Изобретение относится к области нроизводства нолых листовых деталей методом обжатия жидкостной или зласт1ичной матрицей |И может быть использовано в нриборо-, самолето- н автостроении нри изготовлении нолых деталей сложных форм.
По основному авт. св. № 104746 известен штамп для глубокой вытяжки полых листовых деталей.
Предлагаемый отличается от известного тем, что рабочая, .прилегающая к заготовке поверхность прижимного кольца состоит из последовательно расположенных от его центра к периферии соответственно тороидального, плоского и конического участков, причем радиусы об разующей тороидального участка равны соответственно радиусам скругления фланца и пуансона, а ширина плоского участка равна ши.рине фланца детали.
Это позволяет увеличить глубину вытяжки и повысить точность радиуса скругления фланца « боковой поверхности детали.
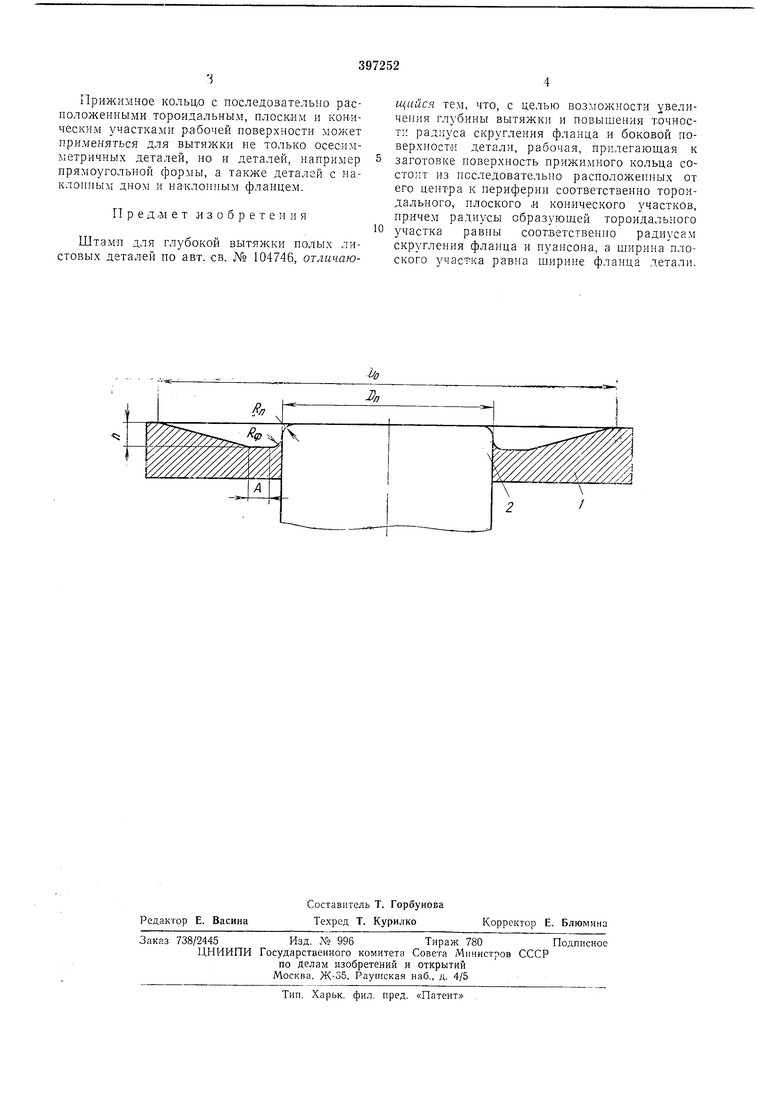
На чертеже изображен предлагаемый штамп.
Рабочая, прилегающая к заготовке поверхность прижимного кольца состоит из последовательно расположенных от его центра к .периферии соответственно тороидального, плоского и конического участков, причем радиусы образующей тороидального участка рав2
ны соответственно радиусам скругления фланца (R) и пуансона (R,,), а ширина .4 плоского участка равна ширине фланца детали.
Высота h размещения плоского участка равна
h R,, + R4.
Угол а наклона образующей конусного участка устанавливается из условия размещения нлоского участка
2 (Rn + )
,-(Д
2Rф --- 2Л)
где DO - диаметр заготовки; О„ - диаметр пуансона. Прижимное кольцо такой конфигурации обеспечивает формообразование заготовки по жесткому пуансону 2, во-нервых, с обеспечением перемещения опасного сечения заготовки к вытяжной кро.мке самого кольца, где материал более упрочнен и утолщен, во-вторых, с требуемым радиусом перехода фланца в боковую поверхность и, в-третьих, при создании высокого давления со стороны эластичной матрицы создается больший радиальный подпор в торец фланцевой части заготовки. Все это обеспечивает воз.можность изготовления деталей с коэффициенто.м вытяжки Ко 2,9- 3,0.
3
Прижимное кольцо с последовательно расположенными тороидальным, плоским и коническим участками рабочей поверхности может применяться для вытяжки не только осесимметричных деталей, но и деталей, например прямоугольной формы, а также деталей с наклонным дном и наклонным фланцем.
ГТ р е д ,м е т изобретения
Штамп для глубокой вытяжки нолых листовых деталей по авт. св. № 104746, отличаю4
щийся тем, что, с целью возможности увеличения глубины вытяжки и повышения точности радиуса скругления фланца и боковой поверхности детали, рабочая, нрилегающая к заготовке поверхность пр:ижи.много кольца состоит из последовательно располонсенных от его центра к периферии соответственно тороидального, плоского и конического участков, прячем радиусы образующей тороидального участка равны соответственпо радиусам скругления фланца и нуансона, а ширина плоского участка равна ширине фланца детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для вытяжки | 1968 |
|
SU220209A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Штамп для вытяжки с растяжением | 1990 |
|
SU1794544A1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1986 |
|
SU1344463A1 |
| Штамп для вытяжки кузовных деталей | 1987 |
|
SU1447482A1 |
