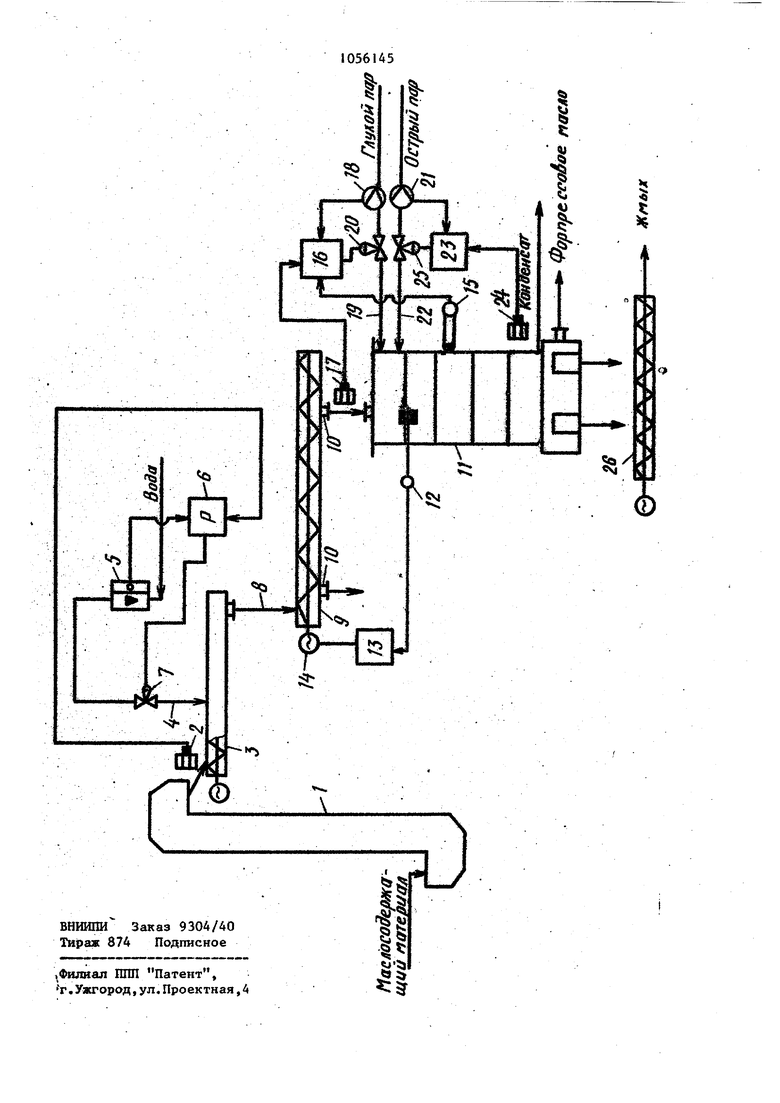
1 Изобретение относится к масложировой промьштенности, а именно к ус ройствам автоматического управления процессом влаготепловой обработ ки маслосодержащих материалов (до процесса форпрессования), и может быть использовано в других отраслях народного хозяйства, где применяются процессы влаготепловой обработки сьтучих материалов. Известна система автоматического управления процессом влаготепловой обработки маслрсодержащих материало содержащая контур регулирования подачи пара в жаровню в зависимости от температуры L 3« Наиболее близким по техническому решению и достигаемому результату к изобретению является система автоматического управления процессом влаготепловой обработки масло со держащих материалов, содержащая датчик температуры, установленный в аппарате влаготепловой обработки, и/контуры регулирования подачи воды в увлажнительный шнек и уровня загрузки аппарата для влаготепловой обработки С2 J. Недостатками систем является то, что из-за отсутствия корректирующих сигналов по влажности мятки до и, после его влаготепловой обработки выходы форпрессового масла не ста-т бильны, кроме того, недостаточно хорошее качество получаемых масел. Целью изобретения является улучшение качества форпрессового масла. Цель достигается тем, что систем автоматического управления процессом влаготепловой обработки маслосо держащих материалов, содержащая дат чик температуры, установленный в ап парате влаготепловой обработки, и контуры регулирования подачи воды в увлажнительный шнек и уровня загруз ки аппарата дпя влаготепловой обработки, снабжена датчиками расхода глухого и острого пара, соединенными через соответствующие регуляторы с исполнительными механизмами, установленными на линиях подачи глухого и острого пара в аппарат влаготепловой.обработки, и-датчиками влажности маслосодержащих матери алов , расположеннь№1и на линиях загру ки увлажнительного шнека и аппарата влаготепловой обработки п на выходе последнего, и связанными с соответствующими регуляторами подачи во 452 ды, глухого и острого пара, при этом датчик температуры подключен к регулятору подачи глухого пара. На чертеже представлена система автоматического управления процессом влаготепловой обработки маслосодержащего материала. Система включает в себя норию 1, датчик 2 влажности маслосодержащего материала, увлажнительный шнек 3, технологическую линию 4 подачи воды, датчик 5 расхода вода, регулятор 6, исполнительный механизм 7, технологическую линию 8 подачи увлажненного материала, распределительный шнек 9, технологические линии 10 распределительного материала на влаготепловую обработку, аппарат 11 для влаготепловой обработки маслосодержащего материала, датчик 2 уровня, регулятор 13, исполнительный механизм 14, датчик 15 температуры, регулятор 16, датчик17 влажности, датчик 18 расхода глухого пара, технологическую линию 19 подачи глухого пара, исполнительный механизм 20, датчик 21 расхода острого пара, технологическую линию 22 подачи острого пара, регулятор 23, датчик 24 влажности, исполнительный механизм 25, шнековый транспортер 26 для отвода отпрессованного материала. Предлагаемая система автоматического управления процессом влаготепловой обработки маслосодержащих материалов работает следукицим образом. На .выходе нории 1 с помощью датчика 2 влажности определяют влажность маслосодержащих материалов, поступающих в увлажнительный шнек 3. При этом расход воды, поступающей по линии 4, регулируют с помощью датчика 5 расхода, регулятора 6 и исполнительного механизма 7, который установлен на линии 4 подачи воды. При этом регулятор 6 также соединен с датчиком 2 влажности маслосодержащего материала. Увлажненный маслосодержашлй материал с помощью распределительного шнека 9 и технологической линии 10 подается в аппарат М для влаготепловой обработки маслосодержащих материалов. При этом степень (уровень) загрузки данного аппарата 11 регулируют с.помощью датчика 12 уровня, регулятора 13 и исполнительного механизма 14, который приводит к изменению оборотов (вращения) распределительного шнека 9. Температуру в аппарате 11 поддерживают с помощью датчика 15 температуры, регулятора 16, датчика 17 влажности, который установлен на линии загрузки аппарата 11, датчика 1в расхода глухого пара и исполнительного механизма 20, которые ус тановлены на линии 19 подачи глухого пара. При этом влажность маслосодержащего материала, поступающего на форпресс, регулируется с по мощью датчика 24 влажности, установленного на последнем чане аппара та 11, регулятора 23 и датчика 21 расхода острого пара и исполнительного механизма 25, которые установлены на линии 22 подачи острого пар в аппарат 11, В результате реализации предлага емой системы, по сравнению с извест ной, средний выход форпрессового масла, которой за месяц составляет 54 82%, повьппается до 86%. При этом среднее кислотное число получаемотм масла снижается соответственно на 0,2% (промиль), что указывает на улучшение качества форпрессового масла. Таким образом, использование предлагаемой системы автоматического управления процессом влаготепловрй обработки маслосодержапщх материалов позволяет не только улучшить качество получаемого форпрессового масла и стабилизировать его выход, но и способствует получению экономии. Ожидаемый экономический эффект .от использования предлагаемой системы составляет 30000 руб в год при производительности маслозавода 400 т семян в сут. Эта экономия достигается за счет увеличения выхода масла с единицы перерабатываемого материала и улучшения его качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления процессом подготовки масличного материала к экстракции | 1982 |
|
SU1075240A1 |
| УСТРОЙСТВО ДЛЯ ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ МАСЛОСОДЕРЖАЩЕГО МАТЕРИАЛА ПЕРЕД ИЗВЛЕЧЕНИЕМ МАСЛА | 1990 |
|
RU2020146C1 |
| Способ подготовки обезэфиренных семян кориандра к прямой экстракции | 1989 |
|
SU1742306A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПОЛУЧЕНИЯ КУПАЖЕЙ РАСТИТЕЛЬНЫХ МАСЕЛ ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ ДЛЯ ПЕРЕРАБОТКИ СЕМЯН РАЗЛИЧНЫХ МАСЛИЧНЫХ КУЛЬТУР | 2022 |
|
RU2796849C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ В ШНЕКОВОМ ПРЕССЕ | 1997 |
|
RU2117577C1 |
| Способ автоматического управления влаготепловой обработкой дисперсных материалов с использоваием переменного комбинированного конвективно-СВЧ энергоподвода | 2016 |
|
RU2640848C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ СЫПУЧЕГО ПРОДУКТА | 1996 |
|
RU2112402C1 |
| Способ переработки масличных семян | 1984 |
|
SU1265211A1 |
| Способ получения тостированного подсолнечного шрота | 1980 |
|
SU998496A1 |
| Способ получения подсолнечного масла | 1981 |
|
SU1017708A1 |
. СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВЛАГОТЕШЮВОЙ ОБРАБОТКИ НАСЛОСОДЕРЖАЩИХ МАТЕРИАЛОВ, содержащая датчик температуры, установленный в аппарате влаготепловой обработки, и контуры регулирования подачи вода в увлажнительный шнек и уровня загрузки аппарата для влаготепловой обработки, отличающая с я тем, что, с целью улучшения качества форпрессового масла, она снабжена датчиками расхода глухого и острого пара, соединенными через соответствующие регуляторы с исполнительными механизмами, установлен1г 1ми на линиях подачи глухого и острого пара в аппарат влаготепловой обработки, и датчиками влажности маелосодержав х материалов, расположенными на линиях загрузки увлажнительного шнека, и аппарата влаготепло-вой обработки и на выходе последнего, W и связанными с соответствующими регуляторами подачи вода, глухого и острого пара, при этом датчик температуры подключен к регулятору подачи глухого пара. :л а 4s Qi