Изобретение относится к области производства алмазных инструментов, в частности инструментов для правки шлифовальных кругов, таких как правящие ролики, карандаши, бруски, гребенки и т.п.
Известны алмазные инструменты, например ролики для правки абразивных кругов, изготовляемых путем закрепления на корпусе инструмента алмазных зерен двух зернистостей гальванической связкой. В а.с. СССР №1016148, кл. B24D 17/00, 1982 г. рабочий слой правящих роликов содержит расположенные между крупными алмазными зернами мелкие зерна, размер которых выбирается из условия dсп1=dсп2-(h+h1), где - dсп1 и dсп2 - диаметры алмазных зерен соответственно мелкой и крупной зернистости, h - допустимая глубина доводки алмазных зерен большей зернистости, которая составляет 10-50% размера зерен; h1 - толщина слоя для прикрепления алмазных зерен большей зернистости, которая составляет 0,2 размера зерна. Таким образом, размер мелких алмазных зерен составляет 0,3-0,7 размера крупных алмазных зерен. В известных роликах на гальванической связке дополнительные алмазные зерна имеют достаточно большой размер и вводятся они для получения требуемой концентрации алмазных зерен, которую невозможно получить при изготовлении инструментов гальваническим способом (книга Байкалов А.К. и др. «Алмазный правящий инструмент на гальванической связке, Киев, 1976 г., с.43-47). В а.с. №1054037, кл. B24D 17/00, 1981 г. размер более мелких алмазных зерен, дополнительно вводимых в гальваническую связку, составляет выше 0,5 размера крупных алмазных зерен, что дает возможность обеспечить равномерное распределение крупных алмазных зерен в слое и создать защитный слой.
Известны инструменты для правки абразивных кругов - ролики, карандаши и др., содержащие корпус и рабочую часть, выполненную из алмазных зерен, расположенных, по меньшей мере, в один слой и закрепленных связкой, изготовленной методом порошковой металлургии, который включает укладку зерен алмаза и связки, холодное прессование и пропитку медью. Для правящих инструментов обычно используют высококачественные природные технические алмазы зернистостью выше 1000/800 (книга «Основы проектирования и технология изготовления абразивного и алмазного инструмента» под редакцией Ю.М. Ковальчука. М.: Машиностроение, 1984 г., с.237, 240, 248-251). Ролики и другие правящие инструменты - карандаши, гребенки, изготовленные методом порошковой металлургии с использованием высококачественных природных алмазов, имеют более высокую износостойкость, чем, например, ролики, изготовленные на гальванической связке. Однако при работе правящего инструмента в рабочем слое, преимущественно на наиболее нагруженных участках, происходит интенсивное срабатывание связки, удерживающей алмазные зерна, в результате чего зерна выпадают, не выработав свой ресурс. Кроме того, исключается замена высококачественных алмазов в инструментах на алмазы более низкого качества, так как в этом случае дополнительно происходит снижение линейной стойкости инструмента. Учитывая, что в настоящее время имеет место дефицит в алмазах повышенного качества, требуются решения, позволяющие заменить эти алмазы на алмазное сырье более низкого качества.
Техническим результатом изобретения является повышение стойкости изготавливаемого методом порошковой металлургии правящего инструмента, типа роликов, карандашей, гребенок и т.п., а также обеспечение возможности использования в качестве рабочих алмазных зерен алмазного сырья более низкого качества, по сравнению с рекомендуемым для этого типа инструмента сырьем.
Технический результат достигается тем, что в алмазном инструменте для правки шлифовальных кругов, содержащем корпус и рабочую часть, изготовленную методом порошковой металлургии и включающую связку и алмазные зерна крупной зернистости, расположенные, по меньшей мере, в один слой, связка дополнительно содержит равномерно распределенные в ней алмазные зерна мелкой зернистости, при этом размер дополнительных алмазных зерен составляет 0,1-0,3 размера алмазных зерен крупной зернистости.
На чертеже схематично показан алмазный инструмент для правки шлифовальных кругов.
Инструмент состоит из корпуса 1, на котором расположена рабочая часть 2. Рабочая часть содержит алмазные зерна крупной зернистости 3, выполняющие роль основных режущих зерен, и дополнительные алмазные зерна мелкой зернистости 4, размер которых составляет 0,1-0,3 размера режущих зерен крупной зернистости 3. Все алмазные зерна закреплены на корпусе связкой 5, полученной методом порошковой металлургии. Алмазные зерна крупной зернистости 3 размещены в связке 5 в один слой, дополнительные алмазные зерна мелкой зернистости 4 равномерно распределены в связке. Введенные в связку, изготовленную методом порошковой металлургии, дополнительные алмазные зерна мелкой зернистости 4, размер которых составляет 0,1-0,3 размера алмазных зерен крупной зернистости 3, повышают стойкость связки против абразивного износа, при этом не ухудшая способность связки прочно удерживать алмазные зерна крупной зернистости, а также выполняют роль дополнительных режущих кромок. В результате повышаются эксплуатационные параметры инструмента: стойкость и срок службы. Вместе с тем, выбранный размер дополнительных алмазных зерен мелкой зернистости, позволяя последним выполнять роль дополнительных режущих кромок при правке шлифовальных кругов, создает благоприятные условия для использования в качестве крупных режущих алмазных зерен алмазного сырья более низкого качества, например вместо специально предназначенных для правящего инструмента алмазов 1-го -2-го качества использовать алмазы 3-го качества. В случае введения в связку алмазных зерен более мелкой зернистости (менее 0,1 от размера крупных алмазов) несколько повысится износостойкость связки, но эти зерна не будут выполнять роль дополнительных режущих кромок. Превышение размера дополнительных алмазных зерен мелкой зернистости выше 0,3 размера крупных алмазных зерен приведет к ухудшению прочности удержания алмазных зерен крупной зернистости (разупрочнению связки), увеличивая вероятность их выпадения в процессе работы инструмента.
Режущие алмазные зерна крупной зернистости могут быть расположены в один слой, как, например, в правящих роликах. Правящие карандаши и гребенки могут содержать от 1 до 4 слоев режущих алмазных зерен крупной зернистости, при этом каждый слой содержит дополнительные алмазные зерна мелкой зернистости.
Изготовление инструмента осуществляется известным способом порошковой металлургии, показанный на следующих примерах.
При изготовлении ролика на внутреннюю поверхность цилиндрической графитовой изложницы, имеющей профиль, обратный профилю изготавливаемого инструмента, наклеивали в один слой природные алмазные зерна 2-го качества размерностью 120-90 шт/карат (1000/800). К связке 5, содержащей порошки твердого сплава и вольфрама, примешивали алмазный порошок марки А5К65 зарнистостью 200/160, получая шихту для изготовления рабочей части инструмента. Шихту помещали в графитовую изложницу, которой сообщали вращение. Вращение осуществляли со скоростью, обеспечивающей уплотнение шихты до требуемой плотности. Затем внутрь спрессованного из алмазосодержащей шихты слоя, имеющего форму кольца, помещали корпус инструмента и производили пропитку спрессованного слоя медью или латунью с одновременных соединением его с корпусом инструмента. После пропитки удаляли изложницу, механическую обработку корпуса и вскрытие алмазов рабочей части инструмента. Испытания такого инструмента показали, что срок службы ролика повышался на 30-40%.
Готовили правящие карандаши типа 3908-0081. Для этого на корпусе инструмента размещали шихту, состоящую из твердосплавной связки и алмазных зерен марки А5К65 зернистостью 250/200, поверх которой в один слой укладывали алмазные зерна 3-го качества размерностью 60-40 шт/карат (1250/1000). Проводили холодное прессование для уплотнения шихты и внедрения в шихту крупных алмазных зерен и осуществляли пропитку медью. Карандаши имели стойкость на уровне аналогичных карандашей по ГОСТ из алмазов 1-го качества.
Таким образом, введение в связку рабочей части инструмента, изготавливаемого методом порошковой металлургии, дополнительных алмазных зерен мелкой зернистости заданных размеров позволяет повысить стойкость инструмента и создать условия для применения в правящем инструменте вместо высококачественного природного алмазного сырья алмазных зерен более низкого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПРАВЯЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2393078C1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU1054037A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА, СОДЕРЖАЩЕГО АЛМАЗЫ | 2011 |
|
RU2484888C1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2104856C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Правящий фасонный инструмент | 1980 |
|
SU931438A1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
Изобретение относится к области производства алмазных инструментов, в частности инструментов для правки шлифовальных кругов, таких как правящие ролики, карандаши, бруски, гребенки. Инструмент содержит корпус и рабочую часть, изготовленную методом порошковой металлургии и включающую связку и алмазные зерна крупной зернистости, расположенные, по меньшей мере, в один слой. Связка содержит равномерно распределенные в ней алмазные зерна мелкой зернистости, размер которых составляет 0,1-0,3 размера алмазных зерен крупной зернистости. Повышается стойкость инструмента, создаются условия для возможности использования в качестве рабочих алмазных зерен алмазного сырья более низкого качества по сравнению с рекомендуемым для этого типа инструмента сырьем. 1 ил.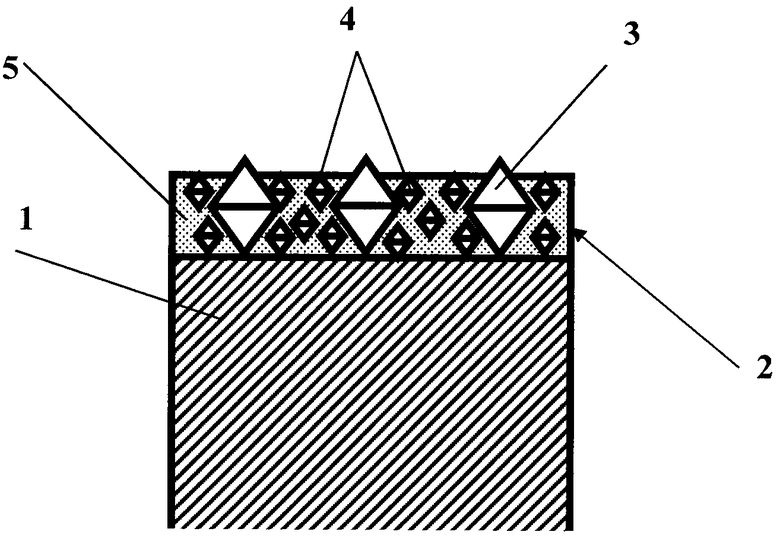
Алмазный инструмент для правки шлифовальных кругов, содержащий корпус и рабочую часть, изготовленную методом порошковой металлургии и включающую связку и алмазные зерна крупной зернистости, расположенные, по меньшей мере, в один слой, отличающийся тем, что связка содержит равномерно распределенные в ней алмазные зерна мелкой зернистости, размер которых составляет 0,1-0,3 размера алмазных зерен крупной зернистости.
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1016148A1 |
| SU 1380109 A1, 30.10.1994 | |||
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И МАССА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2169657C1 |
| US 6401705 A1, 11.06.2002 | |||
| JP 60039071 A, 28.02.1985 | |||
| JP 11207632 A, 03.08.1982. | |||

