Предметом изобретения является способ сварки листов внахлестку, а также приварки их к профильному металлу круглыми или удлиненными электрозаклепками без предварительного сверления отверстий. Сварка осуществляется путем сквозного проплавления листов ручной электродуговой сваркой толстопокрытыми электродами илипод слоем флюса.
Отличительная особенность изобретения заключается в применении металлической призмы (планки) со вставкой из красной меди, имеющей контурный вырез, соответствующий форме головки электрозаклепки (или шва впрорезь). Наличие такой призмы обеспечивает возможность формирования головки электрозаклепки.
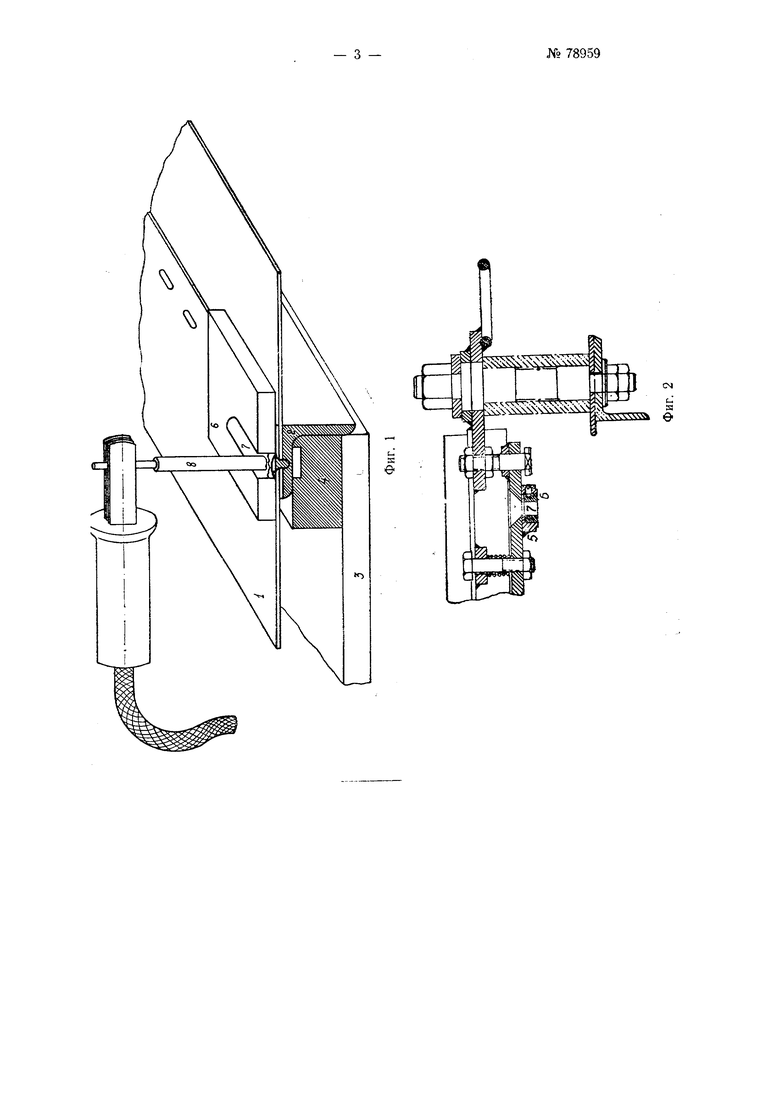
На фиг. 1 изображен способ сварки; на фиг. 2 - разрез узла приспособления для осуществления способа. Свариваемые детали /, 2 укладываются в приспособление, имеющее жесткую опору 3 с медными подкладками 4, расположенными под свариваемыми деталями. Такие подкладки особенно необходимы при сварке листов малых толщин (0,65- 1,2 мм}. На детали сверху накладываются призмы 5 кондуктора (фиг. 2), имеющие вставки 6 из красной меди с вырезами-гнездами 7. К призмам прикладывается усилие, необходимое для плотного сжатия деталей. Закрепив призму-кондуктор, сварщик вводит электрод 8 в гнездо 7 вставки (фиг. 1), соприкасаясь с верхней деталью возбуждает дугу, проваривает насквозь листы и сваривает их с угольником, утапливает электрод в жидкую ванну расплавленного металла, углубляя тем самым провар, кратковременно удерживает дзгу на одном месте, после чего продвигает электрод вдоль паза медной вставки 6. Подведя электрод к концу паза, сварщик кратковременными вспыщками дуги з спокаивает ванну жидкого расплавленного металла и прерывает процесс сварки. Формирование электрозаклепки происходит под слоем расплавленного щлака в границах паза медной вставки. Круглая или удлиненная форма заклепки определяется конфигурацией гнезда медной вставки, которое делается, соответственно, в виде отверстия или лаза№ 78959- 2 -
Как показано на фиг. 2, в приспособлении для осуществления предлагаемого способа призма 5 подвешивается к держателю-штанге и нагружена пружиной.
Предмет изобретения
Способ сварки листов между собою или с профильной сталью впрорезь или электрозаклепками путем сквозного проплавления верхних листов в процессе ручной электродуговой сварки толстопокрытыми электродами или под слоем флюса, отличаюшийся тем, что, с целью формирования верхней поверхности электрозаклепки или шва впрорезь применяют металлическую призму (планку) со вставкой из красной меди, имеюш,ей контурный вырез, соответствующий форме головки электрозаклепки или шва BnpOipesb.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки листов между собой | 1949 |
|
SU84660A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ СТЫКОВ | 2005 |
|
RU2304495C2 |
| Станок для автоматической дуговой сварки труб | 1924 |
|
SU3127A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |