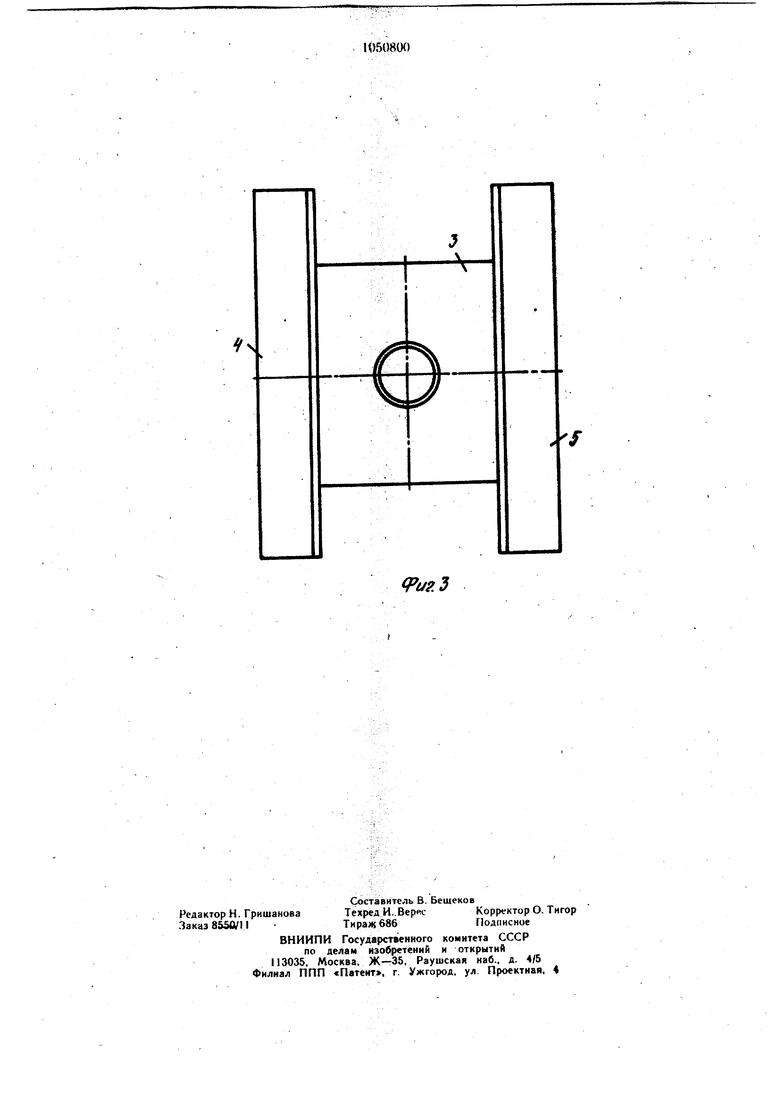
Изобретение относится к обра6(лке металлов давлением и может быть нпюль:)вано преимущественно для закрытой объемной штамповки четырехугольных в пяиие /1егалей, например фланцев. t Известен штамп для закрытой объемной штамповки четырехугольных деталей, содержащий нижнюю (матрицу) и верхнк/ю (пуансон) части, в которых вынолнена граBtopa, утопленная в матрице |lj. Недостатком штампа является высокая фудоемкость изготовления из-за сложности обработки глубокой гравюры в матрице, требующей значительной ручной доводочной работы.- Кроме того, на изделиях образуется торцовый заусенец, а сами изделия с трудом извлекаются из гравюры матрицы. Известен штамп для закрытой объемной штамповки четырехугольных деталей, содержащий верхнюю и нижнюю части, на которых по краям гравюры выполнены ограничительные выступы |2. Однако и данный Штамп трудоемок в изготовленин и требует доводочных работ. Это обусловлено тем, что в двух диагональных углах гравюры смежные огранчительные выступы выполнены на одной части штампа и односторонне направлены, образуя закрытый угол. Тем самым затрудняется обработка гравюры, исключается возможность станочной шлифовки внутренней поверхности выступов. Снижается и точность изготовления гравюры. Цель изобретения - снижение трудоемкости изготовления штампа. Поставленная цель достигается тем, что в штампе для закрытой объемной штамповки, например, четырехугольных деталей, содержащем верхнюю и нижнюю части, на которых по краям гравюры выполнены ограничительные выступы, на каждой из erd частей BbicTyntJ выполнены парными,по вза имно противоположным сторонам гравюрЫ и встречно направленны. Кроме того, .для исключения образования зазоров между кромками выступов в углах гравюры, длина одной пары выстунов превышает длину соответствующих сторан гравюры. На фиг. 1 представлен а1тамп, поперечный разрез; на фиг. 2 - то же, продольный разрез; на фиг. 3 - то же, вид в плане. Штамп состоит из нижней 1 и верхней 2 частей, в которых выполнена гравюра 3. На нижней части штампа I по двум противолежащим стороиам гравюры выполнены ограничительные выступы 4 н 5, направленные вверх. На верхней части штампа 2 по двум другим сторонам гравюры выполнены выступы 6 и 7, направленные вниз. Внутренние поверхности выступов являются стенками гравюры. Длина выступов 4 и 5 превышает длину соответствующих сторон гравюры. В нижней части штампа выпол||}ен выталкватель 8. Работа штампа аналогична известному. Благодаря тому, что на нижней и верх-t Йей частях штампа отсутствуют смежные Йыступы и углы гравюры полиостью открыв Ты; внутренние яоверхкости яыступов и, гравюры легко поддаются механической обработке, в частности шлифованию. Тем самым резко снижается объем слесарных доводочных работ и трудоемкость изготЬв лення штампов. Предлагаемая конструкция дсобенно эффективна яри изготовлении iiitattaos для изотермического деформирования, яэготёвлнваемых т труднообрабаты- ваемьрс жаропрочиых сплавов. . По сравиейкю с, базовым объектом, в качестве которого принят прототип, трудормкость при изготовлении предлагаемого luraMfia снижается на 20-25/о.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для закрытой объемной штамповки | 1978 |
|
SU657901A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Открытый штамп для объемной штамповки | 1989 |
|
SU1620197A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪ ЕМНОЙ ШТАМПОВКИ например, четырех : угольных деталей, содержащий верхнюю и нижнюю части, на которых по краям гравюры выполнены ограничительные выступы отличающийся тем, что, с целью снижения трудоемкости изготовления штампа, на каждой из частей шта.мпа выступы выполнены парными по взаимно противоположным сторонам гравюры и встречно направлены. 2. Штамп по п. , отличающийся тем, что длина одной пары выступов превышает длину соответствующих сторон гравюры. (О О1 о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Андерйакс А | |||
| И | |||
| и др | |||
| Безоблойная штамповка | |||
| Л., «Машгиз, 1958, фиг | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Упругая металлическая шина для велосипедных колес | 1921 |
|
SU235A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для закрытой объемной штамповки | 1978 |
|
SU657901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
