Изобретение относится к обработке металлов резанием, в частности к токарной обработке эксцентриковых деталей имеющих смещенные оси с эксцентриситетом от 0 мм до 10 мм и может быть использовано в различных отраслях машиностроения на всех типах токарных станков.
Аналогом заявляемого изобретения являются токарно-винторезные станки типа 1К62 (см. руководство по эксплуатации «Станок токарно-винторезный 1К62» 1979 г.) и способы установки эксцентриковых деталей в трехкулачковом патроне. Один из способов - это использование мерной пластинки, которая располагается между заготовкой и одним из кулачков патрона («В помощь молодому токарю» Ш.А. Шахбазян, стр. 79, 1962 г.), другой способ заключается в установке эксцентриковых деталей в четырехкулачковом патроне с использованием индикатора для замера отклонения заготовки в 2-х сечениях («Основы токарного дела» А.Н. Оглоблин, стр. 246, 1974 г.) и способ установки частично обработанной детали на оправку со смещенной осью центровых отверстий («Основы токарного дела» А.Н. Оглоблин, стр. 246, 1974 г.).
Основными недостатками способа применения мерной пластинки является трудоемкость процесса подбора пластинки нужной толщины, связанная с тем, что кулачки расточены с разным радиусом и отклонением для минимизации биения каждого станка индивидуально. Недостатком способа установки эксцентриковых деталей в четырехкулачковом патроне с использованием индикатора является отсутствие возможности обработки эксцентриковых деталей с точно заданной величиной эксцентриситета, без переустановки детали, а также больших затрат времени на установку кулачков в необходимое положение с помощью индикатора и связанной с этим процессом трудоемкостью. Недостатком метода с использованием оправок является невозможность корректировки величины эксцентриситета без дополнительных операций связанных с изготовлением оправок.
Техническая проблема состоит в создании устройства для точения эксцентриковых деталей лишенного недостатков вышеупомянутых способов установки и точения эксцентриковых деталей на токарных станках.
Технический результат предлагаемого изобретения заключается в расширении арсенала технических средств для точения деталей, имеющих параллельно смещенные оси с эксцентриситетом от 0 мм до 10 мм.
Технический результат достигается за счет того, что устройство для точения эксцентриковых деталей имеющих смещенные оси с эксцентриситетом от 0 мм до 10 мм выполнено с возможностью закрепления в трехкулачковом патроне диаметром 250 мм токарно-винторезного станка, который имеет режущий инструмент на суппорте и снабжено разрезной эксцентриковой втулкой с нанесенными на ней указательными рисками и цифрами, в которую с возможностью вращения устанавливается эксцентриковая планшайба с хвостовиком с нанесенной на ней контрольной риской и закрепленный на упомянутой планшайбе трехкулачковый патрон диаметром 125 мм при помощи фиксирующих и крепежных винтов.
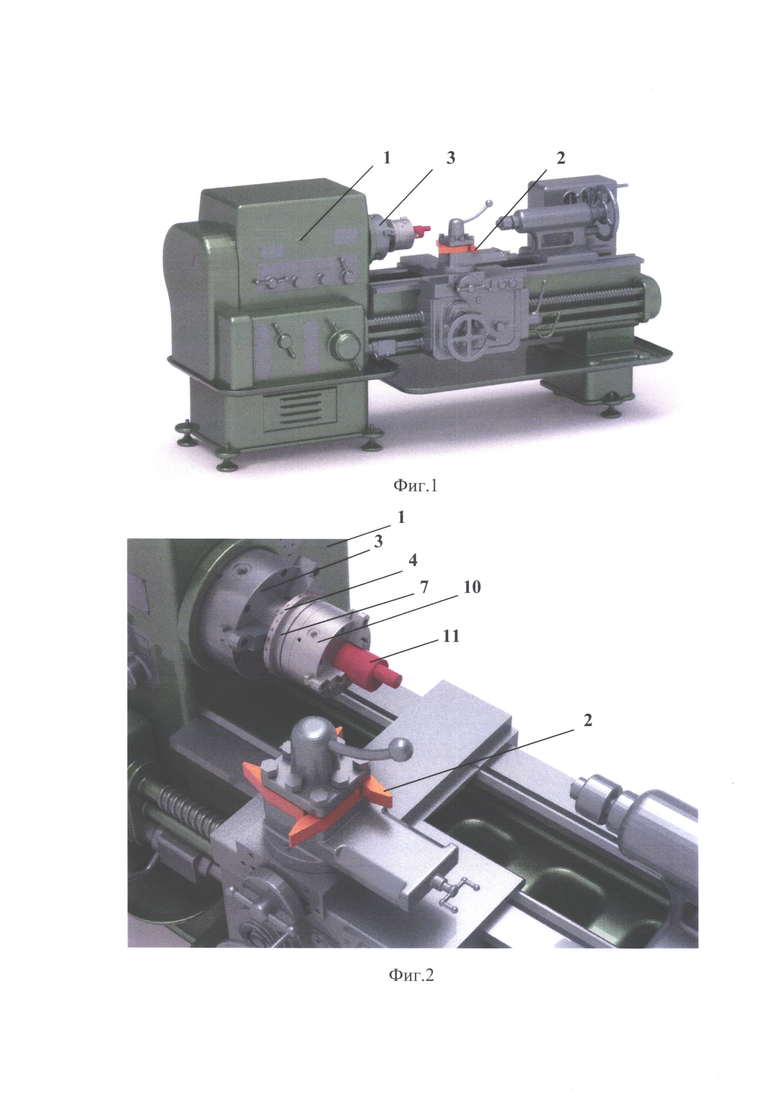
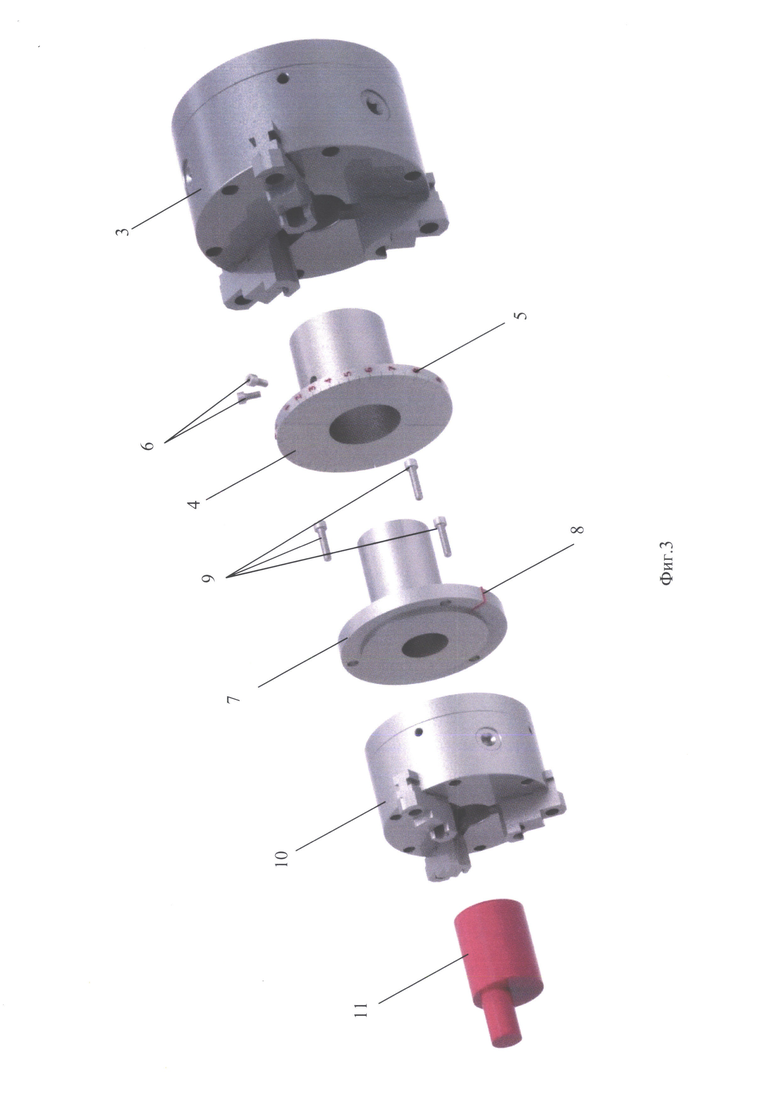
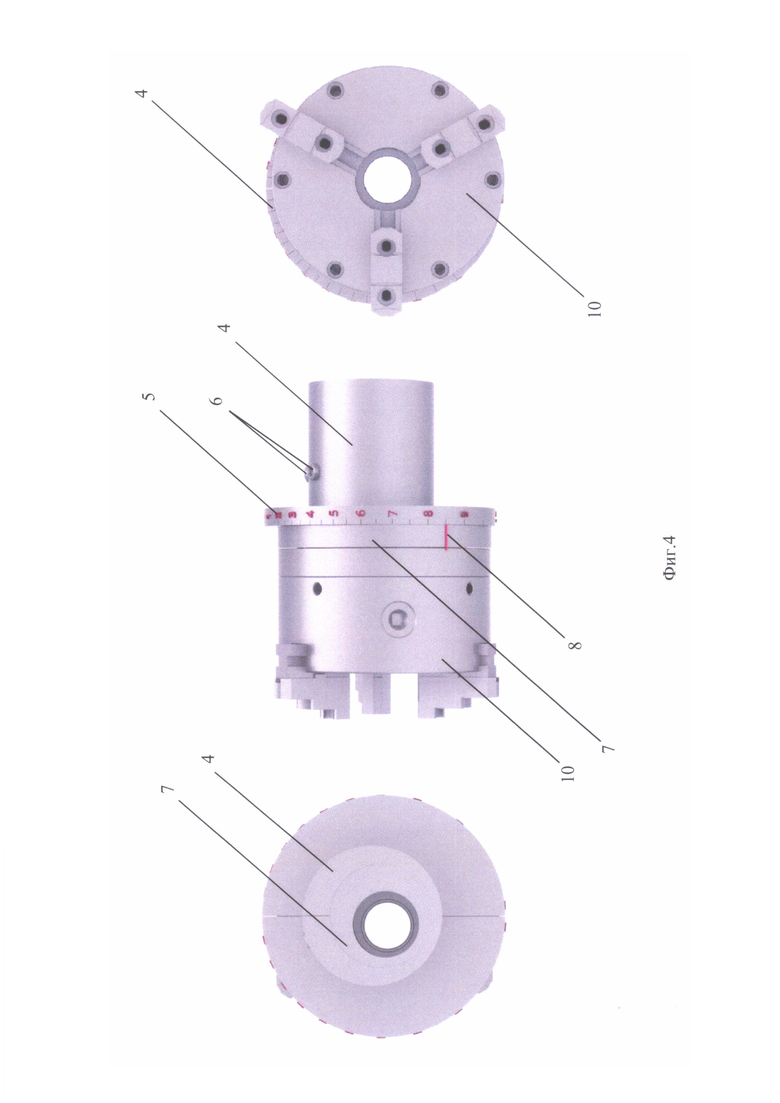
На фиг. 1 представлен общий вид токарно-винторезного станка с устройством для точения эксцентриковых деталей имеющих смещенные оси с эксцентриситетом от 0 мм до 10 мм, на фиг. 2 представлен укрупненный вид токарно-винторезного станка с устройством, на фиг. 3 представлен аксонометрический вид устройства для точения эксцентриковых деталей имеющих смещенные оси с эксцентриситетом от 0 мм до 10 мм (токарно-винторезный станок условно не показан), на фиг. 4 представлены геометрические проекции устройства (токарно-винторезный станок, трехкулачковый патрон диаметром 250 мм и обрабатываемая деталь условно не показаны), где:
1 - токарно-винторезный станок,
2 - режущий инструмент,
3 - трехкулачковый патрон диаметром 250 мм,
4 - разрезная эксцентриковая втулка,
5 - указательные риски с цифровым обозначением,
6 - фиксирующие винты,
7 - эксцентриковая планшайба с хвостовиком,
8 - контрольная риска,
9 - крепежные винты,
10 - трехкулачковый патрон диаметром 125 мм,
11 - обрабатываемая эксцентриковая деталь.
Устройство содержит разрезную эксцентриковую втулку 4 с нанесенными на ней указательными рисками и цифрами 5, в которую при помощи фиксирующих винтов 6 установлена эксцентриковая планшайба с хвостовиком 7 с нанесенной на ней контрольной риской 8 соединенная с трехкулачковым патроном диаметром 125 мм 10 при помощи крепежных винтов 9.
Устройство работает следующим образом:
В трехкулачковый патрон диаметром 250 мм 3 токарно-винторезного станка 1 устанавливается разрезная эксцентриковая втулка 4, в которой закреплена эксцентриковая планшайба с хвостовиком 7 посредством фиксирующих винтов 6, которая в свою очередь соединена с трехкулачковым патроном диаметром 125 мм 10 при помощи крепежных винтов 9. Ослабив фиксирующие винты 6 появляется возможность вручную провернуть трехкулачковый патрон диаметром 125 мм 10 с эксцентриковой планшайбой 7, как по часовой, так и против часовой стрелки относительно разрезной эксцентриковой втулки 4, контрольная риска 8 и указательные риски с цифровым обозначением 5 дают возможность выставить параллельно смещенную ось в требуемое значение эксцентриситета от 0 мм до 10 мм с шагом 0,5 мм. Затянув фиксирующие винты 6 можно устанавливать обрабатываемую эксцентриковую деталь 11 в трехкулачковый патрон диаметром 125 мм 10 с последующей подачей оборотов и подвода режущего инструмента 2 для обработки параллельно смещенного диаметра обрабатываемой детали 11.
Таким образом, использование предлагаемого устройства для точения эксцентриковых деталей имеющих смещенные оси с эксцентриситетом от 0 мм до 10 мм позволяет обрабатывать детали с заданным эксцентриситетом в пределах от 0 мм до 10 мм без применения способа использования мерных пластинок, способа использования четырехкулачкового патрона с индикатором, а также способа использования специальных оправок со смещенной осью центровых отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ Нестеренко В.И. установки деталей при обработке эксцентричных поверхностей на токарном станке и устройство для его осуществления | 1989 |
|
SU1727953A1 |
| Многокулачковая самоцентрирующая планшайба | 1989 |
|
SU1673293A1 |
| Устройство для обработки эксцентричных деталей | 1983 |
|
SU1248724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| ЭКСЦЕНТРИКОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2029892C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Устройство для обработки эксцентричных деталей | 1986 |
|
SU1335379A2 |
Изобретение относится к области металлообработки и может быть использовано, в частности, при токарной обработке ступенчатых эксцентриковых деталей, имеющих смещенные продольные оси ступеней с эксцентриситетом от 0 мм до 10 мм. Устройство содержит режущий инструмент, установленный на суппорте токарного станка, и приспособление для закрепления детали в трехкулачковом патроне станка, при этом приспособление выполнено в виде последовательно соединенных между собой дополнительного трехкулачкового патрона и двух промежуточных эксцентриковых элементов, установленных с возможностью относительного осевого поворота. Один из упомянутых элементов выполнен в виде эксцентриковой планшайбы с хвостовиком, а второй - в виде разрезной эксцентриковой втулки, при этом дополнительный трехкулачковый патрон закреплен при помощи винтов на планшайбе, которая посредством фиксирующих винтов соединена с эксцентриковой втулкой с размещением хвостовика планшайбы во втулке. На эксцентриковую втулку нанесены указательные риски с цифровым обозначением, а на эксцентриковую планшайбу - контрольная риска. Использование изобретения позволяет упростить процесс обработки эксцентриковых деталей и расширить технологические возможности устройства. 2 з.п. ф-лы, 4 ил.
1. Устройство для точения ступенчатой эксцентриковой детали, имеющей смещенные продольные оси ступеней с эксцентриситетом от 0 мм до 10 мм, содержащее режущий инструмент, установленный на суппорте токарного станка, и приспособление для закрепления упомянутой детали в трехкулачковом патроне токарного станка, при этом упомянутое приспособление выполнено в виде последовательно соединенных между собой дополнительного трехкулачкового патрона и двух промежуточных эксцентриковых элементов, установленных с возможностью относительного осевого поворота, причем на одном из элементов нанесены указательные риски с цифровым обозначением, а на другом - контрольная риска, отличающееся тем, что первый из упомянутых элементов выполнен в виде эксцентриковой планшайбы с хвостовиком, а второй из упомянутых элементов выполнен в виде разрезной эксцентриковой втулки, при этом дополнительный трехкулачковый патрон закреплен при помощи фиксирующих и крепежных винтов на упомянутой планшайбе, которая посредством фиксирующих винтов соединена с эксцентриковой втулкой с размещением хвостовика планшайбы во втулке, указательные риски с цифровым обозначением нанесены на эксцентриковую втулку, а контрольная риска - на эксцентриковую планшайбу.
2. Устройство по п. 1, отличающееся тем, что дополнительный трехкулачковый патрон выполнен с диаметром 125 мм.
3. Устройство по п. 1 или 2, отличающееся тем, что приспособление для закрепления упомянутой детали выполнено с возможностью установки в трехкулачковый патрон токарного станка с диаметром 250 мм.
| Универсальный трехкулачковый эксцентриковый патрон | 1948 |
|
SU80402A1 |
| Устройство для обработки эксцентричных деталей | 1983 |
|
SU1248724A1 |
| Устройство для изготовленияэКСцЕНТРичНыХ дЕТАлЕй | 1979 |
|
SU846287A1 |
| Устройство для обработки эксцентричных деталей | 1980 |
|
SU933286A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| JP 2011131321 A, 07.07.2011. | |||

