диапазона типоразмеров получаемых изделий. Штамп содержит резьбообразу- ющую матрицу 14 и пуансон 12 с хвостовиком 11 в виде ходового винта. Направление винтовой нарезки послед- него противополояшо направлению винтовой нарезки ходового винта 9, явля- Тощегося приводом вршцения пуансона и матриды (через вращающийся направляющий корпус, с которым скреплена матрида 14). При подъеме ходового винта 9 после выдавливания -резьбы на детали 17 хвостовик вывинчивается из
;- 1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых резьбовых деталей.
Цель изобретения - повышение надежности извлечения готовых деталей из резьбообразующей матрицы без повреждения витков резьбы, а также расширение диапазона типоразмеров получаемых изделий.
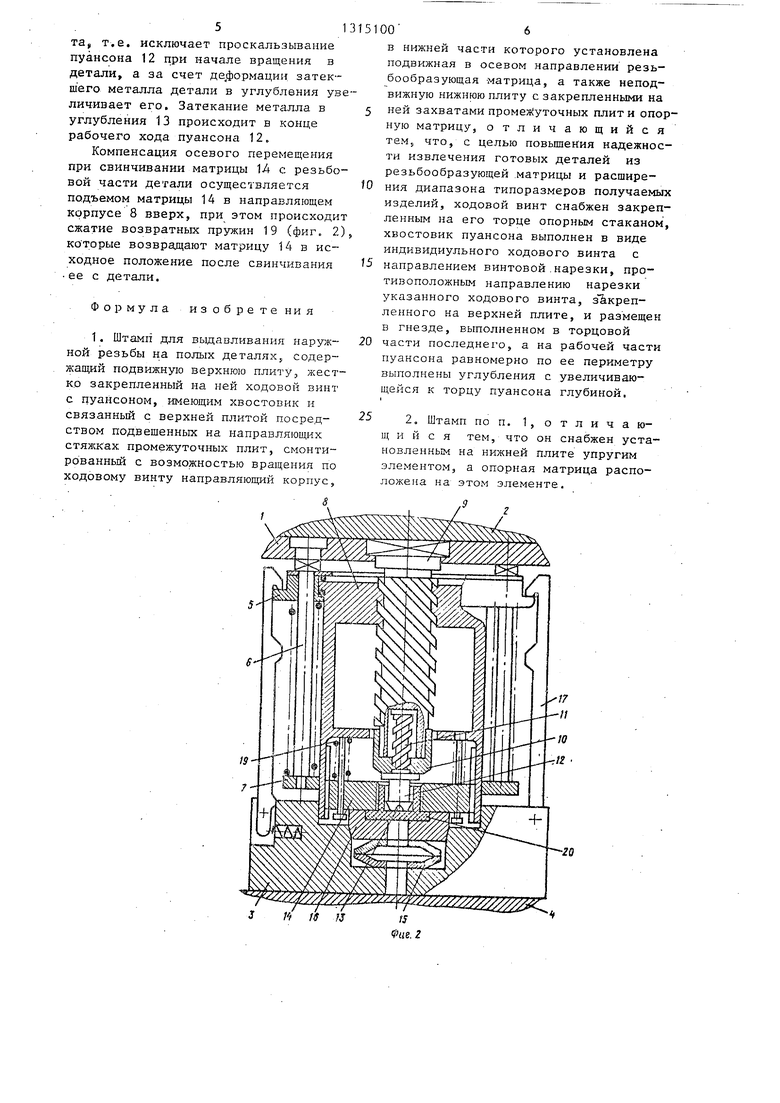
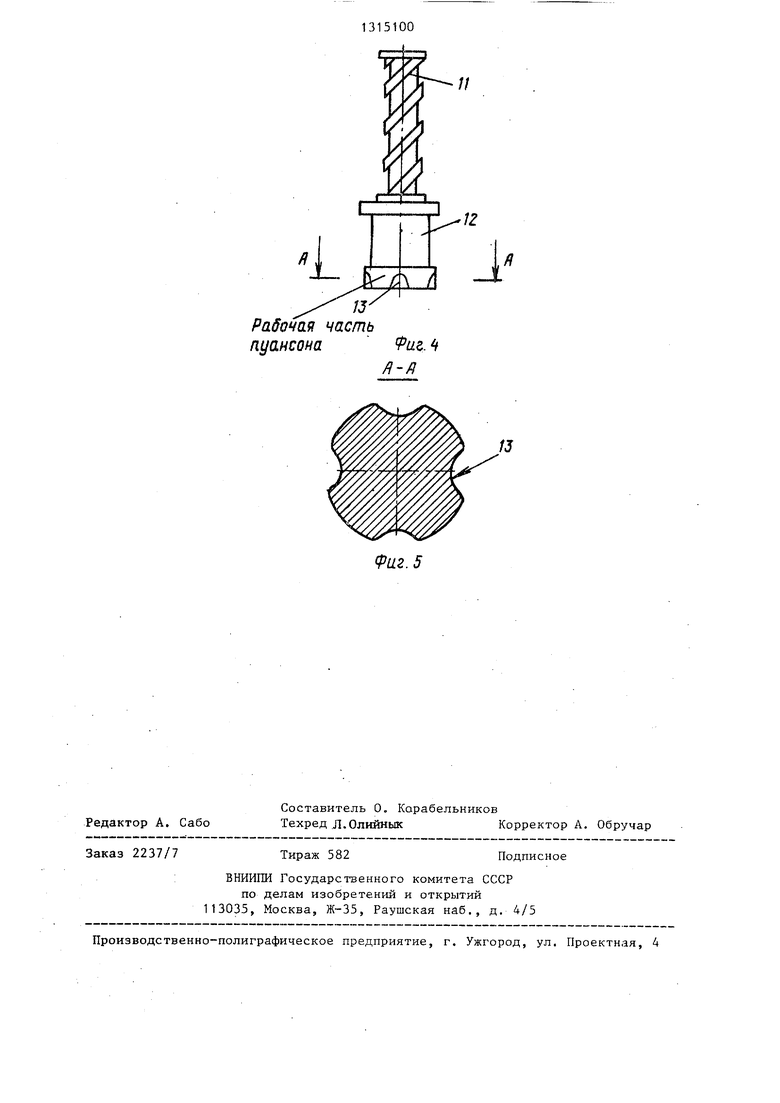
На фиго 1 показан штамп, разрез, в начальньй момент вьщавливания резьбы; на фиг. 2 - то же, по окончании выдавливания резьбы; на фиг, 3 - то же, после извлечения готовой детали из резьбообразующей матрицы; на фиг о 4 - пуансон с хвостовиком в виде ходового винта и с углублениями по периметру рабочей части, на фиг. 5- разрез А-А на фиг. 4.
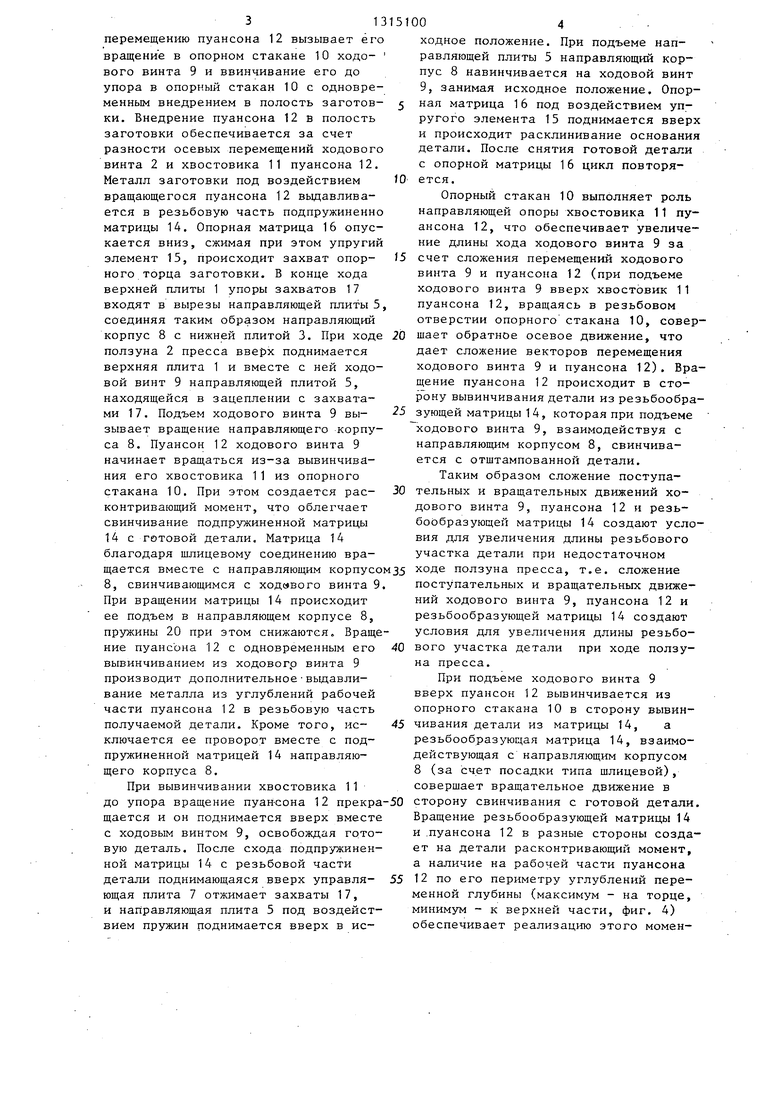
Штамп содержит верхнюю плиту 1, укрепленную на ползуне 2 прессаj и нижнюю плиту 3, закрепленную на столе 4 пресса, промежуточную направляющую плиту 5, соединенную направляющими стяжками 6 с верхней плитой 1 и подпружиненную относительно промежуточной управляющей плиты 7, В направляющей плите 5 с возможностью вращения установлен направляющий корпус 8 с ходовым винтом 9, Ходовой винт 9 жестко закреплен в верхней плите 1 и снабжен зафиксированным относительно него опорным стаканом 10, в котором с возможностью вращательного и осевого перемещения установлен хвостовик 11 пуансона 12. Хвостовик
опорного стакана 10, а матрица 14 сходит с резьбовой части детали 17. При этом создается расконтриванлций момент, обеспечивающий сход матрицы с готовой детали, а наличие углублений 13 на рабочей части пуапсона по его периметру обеспечивает реализацию этого момента за счет деформации затекшего в углубления металла заготовки детали 17. Конструкция штампа обеспечивает выдавливание резьбы на деталях относительно большой длины. 1.3 о п. ф-лы, 5 ил.
11выполнен в виде ходового винта с направлением винтовой нарезки, противоположным направлению нарезки ходового винта 9 направляющего корпуса 8.
По периметру рабочей части пуансона
12выполнены углубления 13 с увели- чивaюa eйcя глубиной к торду пуансона. В нижней части направляющего корпуса 8 установлена подпружиненная резьбообразующая матрица 14, Посредством шлицевой посадки в корпусе 8 матрица
14зафиксирована от проворота относительно корпуса и имеет возможность совместного вращения с ним с одновременным осевым перемещением. На нижней плите 1 на упругом элементе
15размещена опорная матрица 16 и подпружиненные захваты 17, взаимодействующие с направляющей 5 и управляющей 7 плитами. Опорный стакан 10 скреплен с ходовым винтом 9 посредством резьбового соединения и зафиксирован от свинчивания установочным винтом 18, Между перемычкой направляющего корпуса и матрицей 14 установлены возвратные пружины 19,
Штамп работает следующим образом. В верхнем положении ползуна 2 пресса полую заготовку 20 детали устанавливают в гнездо опорной матрицы 16. При опускании ползуна 2 опускается верхняя плита 1 с ходовым винтом 9 и пуансоном 12, который ра-. бочей частью начинает входить в полость заготовки. Так как диаметр полости заготовки меньше диаметра пуансона 12, то возникшее сопротивление
31
перемещению пуансона 12 вызывает его вращение в опорном стакане 10 ходо- вого винта 9 и ввинчивание его до упора в опорный стакан 10 с одновременным внедрением в полость заготовки. Внедрение пуансона 12 в попость заготовки обеспечивается за счет разности осевых перемещений ходового винта 2 и хвостовика 11 пуансона 12. Металл заготовки под воздействием вращающегося пуансона 12 выдавливается в резьбовую часть подпружиненно матрицы 14. Опорная матрица 16 опускается вниз, сжимая при этом упругий элемент 15, происходит захват опорного торца заготовки. В конце хода верхней плиты 1 упоры захватов 17 входят в вырезы направляющей плиты 5 соединяя таким образом направляющий корпус 8 с нижней плитой 3. При ходе ползуна 2 пресса вверх поднимается верхняя плита 1 и вместе с ней ходовой винт 9 направляющей плитой 5, находящейся в зацеплении с захватами 17. Подъем ходового винта 9 вызывает вращение направляющего корпуса 8. Пуансон 12 ходового винта 9 начинает вращаться из-за вывинчивания его хвостовика 11 из опорного стакана 10. При этом создается рас- контривающий момент, что облегчает свинчивание подпружиненной матрицы 14 с готовой детали. Матрица 14 благодаря шлицевому соединению вра
щается вместе с направляющим корпусомзз ОД ползуна пресса, т.е. сложение
8, свинчивающимся с ходового винта 9. При вращении матрицы 14 происходит ее подъем в направляющем корпусе 8, пружины 20 при этом снижаются. Вращение пуансона 12 с одновременным его вывинчиванием из ходовогр винта 9 производит дополнительноевыдавливание металла из углублений рабочей части пуансона 12 в резьбовую часть получаемой детали. Кроме того, исключается ее проворот вместе с подпружиненной матрицей 14 направляющего корпуса 8.
При вывинчивании хвостовика 11
до упора вращение пуан-сона 12 прекра-50 сторону свинчивания с готовой детали, щается и он поднимается вверх вместе Вращение резьбообразующей матрицы 14 с ходовым винтом 9, освобождая гото- и .пуансона 12 в разные стороны создает на детали расконтривающий момент, а наличие на рабочей части пуансона 55 12 по его периметру углублений переменной глубины (максимум - на торце, минимум - к верхней части, фиг. 4) обеспечивает реализацию этого моменвую деталь. После схода подпружиненной матрицы 14 с резьбовой части детали поднимающаяся вверх управляющая плита 7 отжимает захваты 17, и направляющая плита 5 под воздействием пружин поднимается вверх в ис
5
ходное положение. При подъеме направляющей плиты 5 направляющий корпус 8 навинчивается на ходовой винт 9, занимая исходное положение. Опорная матрица 16 под воздействием упругого элемента 15 поднимается вверх и происходит расклинивание основания детали. После снятия готовой детаити с опорной матрицы 16 цикл повторяется.
Опорный стакан 10 выполняет роль направляющей опоры хвостовика 11 пуансона 12, что обеспечивает увеличение длины хода ходового винта 9 за счет сложения перемещений ходового винта 9 и пуансона 12 (при подъеме ходового винта 9 вверх хвостовик 11 пуансона 12, вращаясь в резьбовом отверстии опорного стакана 10, совершает обратное осевое движение, что дает сложение векторов перемещения ходового винта 9 и пуансона 12). Вращение пуансона 12 происходит в сторону вывинчивания детали из резьбообра- 5 зующей матрицы 14, которая при подъеме ходового винта 9, взаимодействуя с направляющим корпусом 8, свинчивается с отштампованной детали.
Таким образом сложение поступательных и вращательных движений ходового винта 9, пуансона 12 и резь- бообразующей матрицы 14 создают условия для увеличения длины резьбового участка детали при недостаточном
0
0
поступательных и вращательных движений ходового винта 9, пуансона 12 и резьбообразующей матрицы 14 создают условия для увеличения длины резьбового участка детали при ходе ползуна пресса.
При подъеме ходового винта 9 вверх пуансон 12 вывинчивается из опорного стакана 10 в сторону вывин-
чивания детали из матрицы 14, а резьбообразующая матрица 14, взаимодействующая с направляющим корпусом 8 (за счет посадки типа шлицевой), совершает вращательное движение в
та, т.е. исключает проскальзывание пуансона 12 при начале вращения в детали, а за счет де юрмацин затекшего металла детали в углубления увеличивает его. Затекание металла в углубления 13 происходит в конце рабочего хода пуансона 12.
Компенсация осевого перемещения при свинчивании матрицы 1Л с резьбовой части детали осуществляется подъемом матрицы 14 в направляющем корпусе 8 вверх, при этом происходит сжатие возвратных пружин 19 (фиг. 2) ко торые возвращают матрицу 14 в исходное положение после свинчивания ее с детали.
Формула изобретения
1. Штамп для выдавливания наружной резьбы на полых деталях,, содержащий подвижную верхнюю плиту, жестко закрепленный на ней ходовой винт с пуансоном, имеющим хвостовик и связанный с верхней плитой посредством подвешенных на направляющих стяжках промежуточных плит, смонти- рованньй с возможностью вращения по ходовому винту направляющий корпус,
315100 6
в нижней части которого установлена подвижная в осевом направлении резь- бообразующая -матрица, а также неподвижную нижнюю плиту с закрепленными на ней захватами промея уточных плит и опорную матрицу, отличающийся тем, что, с целью повышения надежности извлечения готовых деталей из резьбообразующей .матрицы и расширения диапазона типоразмеров получаемых изделий, ходовой винт снабжен закрепленным на его торце опорным стаканом, хвостовик пуансона выполнен в виде индивидиульного ходового винта с
направлением винтовой.нарезки, противоположным направлению нарезки указанного ходового винта, зЪкреп- ленного на верхней плите, и размещен в гнезде, выполненном в торцовой
части последнего, а на рабочей части пуансона равномерно по ее периметру вьгполнены углубления с увеличивающейся к торцу пуансона глубиной,
2, Штамп по п. 1, о т л и ч а ю- щ и и с я тем, что он снабжен установленным на нижней плите упругим элементом, а опорная матрица расположена на этом элементе.
5IS. г
f
/
zo
1риг.З
L
12
7J/
Рабочая часть пуансона Pae. 4
Редактор А. Сабо
Составитель 0. Карабелькиков
Техред Л.ОлийныкКорректор А. Обручар
Заказ 2237/7
Тираж 582
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(риг. 5
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования резьбы | 1985 |
|
SU1278103A1 |
| Штамп для получения изделий с резьбовыми отверстиями | 1990 |
|
SU1776215A3 |
| Штамп для изготовления деталей с внутренней резьбой | 1979 |
|
SU1022773A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Штамп для получения изделия с резьбовым отверстием | 1982 |
|
SU1129005A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп последовательного действия | 1987 |
|
SU1473879A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых деталей с наружной резьбой. Цель изобретения - повышение надежности извлечения готовых деталей из резь- бообразующей матрицы без повреждения витков резьбы, а также расширение л (Л с 00 ел ZO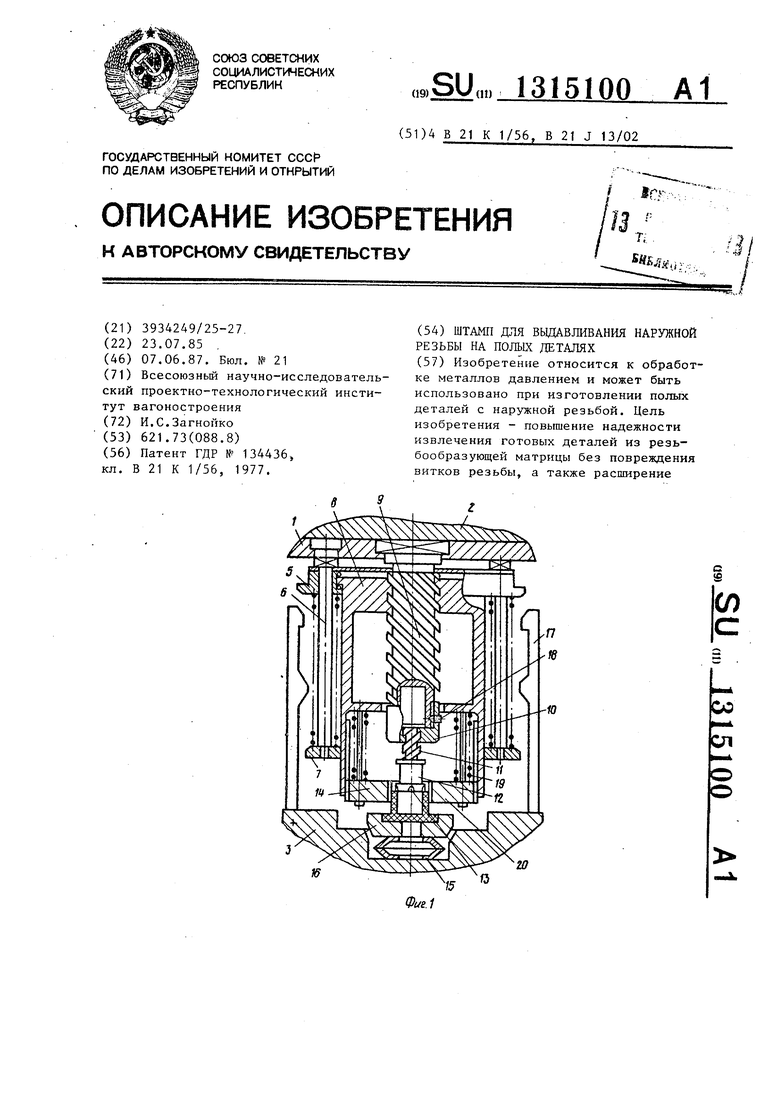
| Оптический профилограф | 1948 |
|
SU134436A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
