1 Изобретение относится к могнитной эаписи, а именно к способам изготовлен ния сердечников магнитных головок. Известен способ изготовления сердечников магнитных головок путем нагревания ферритовых брусков до температуры растекания размешенного между ними стекла, позволяющий обеспечить относительную простоту процесса иэготовле ния сердечников магнитных головок Нед{х:таток этого способа заключается в проникновении стекла в моточные окна ферритовыми брусками при их нагревании. Известен также способ изготовления сердечников магнитных головок путем размещения защитного материала в моточные окна между ферритовыми брусками, которые затем нагревают до тек пературы растекания размещенного межд ними стекла, обеспечивающий предотвра щение проникновения стекла в моточные окна ферритовыкга брусками за счет размещения в них защитного материала 2 ; Недостаток известного способа заклкь чается в сложности процесса изготовлен сердечников, обусловленной необходимос тью удаления защитного материала из моточных окон между ферритовыми брусками. Цель изобретения - упрощение процес са изготовления сераечников магнитных головок, иель достигается тем, что согласно сяпособу изготовления сердечников магнитных головок путем закладывания защитного материала в моточные окна между ферритовыми брусками, которые затем нагревают до температуры растеканий размещенного между ними стекла, при нагревании ферритовых сердечников формируют на поверхности моточных окон слой защитного материала и производят его термическую деструкцию до образования защитной пленки с твердым углеродным остатком, причем в качестве защитного материала берут органическое вещество с температурой термической деструкции ниже текшерату ры растекания стекла. На фиг. 1 изображены ферритовые фускй перед их нагреванием; на фиг. 2 сердечник магнитной головки. 642 Способ осуществляется следующим образом. Ферритовый брусок 1, имеющий вид пластины, и ферритовый брусок 2, вьь ПОЛ1ШННЫЙ с трапецеидальными пазами, устанавливают один против другого на расстоянии, равном заданной щирине рабочих, зазоров магнитных головок. Трапецеидальные пазы обеспечивают образование между ферритовыми бруска ми 1 и 2 технологических окон 3, в которые закладывают дротики 4 стекла, и моточных окон 5, предназначенных для размещения в них обмоток магнитных головок. В моточные окна 5 между ферритовыми брускаьл 1 и 2 закладывают защитный материал 6,. в качестве которого берут органическое вещество с температурой термической деструкции ниже температуры растекания стекла. Таким органическим веществом может быть фенолформальдегидная резольная смола, которую закладывают в моточные окна 5 ыеукиу ферритовыми бруска-, ми 1 и 2 совместно с хлопчатобумажной нитью, предварительно пропитанной ею. После закладывания в технологичеокие окна 3 дротиков 4 стекла, а в моточные окна 5 - защитного матер 6, производят нагревание ферритовых брусков 1 и 2. Нагревание ферритовых брусков 1 и 2 ведут до температуры растеке ния размешенного между ними стекла. При нагревании ферритоЫх брусков 1 и 2 формируют на поверхности моточных окон 5 слой защитного материала 6 и производят его термическую деструкцию до образования защитной пленки с твердым углеродным остатком. Этот защитный слой предотвращает проникновение стекла в моточные окна 5 при заполнении им зазора между ферритовы ги брусками I и 2 после достижения его температуры растекания. После охлаждения ферритовых брусков 1 и 2 производят их разрезание на сердечники 7 магнитных головок по плоскостям, обозначенным на фиг. 1 пунктирными линиями. Изобретение по сравнению с базовым объектом (известным) позволяет в значительной степени упростить процесс изготовления сердечников магнитных головок, а также уменыиить брак при их изготовлении.
J®s
ф-7
Фиг. 2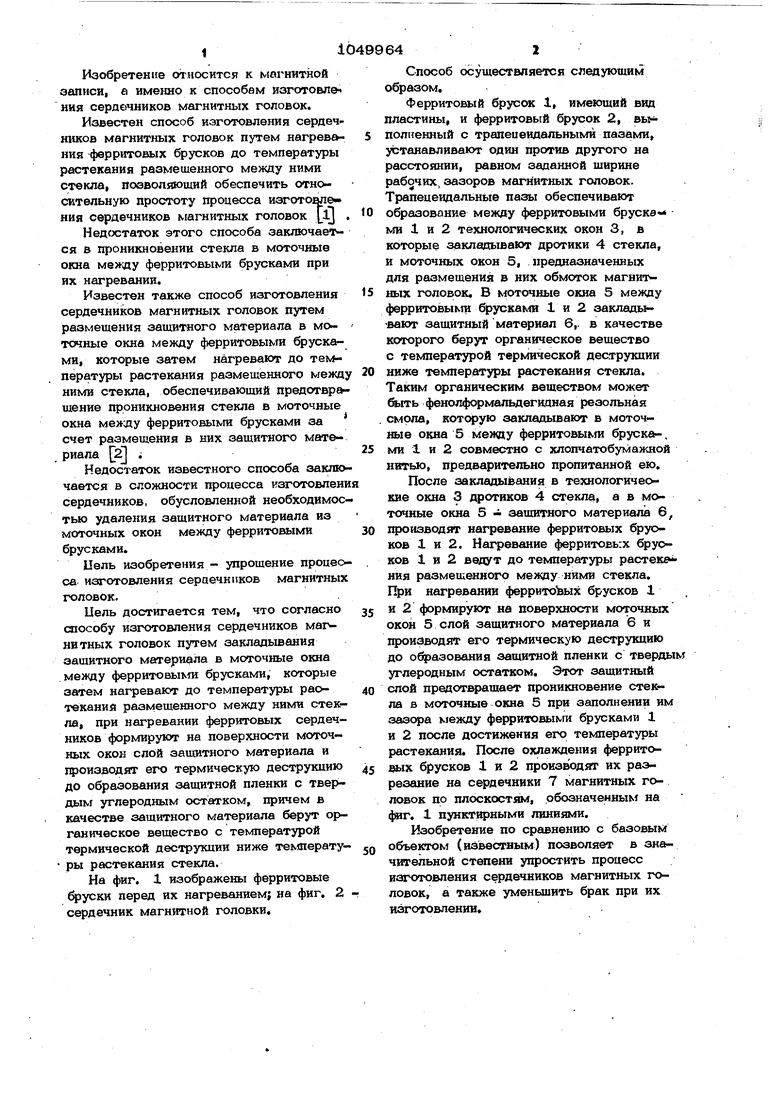
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU932538A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718855A2 |
| Способ изготовления магнитной головки | 1979 |
|
SU860121A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1978 |
|
SU741314A1 |
| Способ изготовления сердечников магнитных видеоголовок | 1978 |
|
SU781915A1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК ДЛЯ НАКЛОННО-СТРОЧНОЙ ЗАПИСИ-ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ | 1992 |
|
RU2028014C1 |
| Легкоплавкое стекло для спаивания элементов магнитных головок | 1991 |
|
SU1763402A1 |
| Способ изготовления магнитных головок | 1978 |
|
SU723662A1 |
СПОСОБ ИЗГОТОВЛЕШиЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК путем закладывания защитного материала в моточные окна между ферритовыми Кусками, которые затем нагревают до Т шературы растекания размешенного между ними стекла, отличающийс я тем, что, с целью упрощения процесса изготовления сердечника, при нагр&вании ферритовь1Х сердечников формируют на поверхности моточных окон слой защитного материала и производят его термическую десорукцию до образования защит ной пленки, с твердым углеродным остатком, причем в качестве защитного материала берут сфганическое вещество с температурой термической деструкции ниже температуры растекания стекла. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления сердечников ферритовых магнитных головок | 1978 |
|
SU718856A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
