Изобретение относится к обработке металлов, в частности к устройствам для формирования и чистовой упрочнян щей обработки деталей из листовых заготовок тел вращения.
По основному авт. св. № 963834 известно устройство для двусторонней чистовой и упрочняющей обработки листовых деталей, в корпусе которого размещены две накатные головки, несущие вращающиеся зубчатые обоймы и неподвижные сепаратор с деформирующими элементами, при этом зубчатые обоймы имеют возможность дополнительного привода от Эубчатого вала, а на оправке привода установлен с возможностью осевого перемещения под действием пружины ролик с сегментным пазом на кольцевом профиле 1.
Недостатком устройства является то, что оно Не позволяет формообразовывать детали ступенчатой формы, что снижает технологические возможности устройства.
Цель изобретения - расщирение технологических возможностей устройства путем обеспечения формообразования ступенчатых деталей.
Цель достигается тем, что устройство для двусторонней чистовой и упрочняющей обработки листовых деталей снабжено размещенным концентрично оправке привода цилиндром со штоком, предназначенным для формообразования одной из ступеней детали, а деформирующим роликом - для формообразования другой ступени детали, установленным за деформирующими элементами с возможностью радиального перемещения.
На чертеже дано устройство, общий вид.
Устройство состоит из корпуса 1, устанавливаемого на место резцедержателя станка, к боковой поверхности которого крепятся щеки 2 и 3, в которых устанавливаются две консольные обкатные головки 4 и 5. Обкатная головка 4 состоит из зубчатой обоймы 6, установленной с возможностью вращения на оси 7 неподвижного сепаратора 8, в гнездах которого размещены деформирующие элементы 9 и 10. Обкатная головка 5 состоит из зубчатой обоймы 11, установленной на оси 12 сепаратора 13. Головка 5 имеет осевое перемещение от цилиндра 14, связанного рычагом 15 с головкой на щеке 2, за деформирующими элементами 9 установлена с возможностью радиального перемещения державка 16 с деформирующим роликом 17. Зубчатые обой мы 6 и II находятся в зацеплении с зубчатым валом 18. Концентрично оправке 19 привода размещен цилиндр со щтоком 20, предназначенным для формообразования одной из ступеней детали 21. На щтоке 20 установлен с возможностью осевого перемещения под действием пружины 22 ролик 23, на кольцевом профиле которого выполнен сегментный сквозной паз 24. Корпус 25 цилиндра закреплен на оправке 19 привода. Поджим детали 21 к торцу оправки 5 привода производится грибком 26.
Устройство работает следующим образом.
Корпус 1 устанавливается на месте резцедержателя токарного станка. В полость Цилиндра подается рабочий агент. Листовая заготовка детали 21 зажимается между
0 торцами оправки 19 привода, щтока 20 и грибком 26. Одновременно к заготовке подводятся деформирующие элементы 9. В полость цилиндра 14 подают под давлением рабочий агент, что обеспечивает прижим деформирующих элементов 9 к заготовке
5 детали 21. Включают вращение щпинделя и продольную подачу. При этом деформирующие элементы 9 формообразуют деталь 21 на щтоке 20. При подходе к заготовке детали 21 деформирующего ролика 17, смещенного относительно деформирующих эле ментов 9 на величину, равную 8-12t (где t - толщина листа заготовки) к оси оправки 19 привода начинает формообразовываться другая ступень детали 21. При этом щток 20 под действием создаваемого деформирующим роликом 17 усилия задвигается в корпус 25 цилиндра. Формообразование заканчивается после получения детали заданной конфигурации. Тогда переключают подачу рабочего агента, направляя его в полости цилиндров, противопо0 ложные рабочим, отводя деформирующие элементы 9 и шток 20. Отводят грибок 26. Вращение шпинделя выключают, отводят суппорт с корпусом 1 в исходное положение и деталь 21 снимают со станка.
Предлагаемое устройство, по сравнению
с известным,обладает более широкими технологическими возможностями, так как позволяет формообразовывать детали ступенчатой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней чистовойи упРОчНяющЕй ОбРАбОТКи лиСТОВыХдЕТАлЕй | 1979 |
|
SU846247A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1063583A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 1973 |
|
SU396258A1 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2685832C1 |
| Устройство для обкатывания ребер панелей | 2015 |
|
RU2618680C1 |
| Способ получения внутренней горловины на конце трубчатой заготовки | 1979 |
|
SU871937A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1980 |
|
SU963834A2 |
УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЛИСТОВЫХ ДЕТАЛЕЙ по авт. св. № 963834, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения формообразования ступенчатых деталей, оно снабжено размещенным концентрично оправке привода цилиндром со штоком, предназначенным для формообразования одной из ступеней детали, а деформирующим роликом для формообразования другой ступени детали, установленным за деформирующими элементами с возможностью радиального перемещения.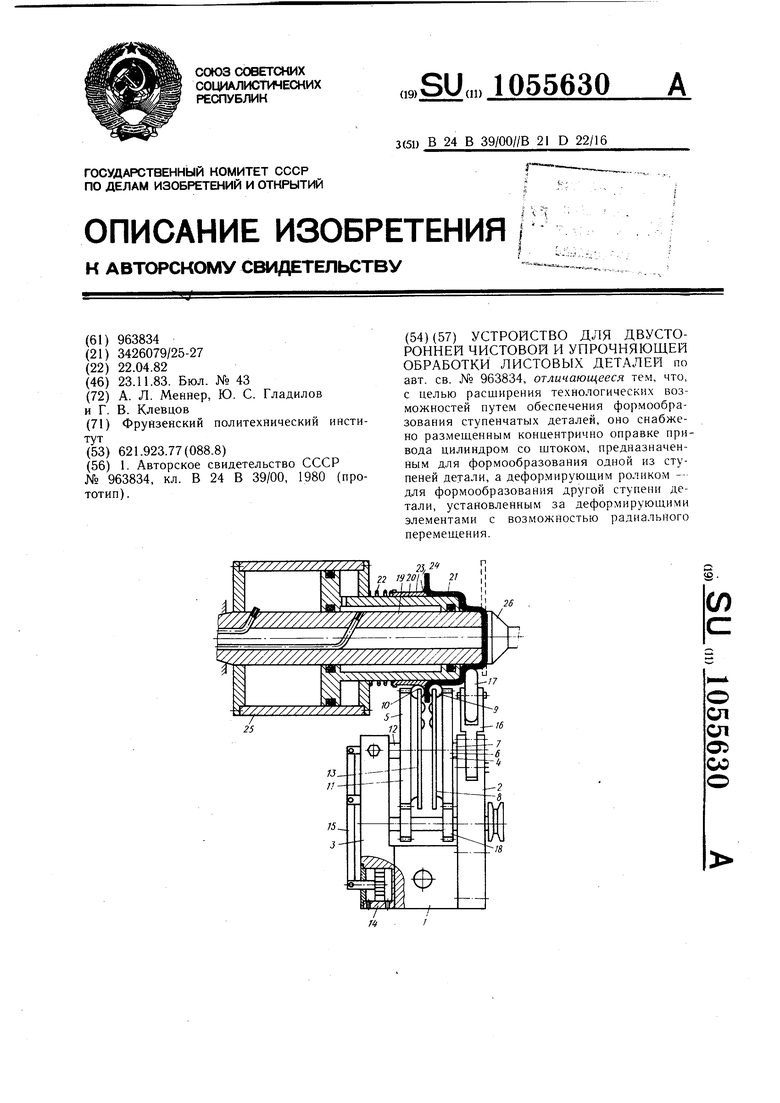
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
