
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| Способ дуговой сварки электрозаклепками | 1988 |
|
SU1593830A1 |
| Способ дуговой точечной сварки | 1991 |
|
SU1797536A3 |
| Способ дуговой сварки электрозаклепками | 1990 |
|
SU1745460A1 |
| Способ сварки электрозаклепками плавящимся электродом в среде защитных газов | 1983 |
|
SU1082581A1 |
| Способ дуговой сварки электрозаклепками | 1983 |
|
SU1148743A1 |
| СПОСОБ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2467844C1 |
| Способ дуговой сварки электрозаклепками | 1988 |
|
SU1581509A1 |
| Способ сварки листов | 1948 |
|
SU78959A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
СПОСОБ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ ЛИСТОВ С ПРОФИЛЬНЫМ ПРОКАТОМ, при котором устанавливают шайбу на лист и возбуждают дугу между электродом и листом в отверстии шайбы, отличающийся тем, что, с целью повышения производительности и снижения брака при ручной дуговой сварке путем облегчения условий попадания конца электрода в отверстие шайбы, перед возбуждением дуги между листом и шайбой временно устанавливают изолирующую прокладку, вставляют электрод в отверстие шайбы, опираясь концом его на изолируюшую прокладку, затем выдергивают ее, придерживая шайбу концом электрода.
cpue.i
Изобретение относится к строительству м может быть использовано для крепления листов профилированного металлического настила к прогонам в облегченных покрытиях.
Известен способ сварки электрозаклепками листов с профильным прокатом, включающий установку шайбы на лист, возбуждение дуги на участке листа в отверстии шайбы fl 1Недостатком данного способа является низкая Производительность из-за трудности возбуждения дуги в отверстии шайбы малого диаметра (6-10 мм) без повреждения защитного антикоррозийного покрытия кровельного настила, а также из-за трудностей, связанных с возбуждением дуги непосредственно в отверстии шайбы малого диаметра.
Цель изобретения - повышение произ водительности и снижение брака при руч ной дуговой сварке путем облегчения ус ловий попадания конц электрода в от верстне шайбы.
Поставленная цель достигается тем, чти согласно способу сварки электрозаклепка ми листов с профильным прокатом, при ко тором на лист устанавливают шайбу и возбуждают дугу между электродом и листол() в отверстии шайбы, перед возбуждением дуги между листом и шайбой временно устанавливают изолирующую прокладку, вставляют электрод в отверстие шайбы, опираясь
шнкОм его на изолирующую прокладку) затем выдергивают ее, придерживая шайбу концом электрода.
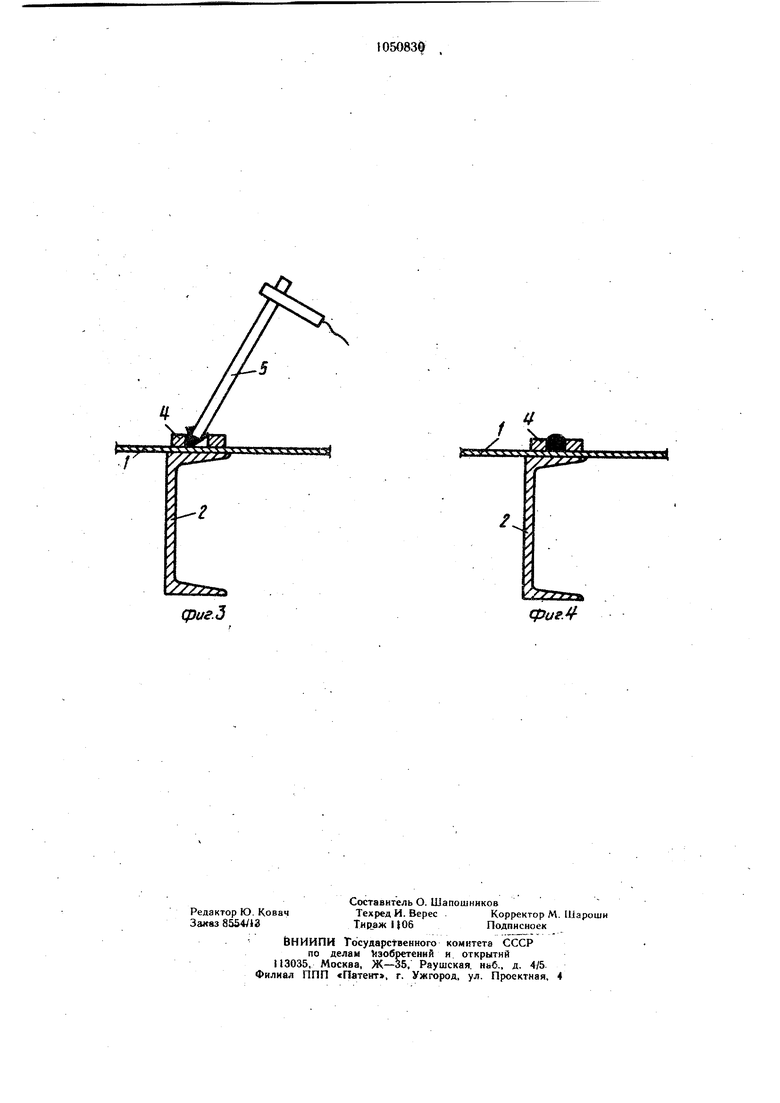
На фиг. 1 изображено положение электрода, шайбы и изолирующей прокладки
в начальный момент сварки; на фиг. 2 - положение электрода при выдергивании прокладки; на фиг. 3 - момент возбуждения дуги между электродом и листом кровельного настила; на фиг. 4 - узел крепления кровельного настила в окончательном виде.
Листы кровельного настила 1 раскладывают на несущие конструкции 2. Затем в месте крепления листов 1 иа изолирующую прокладку 3 укладывают шайбу 4
и устанавливают в ее отверстие электрод 5 (фиг.- 1). После этого, лоддерживая концом электрода 5 шайбу 4, выдергивают прокладку 3 (фиг. 2), возбуждают электрическую дугу (фиг. 3) и осуществляют наплавление металла в отверстие шайбы (фиг. 4).
Таким образом, способ крепления листов кровельного настила к несущим конструкциям позволяет осуществлять возбуждение дуги непосредственно в малом отверстии шайбы и исключить ненужную операцию переноса дуги в зону сварки, что уменьшает трудоемкость сварки на 9-12/о и исключает неизбежные при этом повреждения листов кровельного настила.
дзие2
сриг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сварки листов | 1948 |
|
SU78959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
