Изобретение относится к перерабо ке полимерных материалов, может быт использовано при изготовлении из них изделий с внутренней резьбой. По основному авт, св. № 548436, известна пресс-форма для изготовления изделий с внутренней резьбой, содержащая формообразукадие детали и резьбовой знак, хвостовик которог снабжен «5уртом с диаметром, превышакицим диаметр хвостовика на полови ну ширины выполненной в нем продоль ной прорези, и размещен в отверстии оаной из формообразующих деталей, при этом отверстие выполнено ступен чатым И -ч Однако,в случае попадания полимерного материала в продольную про резь хвостовика, сжатие его при удалении становится невозможньам, чт препятствует извлечению изделия и тем самым снижает надежность работы пресс-формы. цель изобретения является повышение надежности работы пресс-формы Поставленная цель достигается teM, что в пресс-форме для изготовления изделий с внутренней резьбой в одной из формообразующих деталей выполнена полость, которая соединена с0 ступенчатым отверстием под хвое.ifOBHK на участке его меньшего диаметра. Такое конструктивтое решение при затекании полимерного материала в ступенчатое отверстие обеспечивает распределение его в полости, выполненной в формообразующей детгши. На чертеже показана пресс-форма, разрез. Пресс-форма содержит формообразующие детали-матрицу 1, пуансон 2, в ступенчатом отверстии 3 которого установлен хвостовик 4 резьбового знака 5. Хвостовик снабжен буртом б с диаметром, превышшощим диаметр хвостовика на половину ширины ЕЫполненной в нем п юдольной прорези 7. . В пуансоне 2 выполнена полость 8 со.единенная со ступенчатым отверстием 3 под хвостовик на участке 9 его меньшего диаметра. Пресс-форма работает следующим образом. После - впрыска полимерного материала и технологической выдержки пресс-форма раскрывается и изделие удаляется совместно с резьбоBIJM знаком, в случае затекания полимерного материала в, ступенчатое отверстие 3 он собирается в полости 8 и не препятствует сжатию хвостовика и его прохождению по ступенчатому 3. Использование изобретения позволит обеспечить более надежную работу технологической оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессофрма для изготовления изделий с внутренней резьбой | 1975 |
|
SU548436A1 |
| Устройство для прессования порошковых деталей с внутренней резьбой | 1980 |
|
SU990424A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Пресс-форма | 1978 |
|
SU774959A1 |
| Способ изготовления полых деталей с внутренним оребрением и устройство для его осуществления | 1991 |
|
SU1782182A3 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Штамп для выдавливания наружной резьбы на полых деталях | 1985 |
|
SU1315100A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ из ДРЕВЕСИНЫ | 1970 |
|
SU273422A1 |
ПРЕСС-«ЮРМА ДЛЯ MSrOTOBJJEНИЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ ПО авт. св. 548436, отличающаяся тем, что, с целью повышения надежности работы пресс-фЬуя9л, а одной нэ формообразующих дёtaлёй выполнена полость, которая соединена с ступенчатые отверстием поД хвостовик на участке его меиьшехЧ) диаметра. т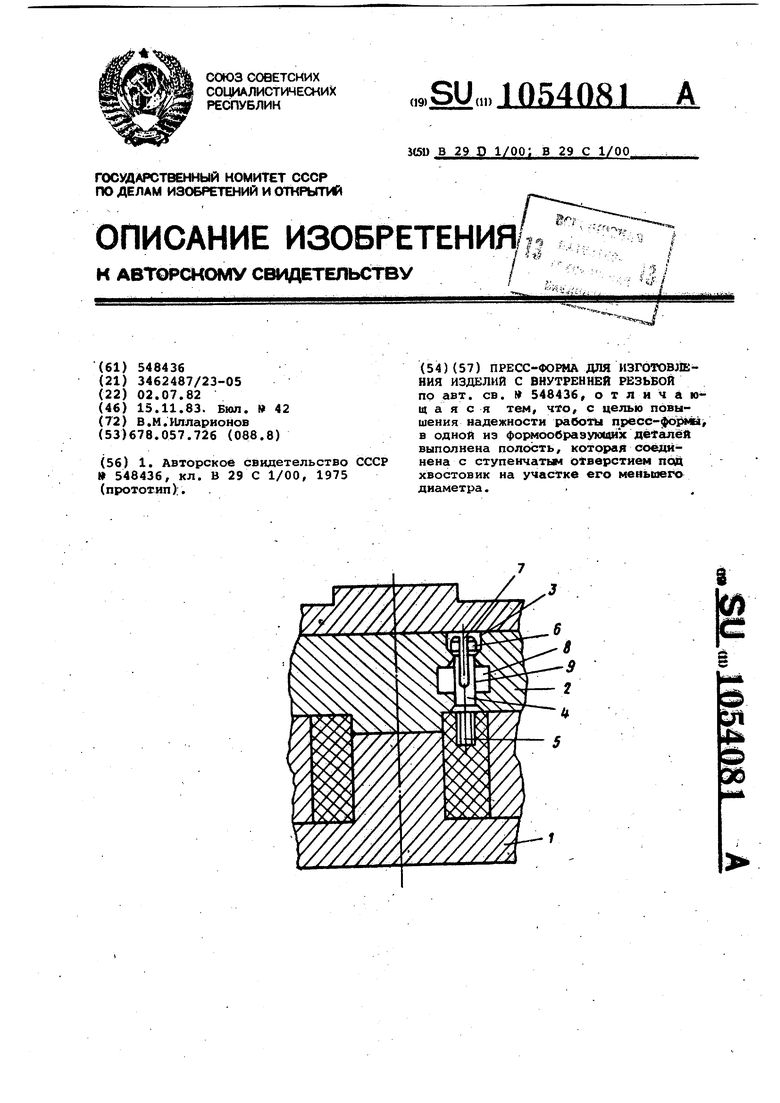
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прессофрма для изготовления изделий с внутренней резьбой | 1975 |
|
SU548436A1 |
| Солесос | 1922 |
|
SU29A1 |
