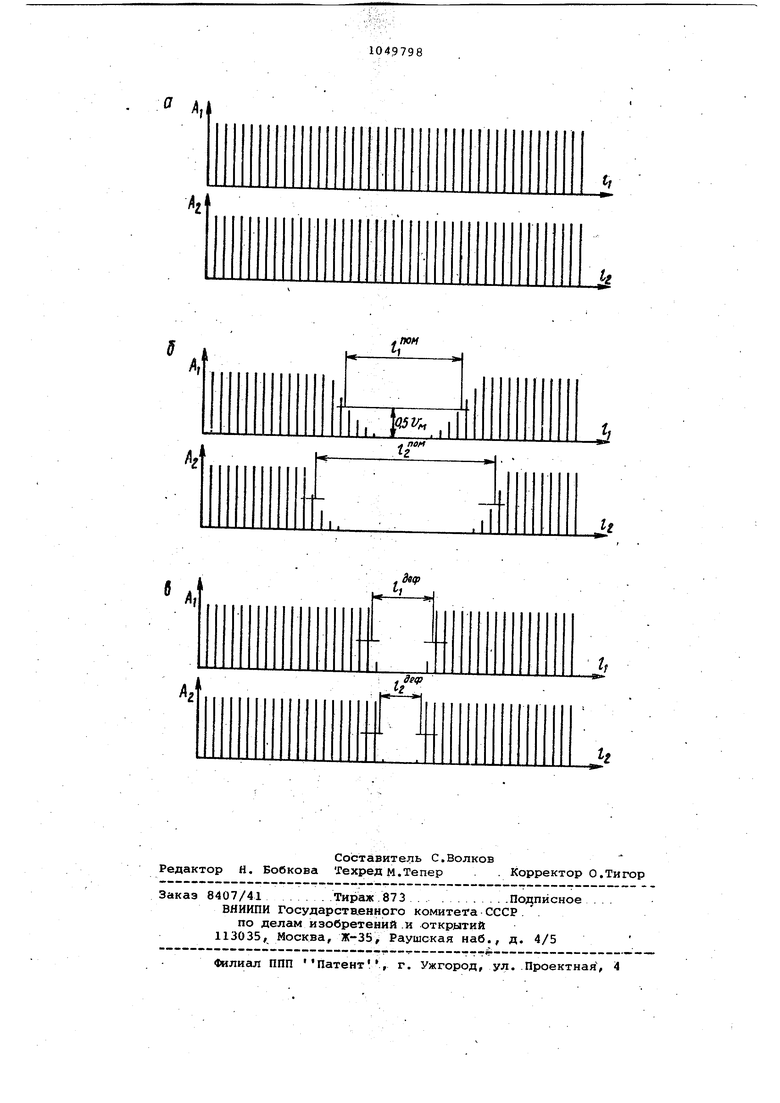
00 Изобретение относится к неразрущающему контролю материалов и может быть использовано при ультразвуковом контроле листового и сортового проката, например рельсов. Известен зеркально-теневой метод ультразвуковой дефектоскопии, который находит широкое применение при контроле рааличных видов промышленной продукции, имеющих эквидистантные поверхности fj . Недостатком зеркально-теневого метода является то, что в процессе , перемещения преобразователя ампл {туда донного сигнала изменяется не тол ко при обнаружении дефекта, но и при нарушении акустического контакта. Наиболее близким к изобретению по технической сущности является спо соб зеркально-теневого ультразвукового контроля деталей равного сечеНИИ, заключающийся в том, что. в изделие вводят через общую точку ввода две ультразвуковые волны, перемещгиот точку ввода и регистрируют отраженны от противоположной поверхности изделия сигналы 2 . При использовании этого способа выявление дефектов производится по разности значений амплитуд напряжений, воспринимаемых по каждому из частотных сигналов 2 Недостатком этого способа является то, что разность значений амплитуд напряжений, воспринимаемых по каждому из частотных каналов., зависит не только от наличия дефектов .в контролируемом объекте,, но также и от наличия локальных неоднородностей в одной из областей изделия. Кроме того, при наличии дефекта, прО тяженность которого превышает размеры прозвучиваемых областей объекта, 1 разность значений амплитуд сигналов на выходе частотных каналов оказывается такой же, как и при ухудшении акустического контакта, что может вызвать пропуск дефекта. Цель изобретения - повышение достоверности контроля и помехозащищен.ности. Указанная цель достигается тем,. что согласно способу зеркально-теневого ультразвукового контроля детале равного сечения, заключающемуся в том, что в изделие вводят через общую точку ввода две ультразвуковые волны, перемещают точку ввода и регистрируют отраженные от противополохс ной поверхности изделия сигналы, ввод волн осуществляют в одном напра лении, определяют отношение протяженностей участков траектории перемещения точки ввода, в пределах которых амплитуды сигналов уменьшаются ниже onopHofo значения., и по этому отношению судят о наличии дефекта. На чертеже показаны огибающие амплитуд донных, сигналов, соответствующие каждой из волн а - контроль бездефектного изделия без помех; б - нарушение акустического контакта при отрыве преобразователя; в - изделия при наличии дефекта. Способ зеркально-теневого ультразвукового контроля деталей равного сечения осуществляется следующим об разом.. Приемные тракты пьезопреобразователя настраивают так, что их чувствительность различна. В процессе дефектоскопии: точку ввода ультразвуковых волн перемещают по поверхности контролируемого издеЛИЯ и при отсутствии дефектов и нарушений акустического контакта амплитуды данных сигналов-остаются постоянными (случаиа). В случае нарушения акустического контакта амплитуды донных сигналов монотонно уменьшаются, причем протяженности участков, в пределах которых уменьшаются амплитуды донных сигнгшов регистри руемых каждым преобразователем, оказываются различными ( случай Ь), что связано с различной чувствительностью приемных трактов преобразова- телей. В случае обнаружения в процессе дес)ектоскопии дефекта с заданным коэффициентом выявляемости амплитуды донных сигналов изменяются почти синхронно и протяженности участков, в пределах которых изменяются амплиту ды данных сигналов, оказываются одинаковыми, так как точка в.вода ультразвуковых волн для обоих преобразоватеей общая и обе волны перекрываются одно временно, По отношению протяженностей участков уменьшения амплитуды донных сигналов для каждого, преобразователя судят о наличии помехи из-за нарушения акустического контакта или о наличии дефекта. Если это отношение .. близко к 1, то речь идет о наличии дефекта в. контролируемом изделии,, если же отношение значительно меньше 1, то имеется помеха из-за нарушения акустического контакта, Для реализации способа может быть использован преобразователь, состоящий из двух пьезоэлектрических пластин, одна:из которых выполняется в видекольца, а вторая в виде расположенного в его отверстии диска. ПресЗбразователи могут быть включены как по совмещенной, так и по раздельной схеме.. Таким образом, способ дает возможность повысить достоверность контроля и улучшить помехоустойчивость дефектоскопа к помехам, возникающим из-за изменения акустического контакта.
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| ЗЕРКАЛЬНО-ТЕНЕВОЙ СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ С РАЗНОСТНОЙ КОМПЕНСАЦИЕЙ МЕШАЮЩИХ ФАКТОРОВ | 2014 |
|
RU2560753C1 |
| УСТРОЙСТВО ПОВЫШЕНИЯ ПОМЕХОЗАЩИЩЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2006 |
|
RU2371716C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2137120C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
| Способ неразрушающего контроля керамических изделий ультразвуковым методом | 2022 |
|
RU2787645C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ ультразвукового контроля изделий с плоскопараллельными поверхностями | 1991 |
|
SU1797042A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ОБНАРУЖЕНИЯ МИКРОТРЕЩИН НА ПОВЕРХНОСТИ КАТАНИЯ ГОЛОВКИ РЕЛЬСА | 2017 |
|
RU2652511C1 |
СПОСОБ ЗЕРКАЛЬНО-ТЕНЕВОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ РАВНОГО СЕЧЕНИЯ, заключающийся в том, что вводят в изделие через общую точку ввода две ультразвуковые волны, перемещают точку ввода и регистрирую,т OLTраженные от противоположной поверхности изделия сигналы, отличающийся тем, что, с целью повышения достоверности контроля и помехозащищенности, ввод волн осуществляют в одном направлении, определяют отношение протяженностей участков траектории перемещения точ.ки ввода, в пределах которых амплитуды сигналов уменьшаются ниже опорного значения, и по этому отношению судят о наличии деффекта.
5
t
пом
;
.j
Jif
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU193132A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гурвич А.К | |||
| Зеркально-теневой метод ультразвуковой дефектоскопии | |||
| М., Машиностроение , 1970, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
