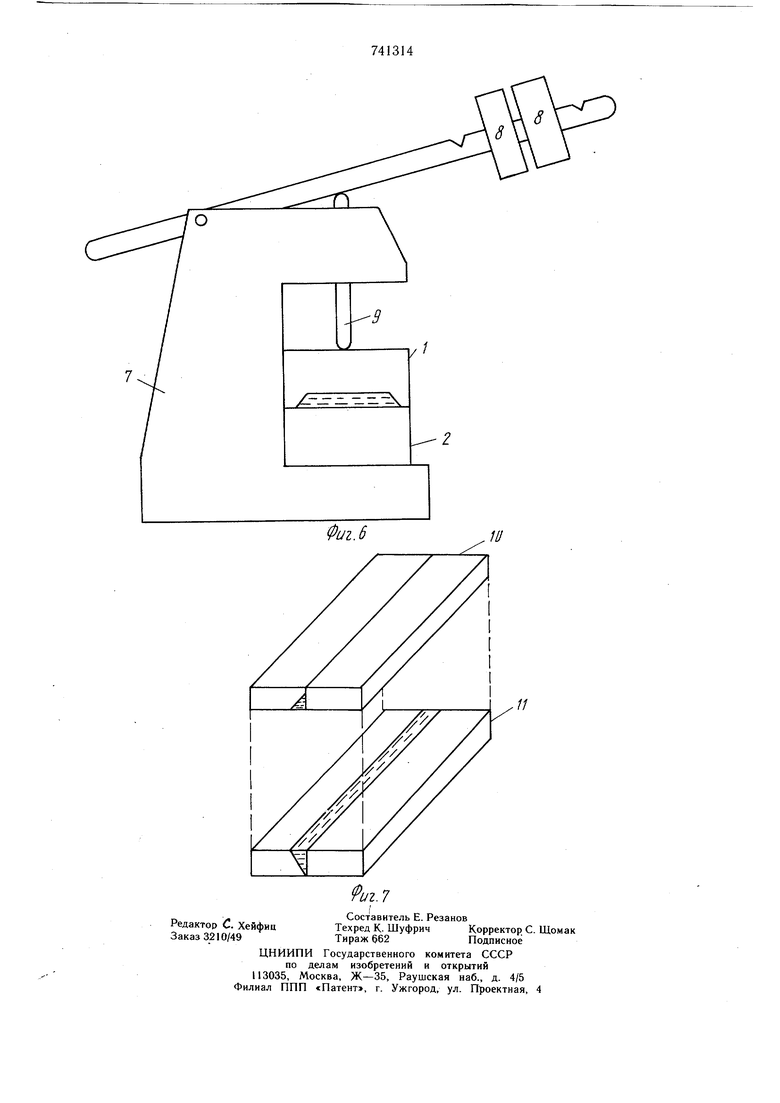
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ Изобретение относится к области магнитной записи. Известен способ изготовления полюсных наконечников магнитных головок путем формирования полюсных наконечников из магнитно-мягких пластин и соединения их через немагнитные прокладки рабочих зазоров 1. Этот способ обеспечивает относительно высокую идентичность размеров рабочих зазоров магнитных головок. Недостаток известного способа состоите малой износоустойчивости изготовленных в соответствии с ним магнитных головок. Известен также способ изготовления полюсных наконечников магнитных головок путем формирования трапециевидного паза в первом ферритовом бруске, нанесения пленочных ограничительных выступов на второй ферритовый брусок, укладки стеклянных прутков, термического соединения стеклом первого и второго ферритовых брусков и их последующего разрезания на части 2. Этрт способ обеспечивает изготовление магнитных головок, обладающих относительно высокой износоустойчивостью. Недостаток подобного способа состоит в значительном разбросе параметров магнитМАГНИТНЫХ ГОЛОВОК ных головок, изготовленных в соответствии с ним, из-за неодинаковой диффузии стекла в первый и второй ферритовые бруски при их термическом соединении. Цель изобретения - уменьшение разброса параметров магнитных головок. Это достигается за счет того, что укладку стеклянных прутков производят в трапециевидный паз первого ферритового бруска, а перед термическим соединением стеклом первого и второго ферритовых брусков осуществляют расплавление стеклянных прутков в трапециевидном пазу первого ферритового бруска и его обработку до получения плоской поверхности. На фиг. 1 изображен первый ферритовый брусок после формирования трапециевидного паза; на фиг. 2 - второй ферритовый брусок после нанесения пленочных ограничительных выступов; на фиг. 3-5 - первый ферритовый брусок соответственно после укладки стеклянных прутков и их расплавления и обработки бруска до получения плоской поверхности; на фиг. 6 - термическое соединение первого и второго ферритовых брусков; на фиг. 7 - заготовки, полученные после разрезания на части термически соединенных первого и второго ферритовых брусков.
Полюсные наконечники магнитных головок согласно предлагаемому способу изготавливают следующим образом.
В первом ферритоБОм бруске 1 формируют трапециевидный паз 2, а на второй ферритовый брусок 3 наносят пленочные ограничительные выступы 4 из хрома. В трапециевидный паз 2 первого ферритового бруска 1 укладывают стеклянные прутки 5. Затем расплавляют стеклянные прутки 5 в трапециевидном пазу 2 первого ферритового бруска 1, обеспечивающее после охлаждения получение менискообразной поверхности 6. После этого первый ферритовый брусок 1 обрабатывают со стороны менискообразной поверхности 6 до получения плоской поверхности. Затем производят термическое соединение стеклом первого и второго ферритовых брусков 1 и 3 при 700- 900°С в станине 7, в которой первый и второй ферритовые бруски 1 и 3 сдавливают грузами 8 через шток 9. В процессе термического соединения расплавленное стекло из трапециевидного паза 2 под действием капиллярного давления заполняет зазоры между первым и вторым ферритовыми брусками 1 и 3, образованными за счет пленочных ограничительных выступов 4. После термического соединения первого и второго ферритовых брусков 1 и 3 их разрезают
на части 10 и 11, которые служат в качестве заготовок полюсных наконечников магнитных головок.
Формула изобретения
Способ изготовления полюсных наконечников магнитных головок путем формирования трапециевидного паза в первом фёрритовом бруске, нанесения пленочных ограничительных выступов на второй ферритовый брусок, укладки стеклянных прутков, термического соединения стеклом первого и второго ферритовых брусков и их последующего разрезания на части, отличающийся тем, что, с целью уменьшения разброса параметров магнитных головок, укладку стеклянных прутков производят в трапециевидный паз первого ферритового бруска, а перед термическим соединением стеклом первого и второго ферритовых брусков осуществляют расплавление стеклянных прутков в трапециевидном пазу первого ферритового бруска и его обработку до получения плоской поверхности.
Источники информации, принятые во внимание при экспертизе
1.Ефимов Е. Г. Магнитные головки. М., «Энергия, 1967, с. 29.
2.Патент Великобритании № 1280127, кл. G5R1970 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Полюсные наконечники для магнитной головки | 1979 |
|
SU781909A1 |
| Способ изготовления блока ферритовых магнитных головок | 1977 |
|
SU613381A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1049964A1 |
| Способ изготовления полюсных наконечников блоков магнитных головок | 1978 |
|
SU731461A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| Способ изготовления магнитных головок | 1978 |
|
SU723662A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU699557A1 |

.2
