Изобретение касается способа штамповки с применением резиновых камер, в которые подается высокое гидравлическое давление.
Известны способы штамновки с гц)именеииел наполняемой напорной жидкостью резиновой камеры и матрицы с профилем пттампуемого ;здeлия.
Согласно предлагаемому способу иггамповки, с целью расхода энергии и затрат па пзготовле1 ие и ремонт камеры, кг .ждьн участок детали, подвергаюн1нйся глтa 1ювке (вытяжке), вьпптамновывается отдельной камерой, установленной в выемке пуансонодержателя.
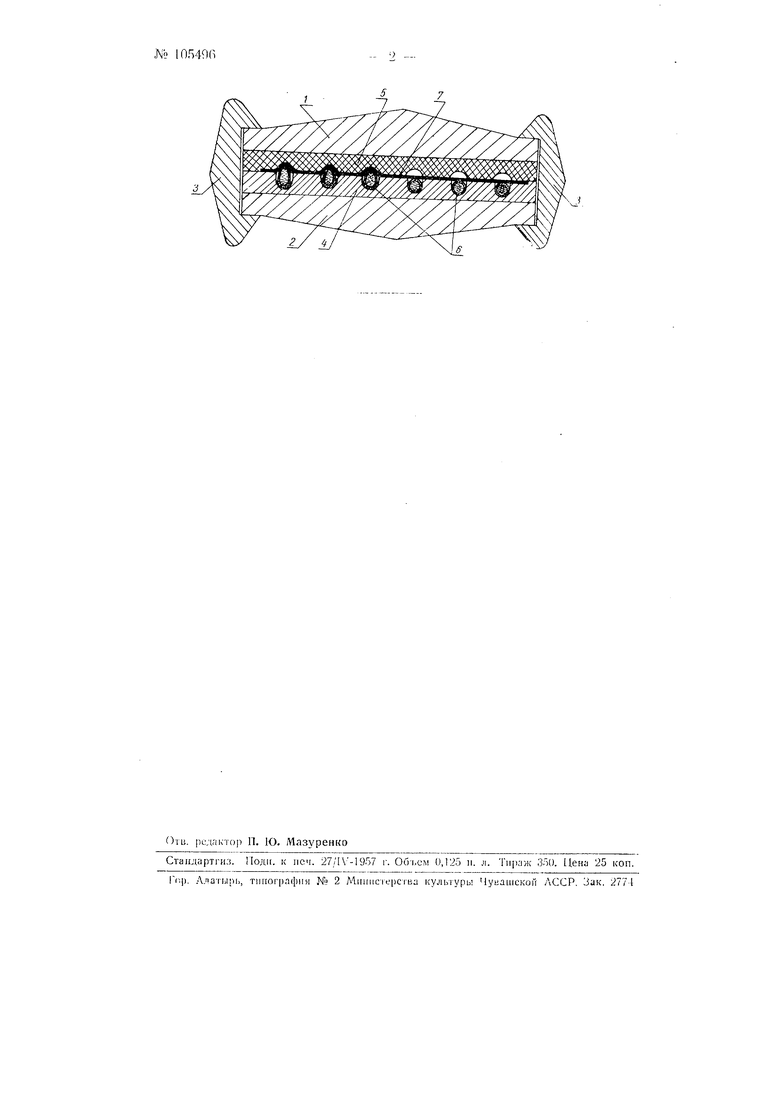
Иа чертеже представлен схемгггический разрез устройства, поясняюHiero oniicii B;ieMoro способа.
В замкнутом пространстве :,1ежду н.титамп / п 2, соединенными меж;i,y собою скобами 3, ,ена прессформа, состоянии и:-, двух половин 4 п ). В 1И1Жней полов1П1е 4 прессформы (нуаисонодержг.теле) псменгены резиновые камеры 6. Поверх 1И1Х укладывается 1нтамиуема51 листовая з;потовка 7. Виаднны в верхней иоловиие преееформы 5 (матрице) расположены иад резиновыми камерами и еоответсгвуюг участкам детали, подвергаюнщмся иlтa moвкe.
При подаче в камеры папорной л:идкостн резииовые камеры расширяются и производят мест1 ую вытяжку листовой заготовкн, заполняя впад1П1Ы в верхней половине нрессформы.
Предмет изобретения
Снособ гнтамповки с применением иаподияемой папорпой жидкостью и зпноБОЙ камеры и матрицы с профилем И1тампуел1ого изделия, о т;i и ч а ю HI, и ii с я тем, что, с целью си.ижеиия расхода эиергг.и и затрат на изготовлеиие и ремонт камеры, каждый участок детали, иодвергаюиип 1ся LHTaNHioBKe (вытяжке), выиь тамиовывается отдельной камерой, устаиовлеи 1ой в вькпи е пуапсоподержателя.