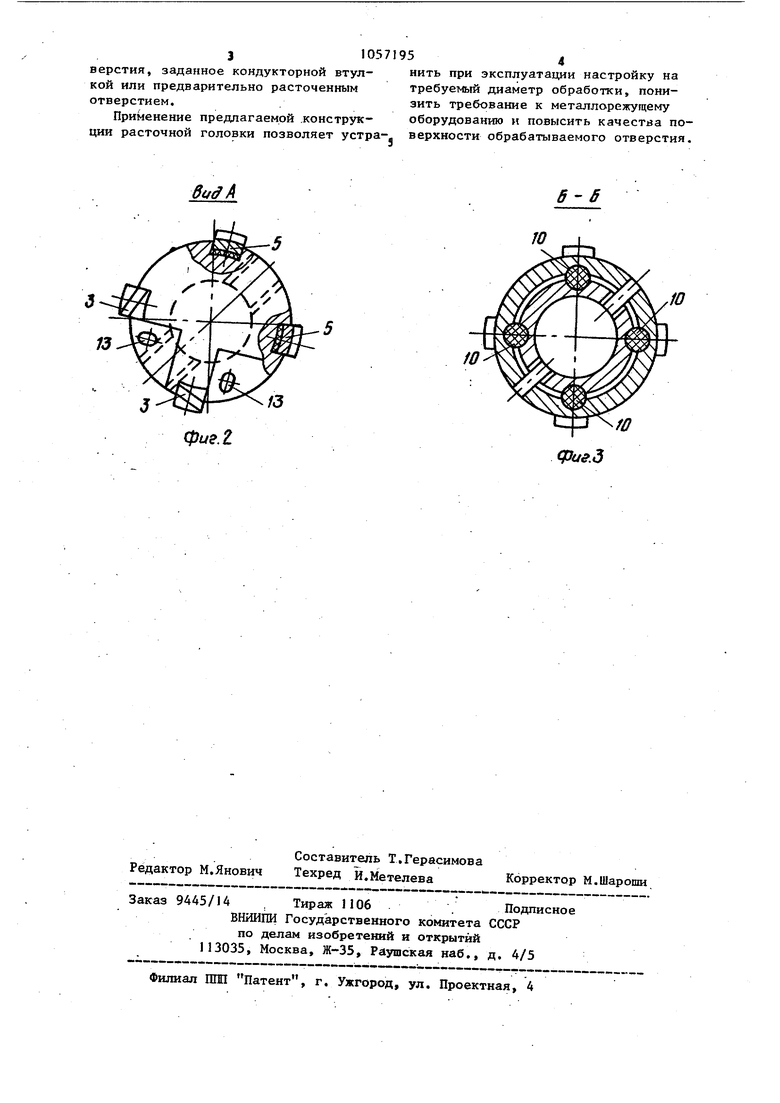
1 Изобретение относится к металлообработке и может быть использовано при расточке глубоких отверстий с точным направлением их осей. Известна расточная головка, соде жащая борштангу, на конце которой установлен расточной инструмент с. режущими основными, дополнительными, упругими направляющими элемента ми и с двумя торцовыми выступами для взаимодействия с пазами бор штанги D1 3 Недостатком известной конструкци головки является то, что по мере из носа основных и Дополнительных направляющих происходит перекос голов ки в кондукторной втулке под действием упругих направляющих элементов , что снижаетточность обрабатыв емого отверстия, а при больших.вели чинах износа приводит к заклиниванию инструмента и,, кроме того, известная головка не устраняет осевых крутильных колебаний и колебаний в продольной плоскости вокруг опорных элементов, которые ухудшают условия работы режущего элемента, , .понижая его стойкость, и ухудшают качество обрабатываемого отверстия Цель изобретения - повышение точ ности и снижение шероховатости поверхно.сти отверстия. Поставленная цель достигается тем, что расточная головка, содержа щая борштангу, на конце которой усTaHOBjieH расточной инструмент с рея ущими основными и дополнительньгми направляющими элементами, упругимн направляющими элементами и дву мя торцовыми выступами для взаимодействия с пазами борштанги, снабжена упругой муфтой,установленной между расточным инструментом и борштангой, а основные и дополнитель ные направляющие элементы установлены на одной образующей расточного инструмента, причем упругие направляющие элементы размещены между основными и дополнительными направляющими элементами .по оси и диаметрально противоположно последним, при этом торцовые выступы рас положены в плоскости симметрии упругих направляющих элементов,. На фиг. 1 изображена расточная головка, общий вид; на фиг. 2 вид по стрелке А на фиг. ; на фиг. 3 - сечение Б-Б на фиг. 1. 951 Расточная головка содержит борштангу 1, расточной инструмент 2, а также основные 3, дополнительные 4 и упругие 5 направлякицие элементы. Дополнительные направляющие элементы 4 расположены на противоположном конце расточного инструмента 2 симметрично основным направляющим элементам 3. Основные направляющие элементы 3 затачиваются как режущий элемент на длине ,l-0,25, где L - длина основных направляющих элементов. Подпружиненные направляющие элементы 5 служат для прижатия жестких напрйвляющих элементов 3 и 4 к поверхности отверстия 6. На конце расточного инструмента 2 выполнено двй Т-образных паза 7, посредством которых расточной инструмент 2 соединен с выступами упругой муфты 8. Крутящий момент от борштанги 1 к корпусу 9 упругой муфты 8 передается посредством цилиндрических упругих элементов 10, а осевое усилие - посредством упругого кольца 11. Для беззазорного базирования борштанги 1 по поверхности отверстия 6 на конце борштанги установлены упругие направляющие элементы 12. Отверстия 13 В-корпусе расточного инструмента служат для подвода СОЖ к режущим кромкам инструмента. Для осуществления процесса расто ки расточной инструмент устанавливают либо в кондукторную -втулку, либо в предварительно расточенное отверстие, диаметр которого соответствует окончательному диаметру отверстия, а дпина равна длине расточно.го инструмента 2 и участка упругой муфты и борштанги, включая упругие направляющие элементы 12. Под действием усилия прижима превышающим радиальную составлякяцзпо усилия резания, создаваемым упругими направляющими элементами 5, расточной инстрзгмент 2 перемещается относительно упругой муфты 8, по Т-образным пазам 7, прижимаясь к поверхности отверстия направляющими элементами 3 и 4. Постоянный прижим направляющих элементов 3 и 4 к поверхности отвер7 стия 6 относительно упругой муфты 8 и возможность радиального- перемещения расточного инструмента 2 относительно также упругой муфты 8 обеспечивает точное направлшгае оси отверстия, заданное кондукторной втулкой или предварительно расточенным отверстием.
Применение предлагаемой .конструкции расточной головки позволяет устра-.
нить при эксплуатации настройку на требуемьтй диаметр обработки, понизить требование к металлорежущему оборудованию и повысить качества поверхности обрабатываемого отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки глубоких отверстий | 1988 |
|
SU1583227A1 |
| Расточная головка | 1984 |
|
SU1240509A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Расточная головка | 1982 |
|
SU1103954A1 |
| Сверло | 1981 |
|
SU992134A2 |
| Сверло | 1982 |
|
SU1127704A2 |
| РАСТОЧНАЯ ГОЛОВКА | 1992 |
|
RU2014172C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Эжекторное сверло | 1980 |
|
SU933296A1 |
| Устройство для обработки глубоких отверстий | 1983 |
|
SU1093424A1 |
РАСТОЧНАЯ ГОЛОВКА, содержащая борштангу, на конце которой установлен расточной инструмент с режу арми основными и дополнительными направляКяцими элементами упругими направлякяЕЕИми элементами и двумя торцовыми выступами для взаимодействия с пазаьш борштанги, о т л и ч а ю щ а я с я тем, что, с целью повышею-гя точности и снижения шероховатости поверхности обрабатываемого отверстия. Головка снабжена упругой муфтой, установленной между расточным инструментом и борштангой, а основные и дополнителыше направлякхцие элементы установлены на одной образунядей расточного инструмента, причем упругие направляющие элеменпл размещены между основ шлми и дополнительными направляющими элементами по оси и диаметрально противоположно последним, при этом торцовые вы- стушу расположены в плоскости сим- метрии упругих направляющих элементов.
BttdA
6-6
фиг.д
