1
Изобретение относится к области переработки пластмасс в изделия и может быть иснользовано при изготовлении изделий с внутренней резьОой, отформованной непосредственно в изделии, либо изделий, армированных резьбовыми втулками.
Известна пресс-форма для изготовления изделий из пластмасс, содержащая формообразуюш,ие детали, в одной из которых закрепляют знаки с помощью устройства, соединенного с вакуумирующим устройством. Недостатком известной пресс-формы является сложность ее конструкции.
Известна наибо„1ее близкая по технической сущности к нредлагаемой пресс-форма для изготовления изделий с внутренней резьбой, содержащая формообразующие детали и резьбовый знак, хвостовик которого размещен в отверстии одной из формообразующих деталей и выполнен с продольной прорезью.
Недостатком известной пресс-формы является ненадежное крепление резьбового знака в детали.
С целью повышения надежности удержания резьбового знака в детали в предлагаемой пресс-форме хвостовик знака снабжен буртом с диаметром, превышающим диаметр хвостовика на половину ширины его прорези, а отверстие в фор.мообразующей детали выполнено ступенчатым.
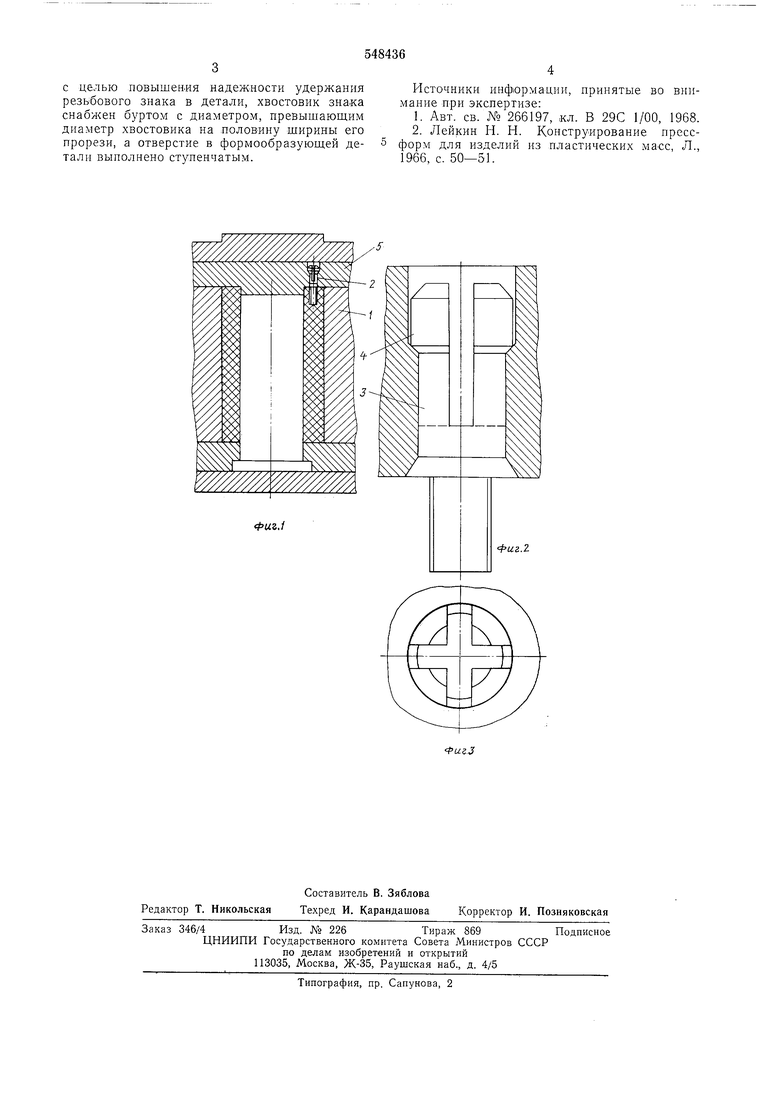
На фиг. 1 изображен продольный разрез пресс-формы п положение резьбового знака в пуансоне; на фиг. 2 - резьбовый знак в пуансоне в увеличенном масштабе; на фиг. 6 - Блд на знак сверху.
iipecc-фор.ма содержит матрицу 1, резьбовый знак 2 с продольной прорезью, выполненной в хвостовике о с оуртом 4. Лвостовик знака закреплен в ступенчатом отверстпп пуансона о. Фпксац11Ю резьоового знака производят прп верхне.м ноложенш траверсы пресса или при снятом пуансоне о, вставляя знак хвостовпком в ступенчатое OTBepcBie пуансона. Знак удерживается от выпаданпя буртом 4.
Затем пресс-форму закрывают, впрысюшают полимер и после технологпческой выдержки форму раскрывают и извлекают изделие вместе со знаком из пуансона. Б мо.мент раскрытия пресс-формы хвостовик знака скользит по скосам пуансона 5 и, сжимаясь, нроходнт через отверстие меньшего диаметра в иуансоне.
Ф о р .м у л а изобретения
ilpecc-фарма для изготовления изделий с ви)треннеи резьиои, содержащая форлюобразующие детаЛ) п резьбовый знак, хвостовИК которого размещен в отверстии одной из формообразующих деталей и выполнен с продольной прорезью, отличающаяся тем, что, с целью повышения надежности удержания резьбового знака в детали, хвостовик знака снабжен буртом с диаметром, превышающим диаметр хвостовика на половину ширины его прорези, а отверстие в формообразующей детали выполнено ступенчатым. Источники информации, нрииятые во внимание при экспертизе: 1.Авт. св. № 266197, кл. В 29С 1/00, 1968. 2.Лейкин Н. Н. Конструирование црессформ для изделий из пластических масс, Л., 1966, с. 50-51.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления изделий с внутренней резьбой | 1982 |
|
SU1054081A2 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
| Устройство для прессования порошковых деталей с внутренней резьбой | 1980 |
|
SU990424A1 |
| Штамп для изготовления деталей из листового материала путем гибки | 1975 |
|
SU1041191A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВ.ЛЕНИЯ ИЗДЕЛИЙ С УГЛУБЛЕНИЯМИ | 1972 |
|
SU426849A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Литьевая форма для изготовления изделий из пластмасс | 1988 |
|
SU1613349A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Способ изготовления изделий из полимеров с отверстием | 1987 |
|
SU1777581A3 |
