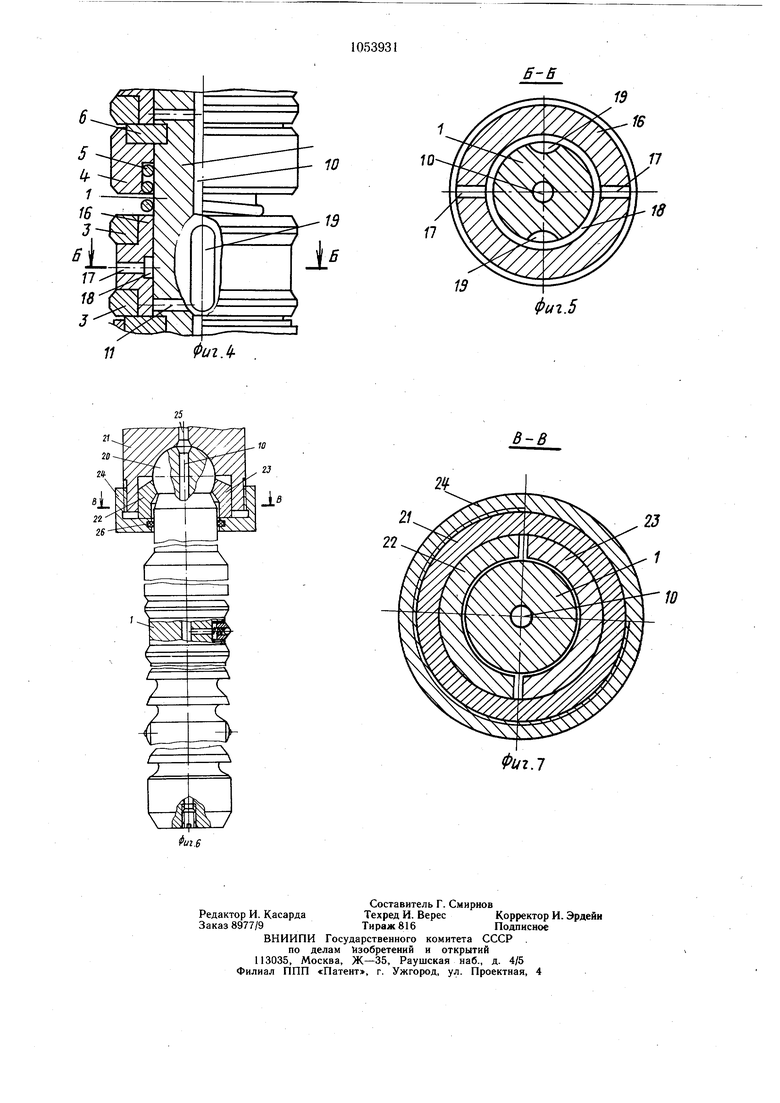
Изобретение относится к технологической оснастке для обработки металлов и может быть использовано для зачистки отверстий при изготовлении деталей в различных отраслях машиностроения. Наиболее близким решением по совокупности признаков и достигаемому эффекту к предлагаемому является инстру-мент для зачистки отверстий, содержащий пуансон с зубьями в виде колец и системой подхода смазочно-охлаждающей жидкости, представляющей сеть продольных и поперечных каналов и снабженной средством регулирования подачи смазки в рабочую зону 1. Недостатком этого инструмента является невысокое качество зачистки из-за того, что средство регулирования подачи смазки конструктивно сложно и ненадежно в работе. Цель изобретения - повышение качества поверхности отверстий. Эта цель достигается тем, что в инструменте для зачистки отверстий, содержащем пуансон с зубьями в виде колец и с системой подвода смазочно-охлаждающей жидкости, представляющей сеть продольных и поперечных каналов и снабженной средством регулирования подачи смазки в рабочую зону, средство регулирования подачи смазки в рабочую зону выполнено в виде обойм с кольцевыми выемками, расположенных между зубьями, и пружин, размещенных в выемках и взаимодействующих с ни ми, зубья установлены с возможностью возвратно-поступательного перемещения вдоль продольной оси пуансона, на пуансоне выполнен по меньшей мере один кольцевой паз, по меньшей мере одна из обойм снабжена сухарем в виде двух полуколец, размещенных в кольцевом пазу. При этом инструмент снабжен втулками с выемками по торцам, а зубья размешены в них. Кроме того, на наружной поверхности пуансона выполнены продольные канавки, а на втулках - кольцевые канавки и радиальные каналы, сообщающие канавки между собой и выходящие на наружную поверхность втулок. На фиг. 1 изображен инструмент для за чистки отверстий, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант установки зубьев; на фиг. 4 - вариант установки зубьев в выемках обоймы; на фиг. 5 разрез Б-Б на фиг. 4; на фиг. 6 - узел крепления инструмента к толкателю мащины орудия; На фиг. 7 - разрез Б-В на фиг. 6. Инструмент для зачистки отверстий содержит пуансон 1, напрессованные на пояски втулок 2 зубья 3, обоймы 4 с выемками, в которых размешены пружины 5, и сухарями в виде двух полуколец 6 ,и 7. Обойма 8 упирается непосредственно в заднюю направляющую 9 пуансона 1. В пуансоне 1 выполнен центральный продольный канал 10 и связанные с ним радиальные каналы 11, перекрытые втулками 2. Зубья 3 совместно с втулками 2 установлены с возможностью возвратно-поступательного перемеш,ения вдоль продольной оси пуансона 1. Между обраш,енными друг к другу торцовыми поверхностями втулок 2 и обойм 4 предусмотрен зазор с величиной, достаточной при их контакте для обеспечения открывания перекрытых втулками 2 радиальных каналов 11. Для обеспечения непрерывной циркуляции смазочно-охлаждающей жидкости (СОЖ) в процессе обработки в пуансоне 1 выполнен дополнительный продольный канал 12, параллельный каналу 10 и сообщенный с наружной поверхностью пуансона 1 поперечными каналами 13. Гайка 14 навернута на пуансон 1 настолько, чтобы не были перекрыты ближайшие каналы 11 и 13, У поджат к торцу этой гайки. Зуб 3 может быть установлен непосредственно на пуансон 1 с перекрытием радиальных каналов II, сообщающихся с центральным продольным каналом 10 (фиг. 3). С зубом 3 взаимодействует обойма 15, в выемку которой, как и в выемку обоймы 4, помешена пружина 5. С целью уменьшения рабочей части «пуансона 1 зубья 3 размещены в выемках втулок 16 по ее торцам (фиг. 4). В этом случае для подачи СОЖ к зубу 3 во втулке 16 выполнены радиальные каналы 17, сообщающиеся с кольцевой канавкой 18, которая, в свою очередь, сообщается с продольными канавками 19, выполненными на поверхности пуансона 1. Кроме того, кольцевая канавка 18 может быть не на втулке 16, а на пуансоне 1 и непосредственно соединена с продольными канавками 19. Такая система каналов обеспечивает запаздывание подвода СОЖ к зубуЗ, при этом СОЖ, как и на фиг. 1 подается от системы охлаждения по центральному продольному каналу 10 и радиальным каналам 11. Обойма 4 (фиг. 4), в выемке которой помещена пружина, своей торцовой поверхностью в Процессе обработки взаимодействует с торцом зуба 3, а поверхностью своей выемки предохраняет полукольца 6 и 7 сухаря от выпадания. Возможны и другие варианты поджатия зубьев 3 пружинами 5. Например, зубья 3 могут быть установлены пуансоне 1 и поджаты пружинами 5. Инструмент крепится к толкателю мащины-орудия следующим образом (фиг. 6). Пуансон 1 со сферической опорной поверхностью 20 поджимается к сферической опорной поверхности толкателя 21 посредством втулки; состоящей из двух вкладышей 22 и 23 и гайки 24. В толкателе 21 выполнен канал 25 для подвода СОЖ, сообщаемый с центральным продольным каналом 10.
Для предупреждения утечек СОЖ в гайке 24 установлено уплотнение 26.
Работа осуществляется следующим образом.
При перемещений ползуна мащийы-орудия, Например пресса, усилие через толкатель 21 придается пуансону 1, .который направляющей поверхностью гайки 14 входит в отверстие обрабатываемой детали. Зубья 3 вместе с втулками 2 (фиг. 1) или втулками 16 (фиг. 4) под воздействием усилия обработки смещаются в осевом направлении, сжимая пружины 5. При этом открываются радиальные каналы 11, через которые СОЖ поступает в зону обработки из центрального продольного канала10.
Усилие обработки передается через торцовые поверхности втулок 2 (фиг. 1) или от втулок 16 (фиг. 4) и обойм 4, а так же через полукольца 6 и 7 сухарей на пуансон 1. Когда зубья 3 с втулками 2 или 16
смещаются вдоль пуансона 1, то открываются также поперечные каналы 13, по которым, а затем по дополнительному продольному каналу 12 нагретые порции СОЖ удаляются из зоны обработки. При выходе зубьев 3 из отверстия обрабатываемой детали они совместно с втулками 2 или 16 под воздействием пружин 5 возвращаются в исходное положение, перекрывая радиальные каналы 11 и поперечные каналы 13. Когда осуществляется обратный ход ползуна пресса, пуансон 1 вместе с толкателем 21 возвращаются в исходное положение, а обрабатываемая деталь съемником (не показан) снимается с пуансона 1. Затем цикл обработки повторяется.
Предлагаемый инструмент обеспечивает повыщение качества обработки поверхности отверстий за счет своевременного и надежного подвода СОЖ в зону обработки и удаления отработанных порций СОЖ из нее.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| Прошивка | 1983 |
|
SU1122454A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| Устройство для подвода смазочно-охлаждающей жидкости в зону резания многоцелевого станка | 1983 |
|
SU1194592A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для протягивания | 1984 |
|
SU1316757A1 |
1. ИНСТРУМЕНТ ДЛЯ ЗАЧИСТКИ ОТВЕРСТИЙ, содержащий пуансон с зубьями в виде колец и с системой подвода смазочно-охлаждающей жидкости, представляющей сеть продольных и поперечных каналов и снабженной средством регулирования подачи смазки в рабочую зону, отличающийся тем, что, с целью повыщения качества поверхности отверстий, средство регулирования подачи смазки в рабочую зону выполнено в виде обойм с кольцевыми выемками, расположенных между зубьями, и пружин, размещенных в выемках и взаимодействующих с ними, зубья установлены с возможностью возвратно-поступательного перемещения вдоль продольной оси пуансона, на пуансоне выполнен по меньщей мере один кольцевой паз, по меньщей мере одна из обойм снабжена сухарем в виде двух полуколец, размещенных в кольцевом пазу. 2.Инструмент по п. 1, отличающийся тем, что он снабжен втулками с выемками по торцам, а зубья размещены в них. 3.Инструмент по п. 1, отличающийся тем, что на наружной поверхности пуансона выполнены продольные канавки, а на I втулках - кольцевые канавки и радиальные каналы, сообщающие канавки между (Л собой и выходящие на наружную поверхность втулок. ел со со со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
