Изобретение относится к области машиностроения и может быть использовано в различных отраслях народного хозяйства. Известен способ получения заготовок типа валов, вкл ючающий отрезку заготовки от прутка, снятие заусенца и зацентровку. Отрезку заготовок производят отрезными резцами с главной режущей кромкой параллельной оси детали, или резцами с двумя режущими кромками 1. Недостатком способа является то, что на отрезной части заготовки остается заусенец в виде бобыщки, который удаляют на щлифовально-обдирочных станках, обычно вручную, для исключения увода и поломки центровых сверл на операции зацентровки. Это уменьшает производительность. Цель изобретения - повышение производительности способа. Поставленная цель достигается тем, что в известном способе получения заготовок типа валов, включающем отрезку заготовки от прутка, снятие заусенца, зацентровку, отрезку производят при вращении прутка вокруг оси, смещенной относительно его геометрической оси на величину +С где е - эксцентриситет; d -диаметр центрового отверстия; ft.-ширина заусенца; с - гарантированный зазор, а снятие заусенца выполняют на операции Л центровки. На фиг. 1 изображена схема операции отрезки; на фиг. 2 - схема зацентровки и снятие заусенца при зацентровке. На операции отрезки пруток 1 закрепляют в цанге 2, причем ось прутка смещена относительно оси цанги на величину. Отрезку производят резцом 3, при работе резца 3 получается заусенец 4, который удаляют на операции зацентровки центровочным сверлом 5. Обработка деталей по предлагаемому способу производится следующим образом. Отрезку производят при вращении прутка 1 вокруг оси, смещенной относительно ее геометрической оси, отрезным резцом 3. При отрезке заготовки 6 вследствие того, что ось вращения и геометрическая ось не совпадают, заусенец 4 образуется смещенным на величину( . Следующая операция зацентровки, на которой производят и снятие заусенца. Заготовка-вал 6 закрепляется любым известным способом: в патроне, цанге, призме и центровочным сверлом 5 производят зацентровку детали и одновременно режущими кромками конической или радиусной части центровочного сверла 5 снимают заусенец 4. Величина смещения оси вращения прутка 1 относительно его геометрической оси определяется следующим образом т- тгде е-эксцентриситет; d-диаметр центрового отверстия; О--ширина заусенца; С - гарантированный зазор, причем - -, гдеОф-диаметр фаски центрового отверстия. Гарантированный зазор с зависит от базирования при отрезке и зацентровке и погрешность обработки при отрезке и зацентровке. Пример. Отрезку валиков d&O из стали 40х с НБ 160... 200 производят отрезным резцом с радиусной режущей кромкой в четырехкулачковом патроне на станке 1К62. Материал резца ,- сталь Р6М5. После отрезки получилась бобышка, диаметр ее основания 2-3 мм, высота 2,53,5 мм. Режим резания при отрезке: max 17рез , 5 0,08 мл/об Зацентровку ведут центровочными сверлами тип 1 и тип 2 (по ГОСТ 14952-89) на станке 1К62 в трехкулачковом патроне. Центровочные отверстия выполняют по А 6, 3 ГОСТ 14034-74 и В 6, ЗГОСТ1403474. -На операции зацентровки режущими кромками центровочных сверл производят снятие бобышки без предварительной зачистки указанной бобышки на шлифовально-обдирочном станке. Эксцентриситет е на операции отрезки устанавливают кулачками четырехкулачкового патрона и его величина составляет 4.,2 в соответствии с формулой 4- -ь С 3,15-t-l,54r0,3 4,95. ft d 6,3 мм, а 3мм, С 0,3 мм). Центровые отверстия выполнены в соответствии с чертежом. Выполнение отрезки при вращении прутка вокруг оси, смещенной относительно его геометрической оси на величину Т- + С , а снятие заусенца на операции зацентровки, позволяет повысить производительность способа.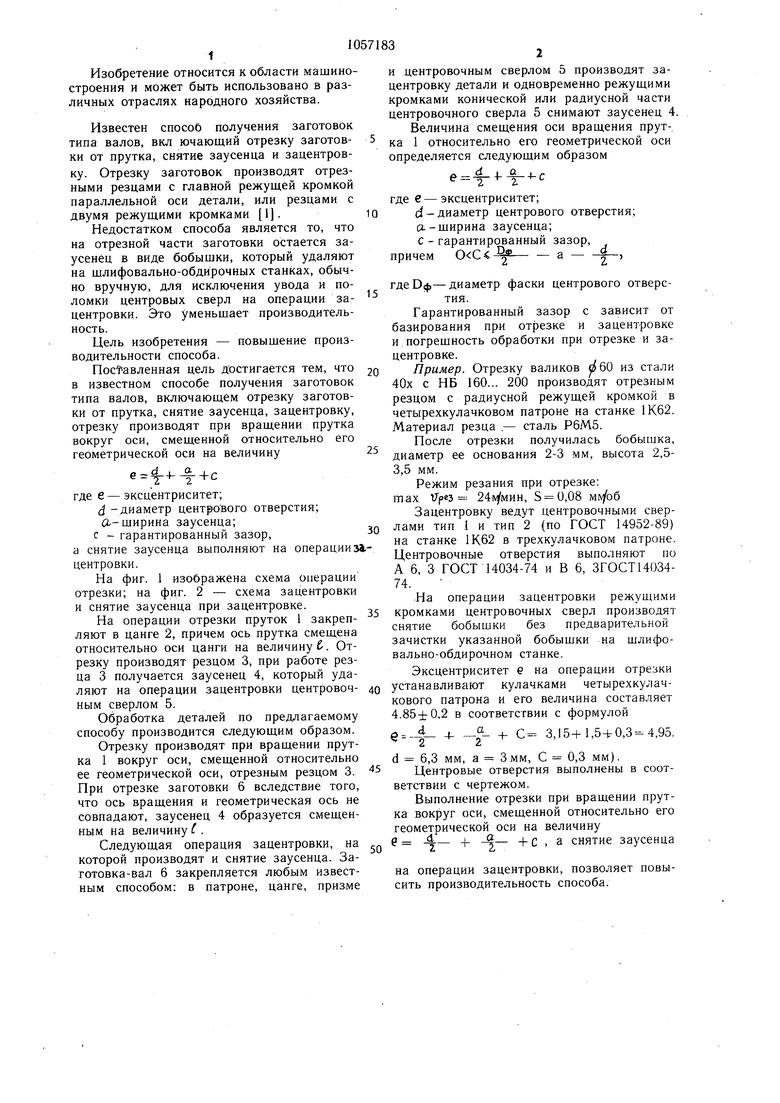
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Устройство для точения эксцентриковых деталей с эксцентриситетом от 0 мм до 10 мм | 2023 |
|
RU2828802C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2643008C1 |
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Устройство для удаления центрового остатка на обрабатываемой детали | 1991 |
|
SU1813588A1 |
| Способ изготовления винтов на продольно-токарных одно-шпиндельных автоматах и фрезерное приспособление для осуществления способа | 1955 |
|
SU112650A1 |
| УСТРОЙСТВО ДЛЯ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК И/ИЛИ СНЯТИЯ ЗАУСЕНЕЦ ВО ВНУТРЕННИХ ОТВЕРСТИЯХ | 2022 |
|
RU2798509C1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| Устройство для центрирования деталей | 1983 |
|
SU1142234A1 |
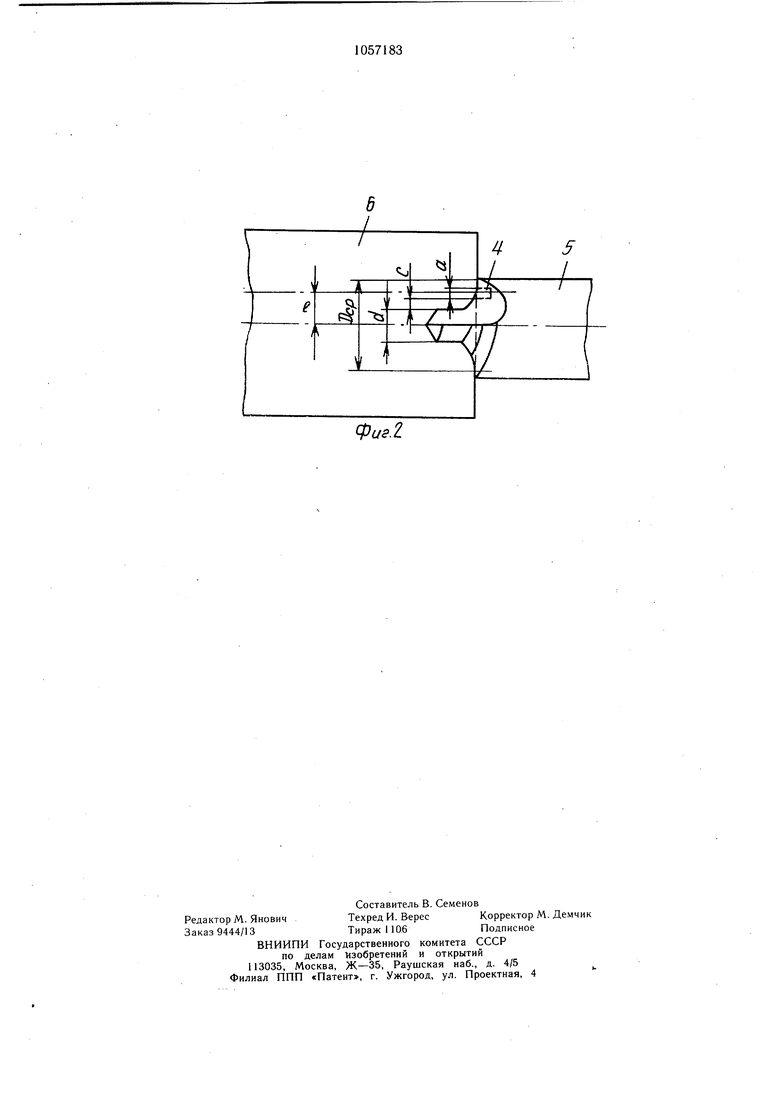
СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ТИПА ВАЛОВ, включающий отрезку заготовки от прутка, снятие заусен,ца и зацентровку, отличающийся тем, что, с целью повышения производительности, отрезку заготовки от прутка производят при вращении прутка вокруг оси, смещенной относительно геометрической оси заготовки на величину ,э d 1 а ,,. -2 + -j- -гС где е- эксцентриситет; d -диаметр центрового отверстия; а- щирина заусенца; с - гарантированный зазор, а снятие заусенца с заготовки выполняют одновременно с ее зацентровкой. (О (Л ел 00 со Cpus.i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аршинов В | |||
| А., Алексеев Г | |||
| А | |||
| Резание металлов и режущий инструмент, М., 1976, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
