Изобретение относится к машиностроеншо, а именно к приспособлениям станков для дорнования и может быть использовано при обработке свободным объемным дорнованием с противонатяжением разностенных заготовок типа гильз и длинных цилинДров.
Известна опора протяжного станка, в корпусе которой расположены две подвижные в ос.евом направлении головки, обеспечивающие базирование обрабатываемой дорнованием заготовки посредством связанных между собой Iгидроцилиндров, образующих замкнутую гидрйвлическую систему. Под деист- вием гидравлического давления в -системе, развиваемого силой дорнова-v вания синхронно перемещаются навстрё чу одна другой или в противоположные стороны, обеспечивая противонатяжение заготовки в процессе дорнования С 1 Jo
Известная опора не обеспечивает выравнивания уровней напряженно-деформированного состояния тонких и толстых стенок обрабатьшаемых дорнованием заготовок, что приводит к снижению продольной и диаметральной точности трубных заготовок с большой исходной рлзностенностью.
Известна опора протяжного станка ylя дорноваяия. В корпусе опоры устаковлеиь снабженные подпружиненными кулачками неподв Екная опорная головка и подвижная натяжная головка, связанная с гидроприводом ее осевого перемещения. Устройство регулирования осевых напряжений растяжения деформируемой заготовки выполнено в виде двухпоршневого гидроцилиндра, связанного с системой гидропривода главного движения станка и обеспечивающего пропорциональную зависимость величины осевого перемещения натяжной головки от величины рабочего давления в гидроциливдре главного движения. Благодаря тому в процессе дорнования обеспечивается постоянный уровень осевых напряжений растяжения в каждом поперечном сечении по всей длине равностеннык заготовок C2J, ,
Однако при обработке дорнованием разностенных трубрых заготовок уровни осевых напряжениц растяжения в каждом поперечном сечении на участ-;ках с толстыми и тонкими стенками значительно отличаются друг от друга
вследствие того, что известная опора может обеспечить только одинако-
вую величину осевых перемещений в каждом поперечном сечении обрабатываемой заготовки, В результате при обработке в данной опоре разностенных заготовок значительно снижается их продольная и диаметральная точность.
Цель изобретения - повьпиение точности обработки путем увеличения диаметральной точности отверстий разностенньпс заготовок.
Поставленная цель достигается твб что опора для дорнования, включающая корпус с установленными в нем опорной и натяжной головками, снабженными подпружиненными кулачками, жестко соединенный с корпусом гидроцилиндр осевого перемещения натяжной головки, свя-занный через гидросистему опоры с устройством регулирования осевых напряжений растяжения деформируемой заготовки, снабжена замкнутыми напорным и сливным коллекторами, регуляторами давления и дополнительными гидроцилиндрами осевого перемещения натяжной головки выполненной в виде набора подвижных в осевом направлений кольцевьЬс секторов, каждый из которых связан со штоком соответствующего дополнительного гидроцилиндра, при этом напорг ный коллектор соединен через регулятор давления со щтоковой полостью
калсдого гидроцилиндра, а сливной коллектор соединен со штоковой и порщневой полостями каж,цого гидроцилиндра, причем устройство регулирования осевых напряжений растяжения дефор-
i мируемой заготовки связано с регулятором давления каждого гидроцилиндра.
Устройство регулирования осевых напряжений растяжения деформируемой заготовки выполнено в виде расположеного концентрично заготовке кольцевого секторного толщиномера, каждый сектор .которого подключе н через преобразователь к электромеханическому приводу регулятора давления соответствующего гидроцилиндра.
Кольцевой секторный толщиномер установлен с возможностью осевого перемещения между опорной и натяжной головками.
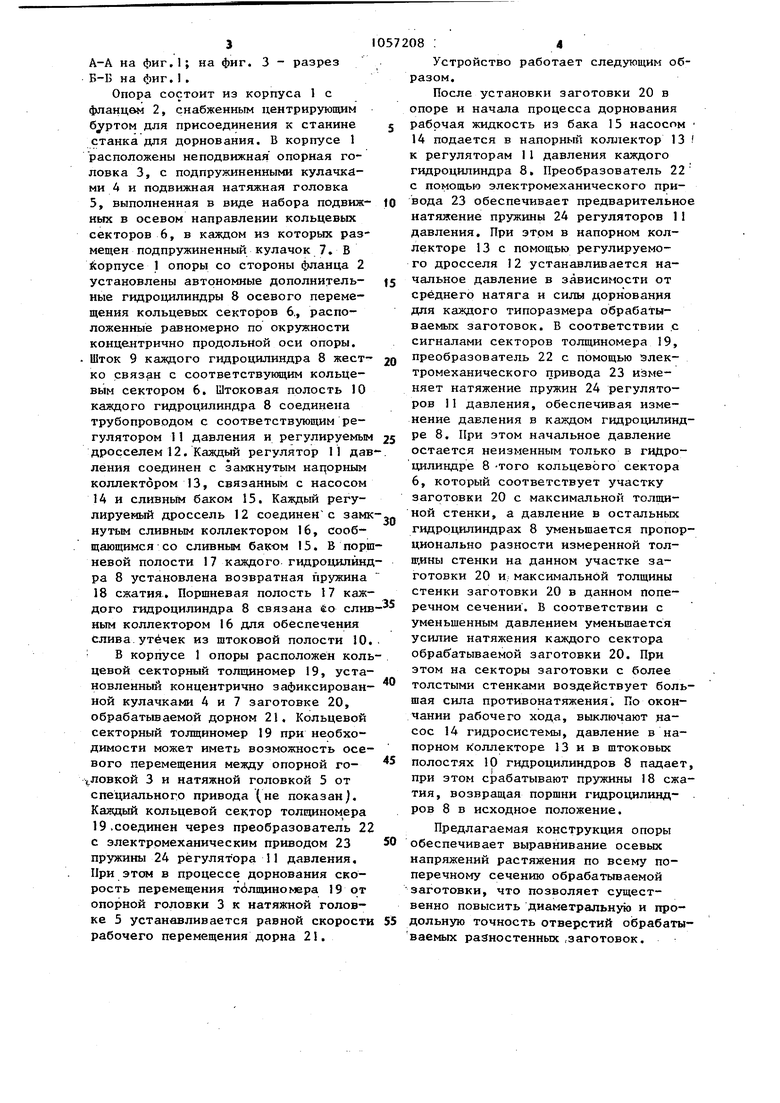
На фиг. 1 изображена опора, продольный разрез; на фиг. 2 - разрез A-A на фиг,1; на фиг. 3 - разрез Б-Б на фиг,I. Опора состоит из корпуса 1 с фланцем 2, снабженным центрирующим для присоединения к станине станка для дорнования, В корпусе 1 расположены неподвижная опорная головка 3, с подпружиненными кулачками 4 и подвижная натяжная головка 5, выполненная в виде набора подвижных в осевом направлении кольцевых секторов 6, в каждом из которых размещен подпружиненный кулачок.7, В Корпусе 1 опоры со стороны фланца 2 установлены автономные дополнительные гидроцилиндры 8 осевого перемещения кольцевых секторов 6., расположенные равномерно по окружности концентрично продольной оси опоры. . Шток 9 каждого гидроцилиндра 8 жестко связан с соответствукяцим кольцевым сектором 6. Итоковая полость 10 каждого гидроцилиндра В соединена трубопроводом с соответствующим регулятором 11 давления и регулируемым дросселем 12. Каждый регулятор 11 дав ления соединен с замкнутым нацорным коллектором I3, связанным с насосом 14 и сливным баком S5. Каждый регулируемый дроссель 12 соединенс замк нутым сливным коллектором 16, сообщающимся со сливным баком 15. В порш невой полости 17 каждого гидроцилйнд ра 8 установлена возвратная пружина 18 сжатия. Поршневая полость 17 каждого гидроцилиндра 8 связана to слив ным коллектором 16 для обеспечения слива.утечек из штоковой полости 10 В корпусе 1 опоры расположён кол цевой секторный толщиномер 19, установленньп концентрично зафиксирован- ной кулачками 4 и 7 заготовке 20, обрабатываемой дорном 21. Кольцевой секторный толщиномер 19 при необходимости может иметь возможность осевого перемещения между опорной го- ловкой 3 и натяжной головкой 5 от специального привода (не показан). Каждый кольцевой сектор толщиномера 19.соединен через преобразователь 2 с электромеханическим приводом 23 пружины 24 регулятора 11 давления. При этом в процессе дорнования скорость перемещения тблщиноьЕра 19 от опорной головки 3 к натяжной головке 5 устанавливается равной скорости рабочего перемещения дорна 21, 08 :4 Устройство работает следующим образом. После установки заготовки 20 в опоре и начала процесса дорнования рабочая жидкость из бака 15 насосом 14 подается в напорный коллектор 13 к регуляторам 1I давления каждого гидроцилиндра 8, Преобразователь 22 с помощью электромеханического привода 23 обеспечивает предварительное натяжение пружины 24 регуляторов 11 давления. При этом в напорном коллекторе 13 с помощью регулируемого дросселя 12 устанавливается начальное давление в зависимости от среднего натяга и силы дорнования для каждого типоразмера обрабатываемых заготовок. В соответствии .с сигналами секторов толщиномера 19, преобразователь 22 с помощью электромеханического привода 23 изменяет натяжение пружин 24 регуляторов 11 давления, обеспечивая изменение давления в каждом гидроцилиндре 8. При этом начальное давление остается неизменным только в гидроцилиндре 8 -того кольцевого сектора 6, который соответствует участку заготовки 20 с максимальной толщиной стенки, а давление в остальных гидроцилиндрах 8 уменьшается пропорционально разности измеренной толщины стенки на данном участке заготовки 20 и. максимальной толщины стенки заготовки 20 в данном поперечном сечении. В соответствии с уменьшенным давлением уменьшается усилие натяжения каждого сектора обрабатываемой заготовки 20. При этом на секторы заготовки с более толстыми стенками воздействует большая сила противонатяжения. По окончании рабочего хода, выключают насос 14 гидросистемы, давление в напорном Коллекторе 13 и в штоковых полостях 10 гидроцилиндров 8 падает, при этом срабатывают пружины 18 сжатия, возвращая поршни гидроцилинд- . ров 8 в исходное положение. Предлагаемая конструкция опоры обеспечивает выравнивание осевых напряжений растяжения по всему поперечному сечению обрабатьшаемой заготовки, что позволяет существенно повысить диаметральную и продольную точность отверстий обрабатываемых разностенных .заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Способ формообразования автомобильного бампера и устройство для его осуществления | 1983 |
|
SU1132999A1 |
| Способ дорнования | 1977 |
|
SU716676A1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Протяжный станок для дорнования | 1978 |
|
SU716729A1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2012 |
|
RU2508967C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| МНОГОСТЕРЖНЕВОЕ УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2219042C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |

I. ОПОРА ДЛЯ ДОРНОВАНИЯ, включающая корпус с установленными в нем опорной и натяжной головками, снабженными подпружиненными кулачками, жестко соединенный с корпусом ,ГИДРО1Д1ПИНДР осевого перемещения- натяжной головки, связанный через гидросистему опоры с устройством регулирования осевых напряженийрастяжения деформируемой заготовки, отличающаяся тем, что, с целью повьшения точиости обработки путем увеличения диаметральной точности отверстий разно.стенных заготовок, снабжена замкнутыми напорным и сливным коллекторами, регуляторами давления и дополнительными гидроцилиндрами осевого перемещения йатяжной головки, выполненной в виде набора подвижных в осевом направлении кольцевых секторов, каждый из которых связан со штоком соответствующего дополнительного гвдроцилиндра, при этом напорный коллектор соединен :через регулятор давления со штоковой полостью каждого гидроцилиндра, а сливной коллектор соединен со штоковой и поршневой полостями каждого гидроцилиндра, причем устрбйство регулирования осевых напряжений растяжения деформируемой заготовки связано с регулятором давI ления каждого гидроцилиндра. (Л 2.Опора по п.1, отличающая с я тем, что устройство регулирования осевых напряжений растяжения деформируемой заготовки выполнено в виде расположенного концентрично заготовке кольцевого секторного толщиномера, каждый сектор которого подключен через преобразователь к электромеханическому приводу регулятора давления соответствукидего гидроцилиидра. 3.Опора по пп. I и 2, отличающаяся тем, что кольцевой секторный толщиномер установлен с возможностью осевого перемещения между опорной и натяжной головками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
