1
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно для закрытой объемной штамповки удлиненных деталей с тонким полотном, например, компрессорных лопаток.
Известен штамп для закрытой объемной штамповки, например, компрессорных-лопаток, содержа ций матрицу и пуансон с выступом, смещенным относительно гравюры штампа и заходящим при опускании пуансона в паз, выполненный в матрице tl.
Однако при работе штампа образуют ся торцовые заусеницы на деталях. Пр деформировании заготовки последняя .оказывает давление на боковую стенку матрицы, которая упруго деформируется (изгибается). Между матрицей и пуансоном образуется зазор, в которы вытекает металл Кроме того, зазор увеличивается за счет смещения пуансона и матрицы друг относительно друга в горизонтальной плоскости под воздействием бокового давления заготовки (в пределах естественного зазора между выступом пуансона и пазом матрицы). При износе контактных . поверхностей пуансона и матрицы зазор между ними и, соответственно, торцовый заусенец увеличиваются.
С целью предотвращения образования торцового заусенца в матрице выполнен выступ, смещенный относительно гравюры в сторону, противоположную расположению паза, а в пуансоне - соответствующий паз для захода в него выступа матрицы,при этом плоскость гравюры расположена под углом относительно выступов матрицы и пуансона.
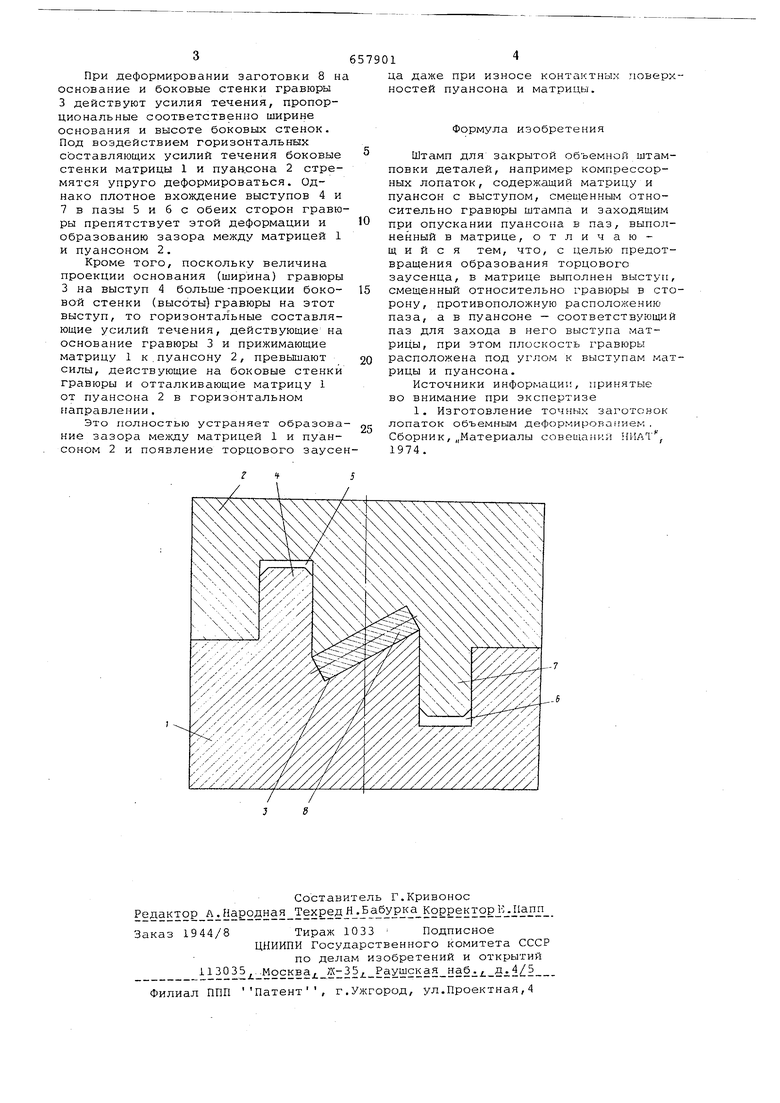
На чертеже показан предложенный штамп, поперечный разрез.
Штамп состоит из матрицы 1 и пуансона 2, в которых выполнена гравюра 3. С левой стороны гравюры 3 на матрице имеется выступ 4, входящий в паз 5, который выполнен с той же стороны гравюры в пуансоне 2. С правой стороны гравюры 3 на матрице 1 выполнен паз 6, в который входит выступ 7, выполненный на-пуансоне 2. Гравюра 3 выполнена повернутой относительно выступов 4 и 7 под острым углом (60), что обеспечивает превышение величины проекции ее основания на боковую поверхность высоту па 4 Нс1Д величиной проекции боковой стенки гравюры на зтот выступ. При деформировании заготовки 8 н основание и боковые стенки гравюры 3 действуют усилия течения, пропорциональные соответственно ширине основания и высоте боковых стенок. Под воздействием горизонтальных составляющих усилий течения боковые стенки матрицы 1 и пуан.сона 2 стремятся упруго деформироваться. Однако плотное вхождение выступов 4 и 7 в пазы 5 и б с обеих сторон гравю ры препятствует этой деформации и образованию зазора между матрицей 1 и пуансоном 2. Кроме того, поскольку величина проекции основания (ширина) гравюры 3 на выступ 4 больше-проекции боковой стенки (высоты)гравюры на этот выступ, то горизонтальные составляющие усилий течения, действующие на основание гравюры 3 и прижимающие матрицу 1 к.пуансону 2, превышают силы, действующие на боковые стенки гравюры и отталкивающие матрицу 1 от пуансона 2 в горизонтальном направлении. Это полностью устраняет образова ние зазора между матрицей 1 и пуансоном 2 и появление торцового заусе ца даже при износе контактных поверхностей пуансона и матрицы. Формула изобретения Штамп для закрытой объемной штамповки деталей, например компрессорных лопаток, содержащий матрицу и пуансон с выступом, смещенным относительно гравюры штампа и заходящим при опускании пуансона в паз, выполненный в матрице, отличающийся тем, что, с целью предотвращения образования торцового заусенца, в матрице выполнен выступ, смещенный относительно гравюры в сторону, противоположную расположению паза, а в пуансоне - соответствующий паз для захода в него выступа матрицы, при этом плоскость гравюры расположена под углом к выступам матрицы и пуансона. Источники информации, принятые во внимание при экспертизе 1. Изготовление точных заготовок лопаток объемным деформированием , Сборник, „Материалы совещаний НИЛТ, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1268272A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
| Закрытый штамп | 1979 |
|
SU871983A1 |
| Штамп для объемной штамповки | 1973 |
|
SU719778A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |
| Штамп для закрытой объемной штамповки | 1982 |
|
SU1050800A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Штамп для закрытой штамповки | 1984 |
|
SU1202682A1 |
