1
Изобретение относится к обработке металлов давлением.
Известен способ изготовления деталей типа втулок, заключающийся в том, что в матрице последовательно 5 помещают заготовки и прошивают переднюю насквозь коническим пуансоном 1.
Однако заготовки требуемой конфигурации получают в отдельном штампе из заготовок цилиндрической формы с О плоскими торцами. Наличие операции предварительного деформирования заготовки снижает производительность труда и требует дополнительных затрат на оборудование и оснастку. 15
Кроме того, при загрузке в матрицу детали должны быть строго ориентированы выпуклым конусом вверх, что требует наличия ориентира.
Цель изобретения - повышение производительности труда, сокращение количества и упрощение штамповой осна тки.
Указанная цель достигается тем, 25 что в матрицу помещают три заготовки, а в процессе прошивки одной из заготовок две последующие плоские заготовки 1еформируют материалом, вытесннеким из-под пуансона в кольце- 30
вой зазор между матрицей и рабочим пояском пуансона.
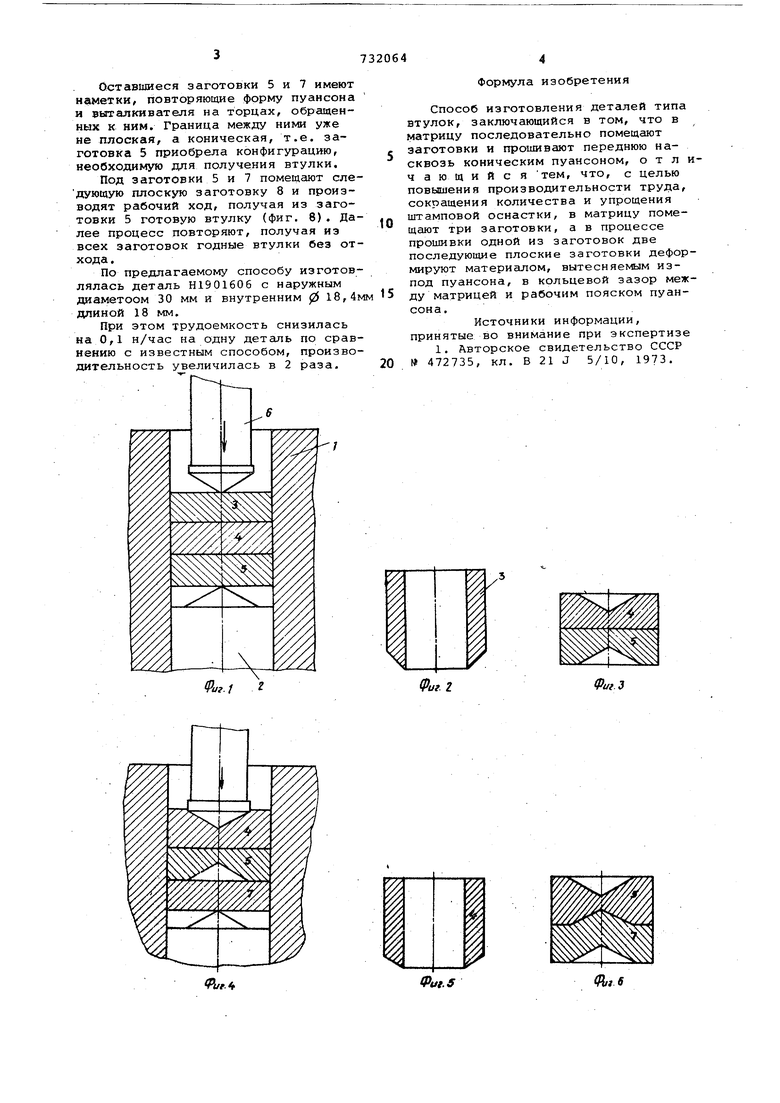
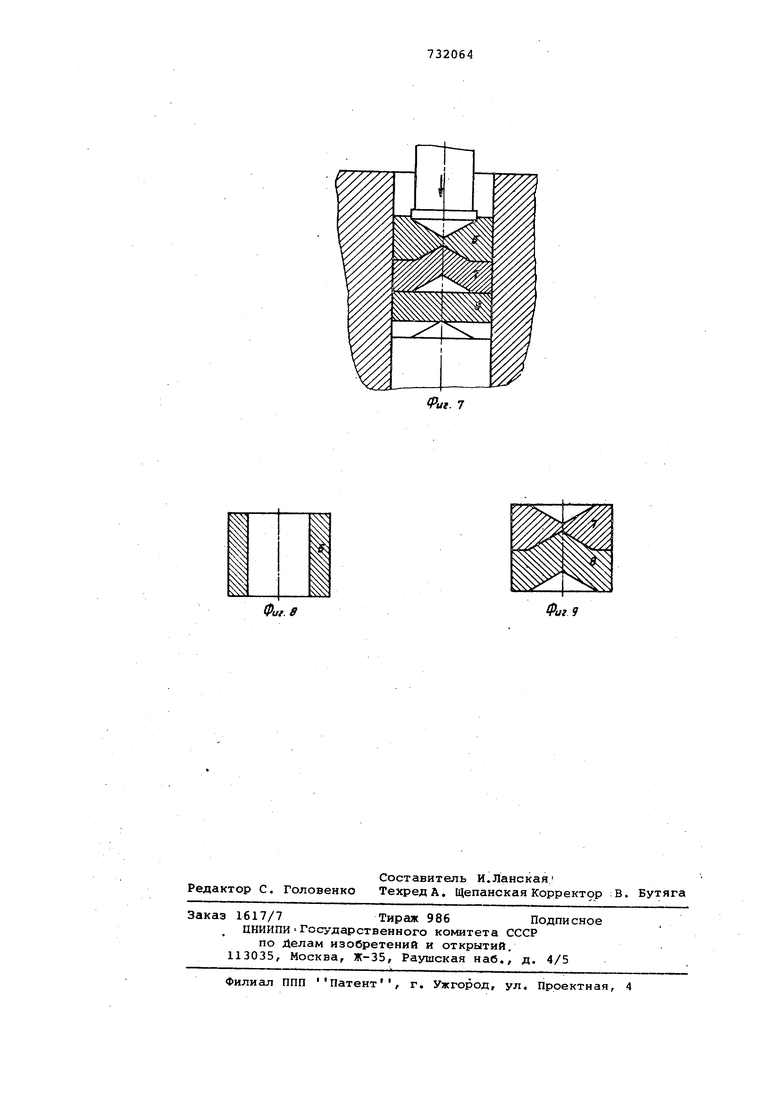
На фиг. 1 показан штамп в исходном положении для получения втулки; на фиг.2 и 3 - заготовки после первой прошивки; на фиг. 4 и 7- штамп в рабочем положении; на фиг. 5, 6, 8 и 9 - заготовки после второй и третьей прошивки.
Устройство для осуществления предлагаемого способа содержит матрицу 1, выталкиватель 2 с коническим рабочим торцом. Заготовки 3, 4 и 5 имеют плоские торцы.
Верхнюю заготовку 3 прошивают насквозь пуансоном 6 специальной формы. На оставшихся торцах, обращенных к пуансону и выталкивателю, формуются наметки, повторяющие форму инструмента, а граница между ни20ми остается плоской (фиг. 3).
Втулка (фиг. 2) полученная из заготовки 3, имеет утяжину на нижнем торце (фиг. 2). Затем в матрицу под заготовки 4 и 5 загружают следующую плоскую заготовку 7 (фиг. 4) и повторяют рабочий ход, получая втулку из заготовки 4 с утяжиной (фиг. 5), меньшей, чем у втулки, полученной из заготовки 3. Оставшиеся заготовки 5 и 7 имеют наметки, повторяющие форму пуансона и выталкивателя на торцах, обращенных к ним. Граница между ними уже не плоская, а коническая, т.е. заготовка 5 приобрела конфигурацию, необходимую для получения втулки. Под заготовки 5 и 7 помещгиот следувдщую плоскую заготовку 8 и производят рабочий ход, получая из заготовки 5 готовую втулку (фиг. 8). Далее процесс повторяют, получая из всех заготовок годные втулки без отхода. По предлагаемому способу изготовлялась деталь Н1901606 с наружным диаметоом 30 мм и внутренним 0 18,4м длиной 18 мм. При этом трудоемкость снизилась на 0,1 н/час на одну детгшь по сравнению с известным способом, производительность увеличилась в 2 раза. Формула изобретения Способ изготовления деталей типа втулок, заключающийся в том, что в матрицу последовательно помещают заготовки и прошивают переднюю насквозь коническим пуансоном, отличающийся тем, что, с целью повышения производительности труда, сокращения количества и упрощения штамповой оснастки, в матрицу помещают три заготовки, а в процессе прошивки одной из заготовок две последующие плоские заготовки деформируют материалом, вытесняемым изпод пуансона, в кольцевой зазор между матрицей и рабочим пояском пуансона . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472735, кл. В 21 J 5/10, 1973.
/
Фиг. г
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа втулок | 1982 |
|
SU1052306A2 |
| Штамп для штамповки закрытой прошивки изделий типа втулок | 1976 |
|
SU616025A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп-автомат для выдавливания полых деталей | 1985 |
|
SU1268274A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| ПРОШИВНОЙ ПУАНСОН | 1971 |
|
SU303137A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
I
