Изобретение относится к обработке металлов давлением, в частности к способам растяжения с гибкой и устройствам для их осуществления, применяемым для формообразования заготовок, имеющих несимметричный профиль с локальными поверхностями.
Известный способ растяжения с гибкой на малую кривизну листовых заготовок, включающий операцию равномерного зажима концов заготовки с формованием поперечных гофров по периметру последней посредством кулачков, имеющих тормозные пороги и устройство для его осуществления, содержащее установленные на станине кронщтейны с возможностью регулирования расстояния между ними, прикрепленные к кронштейнам цилиндры растяжения, зажимные головки пуансона, связанные со щтоками этих цилиндров 1 и 2.
Однако при формообразовании заготовки, имеющей несимметричный профиль с локальными поверхностями, осуществить операцию равномерного зажима ее концов указанными способами и конструкциями не представляется возможным ввиду отсутствия настройки на равномерность зажима по всей поверхности заготовки и требования огромных усилий зажима.
Наиболее близкими к изобретению по технической сущности и достигаемому эффекту являются способ формообразования автомобильного бампера путем зажима концов заготовки с формованием технологических поперечных гофров и последующей гибки с растяжением и устройство для его осуществления, содержащее смонтированные на станине зажимные головки, связанные с гидроцилиндрами растяжения и имеющие каждая кинематически связанный с гидроцилиндром зажима кулачок и многогранную оправку с тормозными ребрами, установленный на равном расстоянии от зажимных головок пуансон, а также блок программного управления гидроцилиндрами 3.
Известные способ и устройство также не обеспечивают получение качественных изделий малой кривизны из несимметричного профиля с криволинейными сторонами из-за ненадежного закрепления концов заготовки. В результате происходит проскальзывание отдельных участков заготовки или возникает местная деформация. В первом случае деталь после гибки коробится и теряет форму, заданную чертежом. Во втором случае из-за местного перенапряжения в зажимах происходит разрушение материала, что вызывает окончательный брак.
Целью изобретения является повышение качества изделия путем повышения надежности закрепления концов заготовки несимметрично профиля с криволинейными сторонами.
Для достижения поставленной цели согласно способу формообразования автомобильного бампера преимущественно из заготовок несимметричного профиля с криволинейными сторонами путем зажима концов заготовки с формованием технологических поперечных гофров и последующей гибки с растяжением одновременно с формованием поперечных гофров на концах заготовки отформовывают перпендикулярные им продольные технологические гофры в зонах ее угловых участков.
В устройстве для формообразования автомобильного бампера, содержащем смонтированные на станине зажимные головки,
связанные с гидроцилиндрами растяжения и имеющие каждая кинематически связанный с гидроцилиндром зажима кулачок и многогранную оправку с тормозными ребрами, гибочный пуансон, установленный на равном расстоянии от зажимных головок,
а также блок программного управления гидроцилиндрами, каждая из зажимных головок снабжена кинематически связанными с гидроцилиндром зажима дополнительными кулачками с тормозными ребрами на рабочих поверхностях, размещенными перпендикулярно соответствующим граням оправки, гидроцилиндром осевого перемещения оправки, установленным коаксиально гидроцилиндру зажима, установленным на станине ползуном и направляющими для
0 каждого кулачка, при этом ползун связан с гидроцилиндром растяжения, шток которого жестко закреплен на станине, причем гидроцилиндр зажима выполнен с полостью в штоке и поршне для размещения гидроцилиндра осевого перемещения оправки, последний выполнен двухштоковым, один из его штоков соединен с ползуном, а другой - с оправкой, на гранях оправки, противолежаших дополнительным кулачкам, и на ее угловых участках выполнены тор0 мозные ребра, а кулачки выполнены с плоскими поверхностями для формовки продольных гофров, обращенными одна к другой. Кинематическая связь кулачков с гидроцилиндром зажима выполнена в виде устас новленного на его щтоке хомута с шарнирами тяг, закрепленных одними концами в шарнирах, связанных с соответствующими тягами убчатых секторов и взаимодействующих с.секторами зубчатых реек, каждая из которых жестко закреплена на -соответствую0 щей направляющей кулачка.
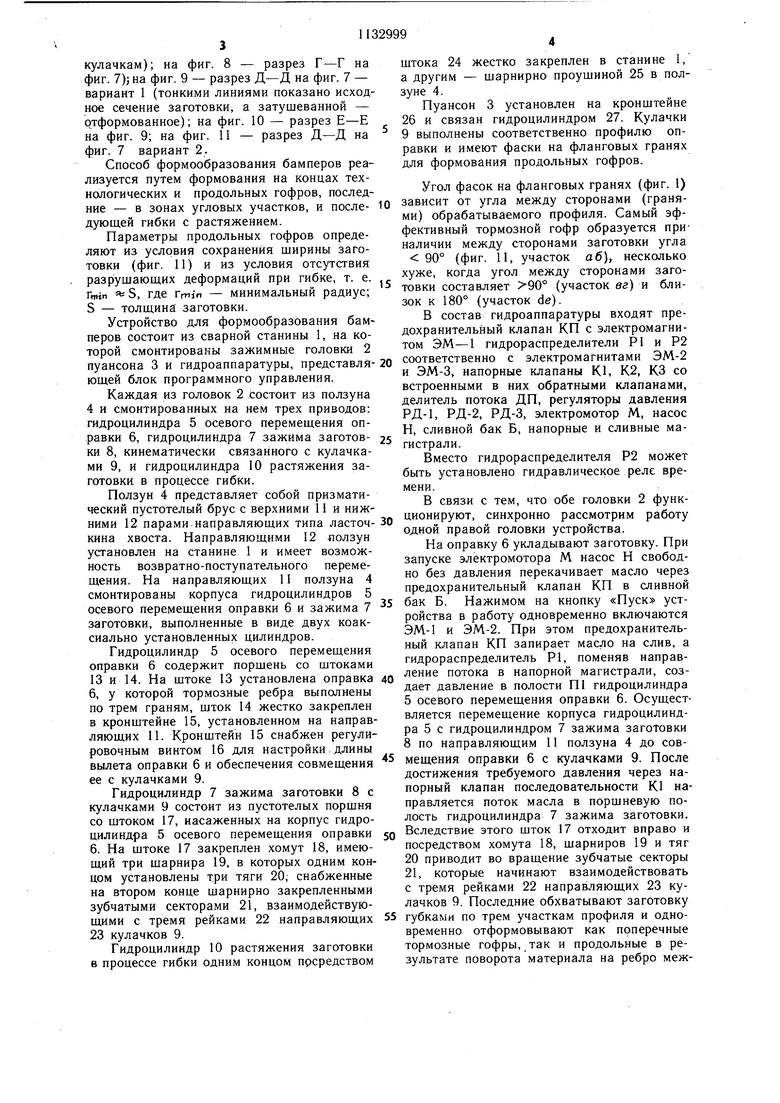
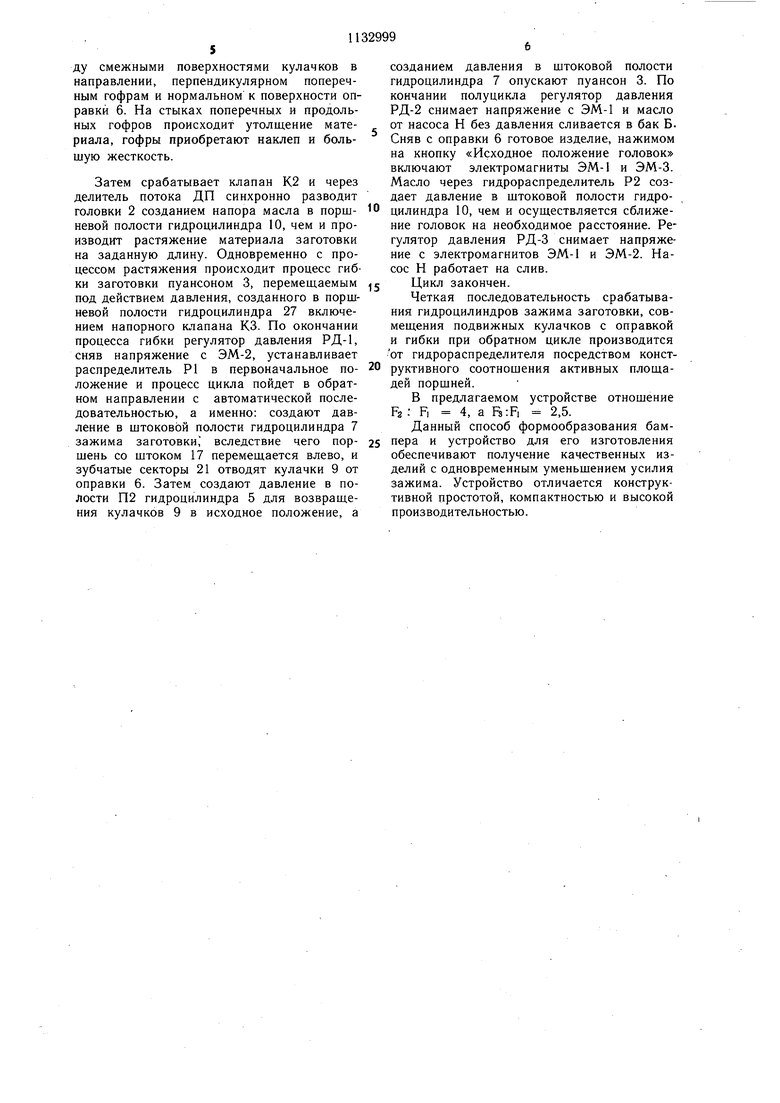
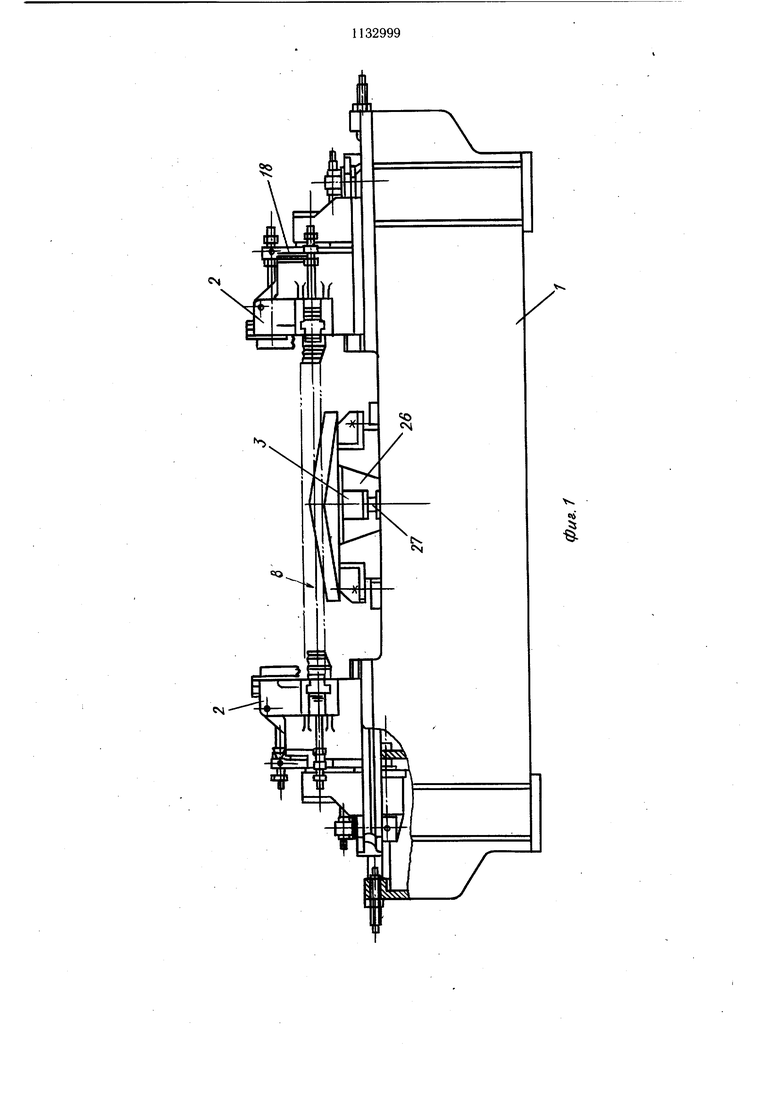
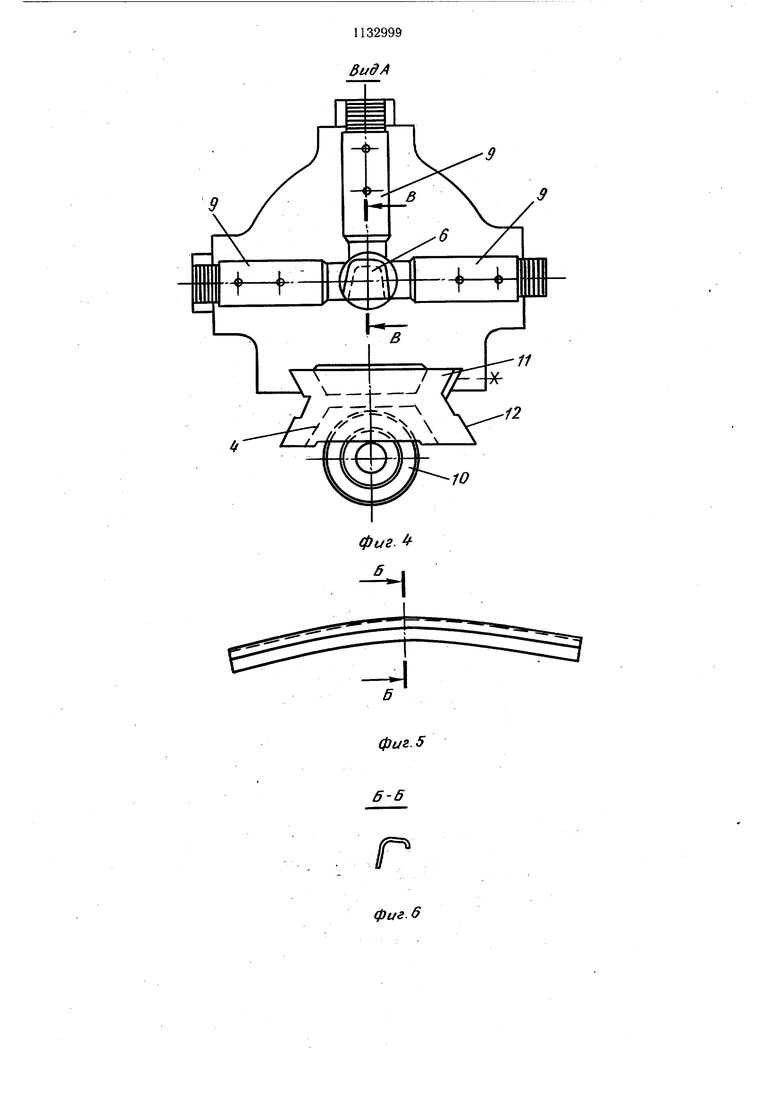
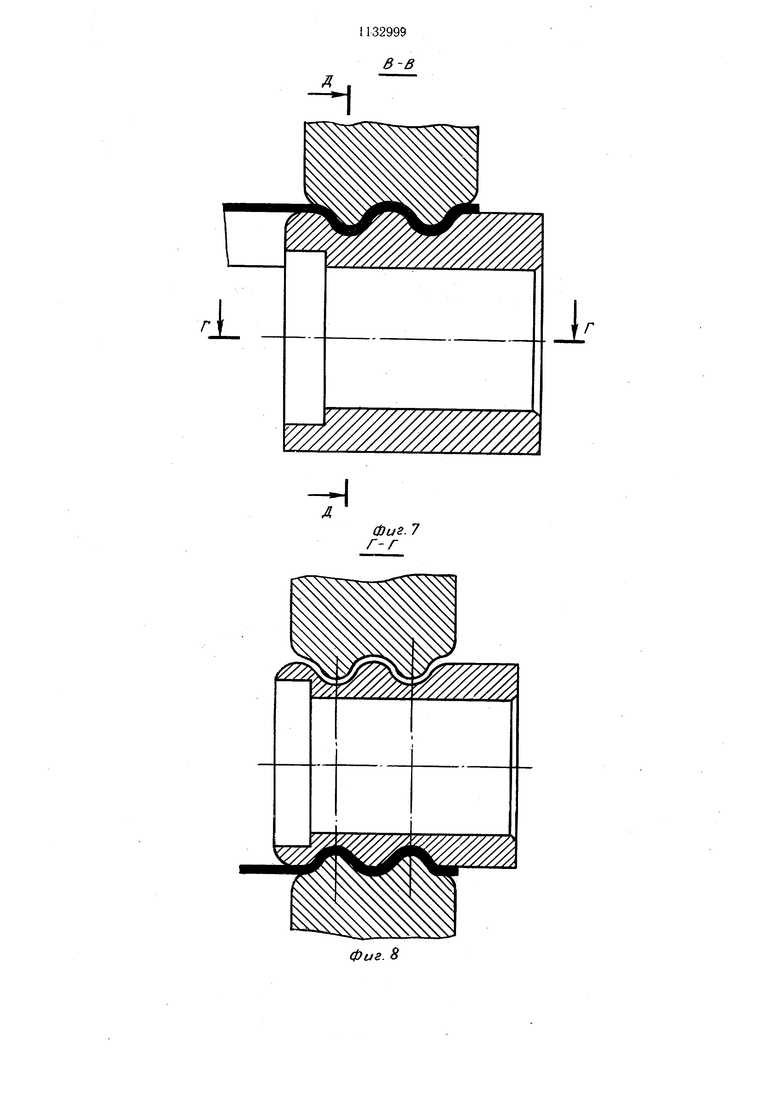
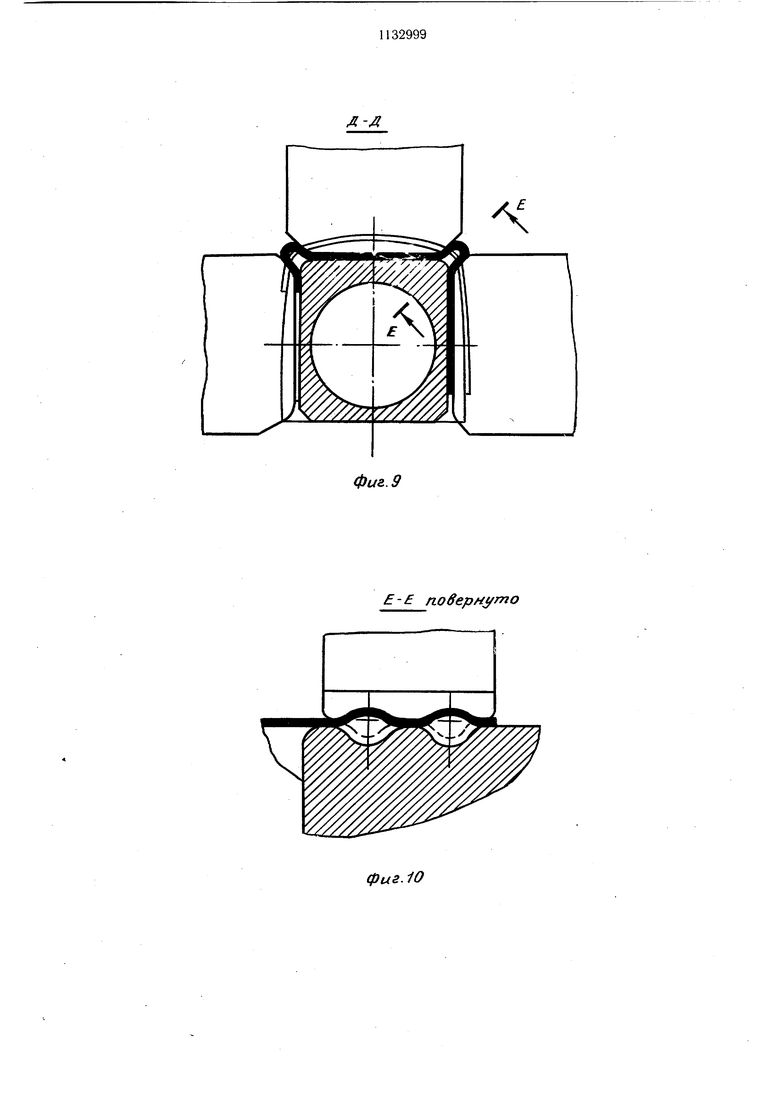
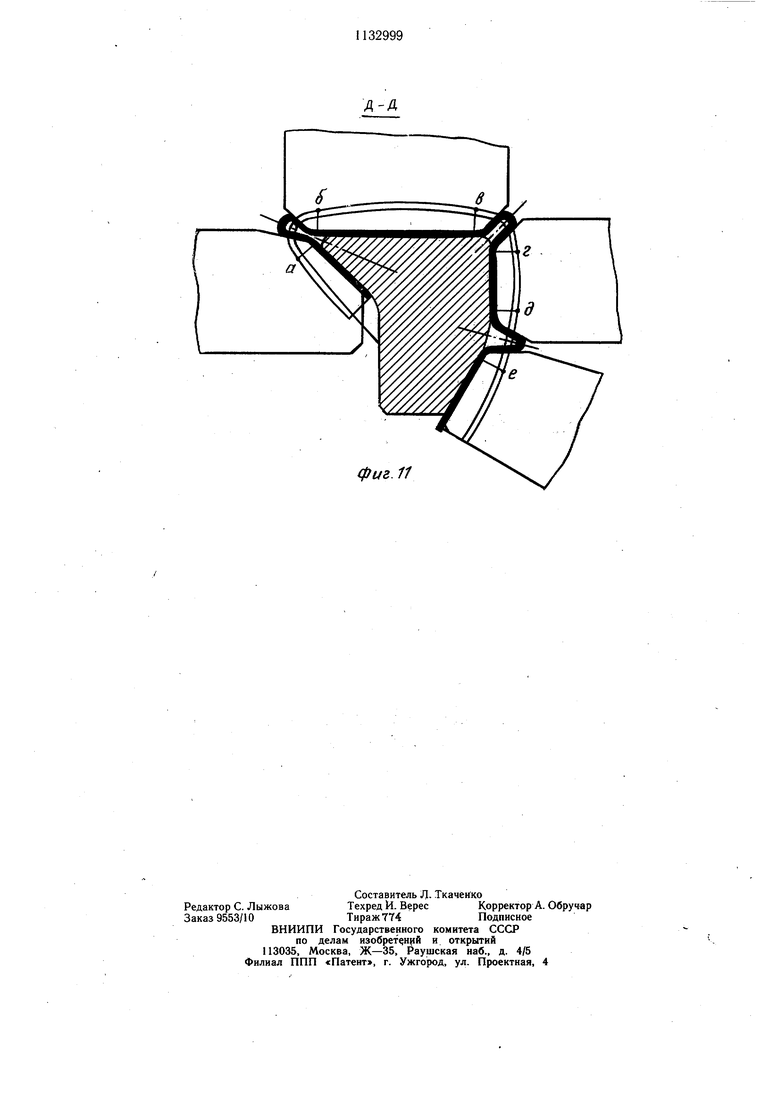
На фиг. 1 показано устройство для формообразования бампера, вид спереди; на фиг. 2 - гидросхема управления устройством; на фиг. 3 - головка для зажима конца заготовки; на фиг. 4 - вид А на фиг. 3 (в рабочем положении); на фиг. 5 - изделие (средняя часть бампера без боковых частей); на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 - разрез В-В на фиг. 4 -(по кулачкам); на фиг. 8 - разрез Г-Г на фиг. 7)j на фиг. 9 - разрез Д-Д на фиг. 7 - вариант 1 (тонкими линиями показано исходное сечение заготовки, а затушеванной - OJфopмoвaннoe); на фиг. 10 - разрез Е-Е на фиг. 9; на фиг. 11 - разрез Д-Д на фиг. 7 вариант 2. Способ формообразования бамперов реализуется путем формования на концах технологических и продольных гофров, последние - в зонах угловых участков, и последующей гибки с растяжением. Параметры продольных гофров определяют из условия сохранения ширины заготовки (фиг. 11) и из условия отсутствия . разрушающих деформаций при гибке, т. е. , где rmin - минимальный радиус; S - толщина заготовки. Устройство для формообразования бамперов состоит из сварной станины 1, на которой смонтированы зажимные головки 2 пуансона 3 и гидроаппаратуры, представляющей блок программного управления. Каждая из головок 2 Состоит из ползуна 4 и смонтированных на нем трех приводов: гидроцилиндра 5 осевого перемещения оправки 6, гидроцилиндра 7 зажима заготовки 8, кинематически связанного с кулачками 9, и гидроцилиндра 10 растяжения заготовкк в процессе гибки. Ползун 4 представляет собой призматический пустотелый брус с верхними 11 и нижними 12 парами.направляющих типа ласточкина хвоста. Направляющими 12 лолзун установлен на станине 1 и имеет возможность возвратно-поступательного перемещения. На направляющих 11 ползуна 4 смонтированы корпуса гидроцилиндров 5 осеТогоперемещенияо правкиТизаж7ма 7 заготовки, выполненные в виде двух коаксиально установленных цилиндров. Гидроцилиндр 5 осевого перемещения оправки 6 содержит поршень со штоками 13 и 14. На штоке 13 установлена оправка 6, у которой тормозные ребра выполнены по трем граням, шток 14 жестко закреплен в кронщтейне 15, установленном на направляющих 11. Кронштейн 15 снабжен регулировочным винтом 16 для настройки. длины вылета оправки 6 и обеспечения совмещения ее с кулачками 9. Гидроцилиндр 7 зажима заготовки 8 с кулачками 9 состоит из пустотелых порщня со штоком 17, насаженных на корпус гидроцилиндра 5 осевого перемещения оправки 6. На щтоке 17 закреплен хомут 18, имеюший три шарнира 19, в которых одним концом установлены три тяги 20, снабженные на втором конце шарнирно закрепленными зубчатыми секторами 21, взаимодействующими с тремя рейками 22 направляющих 23 кулачков 9. Гидроцилиндр 10 растяжения заготовки в процессе гибки одним концом прсредством штока 24 жестко закреплен в станине 1, а другим - шарнирно проушиной 25 в ползуне 4. Пуансон 3 установлен на кронштейне 26 и связан гидроцилиндром 27. Кулачки 9 выполнены соответственно профилю оправки и имеют фаски на фланговых гранях для формования продольных гофров. Угол фасок на фланговых гранях (фиг. 1) зависит от угла между сторонами (граня. и) обрабатываемого профиля. Самый эффективный тормозной гофр образуется при наличии между сторонами заготовки угла 90° (фиг. 11, участок а б), несколько У, когда угол между сторонами заго™вки составляет 90 (участок вг) и близок к 180° (участок de). В состав гидроаппаратуры входят предохранительный клапан КП с электромагнитом ЭМ-1 гидрораспределители Р1 и Р2 --г,. о соответственно с электромагнитами ЭМ-2 « М-З, напорные клапаны К1, К2. КЗ со встроенными в них обратными клапанами, делитель потока ДП, регуляторы давления РД-1, РД-2, РД-3, электромотор М, насос « гистрали. Вместо гидрораспределителя Р2 может быть установлено гидравлическое реле времени. В связи с тем, что обе головки 2 функЦионируют, синхронно рассмотрим работу правой головки устройства, На оправку 6 укладывают заготовку. При запуске электромотора М насос Н свободно без давления перекачивает масло через предохранительный клапан КП в сливной бак Б. Нажимом на кнопку «Пуск устP f ;гва в работу одновременно включаются ЭМ-1 и ЭМ-2. При этом предохранительный клапан КП запирает масло на слив, а гидрораспределитель Р1, поменяв направ ™™ напорной магистрали, соз давление в полости П1 гидроцилиндра « евого перемещения оправки 6. Осущест« «f « перемещение корпуса гидроцилиндР гидроцилиндром 7 зажима заготовки 8 О направляющим 11 ползуна 4 до совмещения оправки 6 с кулачками 9. После достижения требуемого давления через напорный клапан последовательности К1 направляется поток масла в поршневую полость гидроцилиндра 7 зажима заготовки, Вследствие этого шток 17 отходит вправо и посредством хомута 18, шарниров 19 и тяг 20 приводит во вращение зубчатые секторы 21, которые начинают взаимодействовать с тремя рейками 22 направляющих 23 кулачков 9. Последние обхватывают заготовку губками по трем участкам профиля и одновременно отформовывают как поперечные тормозные гофры, так и продольные в результате поворота материала на ребро между смежными поверхностями кулачков в направлении, перпендикулярном поперечным гофрам и нормальном к поверхности оправки 6. На стыках поперечных и продольных гофров происходит утолщение материала, гофры приобретают наклеп и большую жесткость. Затем срабатывает клапан К2 и через делитель потока ДП синхронно разводит головки 2 созданием напора масла в поршневой полости гидроцилиндра 10, чем и производит растяжение материала заготовки на заданную длину. Одновременно с процессом растяжения происходит процесс гибки заготовки пуансоном 3, перемещаемым под действием давления, созданного в поршневой полости гидроцилиндра 27 включением напорного клапана КЗ. По окончании процесса гибки регулятор давления РД-1, сняв напряжение с ЭМ-2, устанавливает распределитель Р1 в первоначальное положение и процесс Цикла пойдет в обратном направлении с автоматической последовательностью, а именно: создают давление в штоковой полости гидроцилиндра 7 зажима заготовки, вследствие чего поршень со штоком 17 перемещается влево, и зубчатые секторы 21 отводят кулачки 9 от оправки 6. Затем создают давление в полости П2 гидроцилиндра 5 для возвращения кулачков 9 в исходное положение, а созданием давления в штоковой полости гидроцилиндра 7 опускают пуансон 3. По кончании полуцикла регулятор давления РД-2 снимает напряжение с ЭМ-1 и масло от насоса Н без давления сливается в бак Б. Сняв с оправки 6 готовое изделие, нажимом на кнопку «Исходное положение головок включают электромагниты ЭМ-1 и ЭМ-3. Масло через гидрораспределитель Р2 создает давление в штоковой полости гидроцилиндра 10, чем и осуществляется сближение головок на необходимое расстояние. Регулятор давления РД-3 снимает напряжение с электромагнитов ЭМ-1 и ЭМ-2. Насос Н работает на слив. Цикл закончен. Четкая последовательность срабатывания гидроцилиндров зажима заготовки, совмещения подвижных кулачков с оправкой и гибки при обратном цикле производится от гидрораспределителя посредством конструктивного соотношения активных площадей поршней. В предлагаемом устройстве отношение РЗ : FI 4, а Fs:Fi 2,5. Данный способ формообразования бампера и устройство для его изготовления обеспечивают получение качественных изделий с одновременным уменьшением усилия зажима. Устройство отличается конструктивной простотой, компактностью и высокой производительностью. п1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки труб | 1982 |
|
SU1094637A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
| Устройство для управления процессом формообразования | 1974 |
|
SU562346A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1966 |
|
SU184797A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ТРУБНОЙЗАГОТОВКИ | 1966 |
|
SU188473A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Устройство для гибки плоских змеевиков | 1981 |
|
SU1055559A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
1. Способ формообразования автомобильного бампера преимущественно из заготовок несимметричного профиля с криволинейными сторонами путем зажима концов заготовки с формованием технологических поперечных гофров и последующей гибки с растяжением, отличающийся тем, что, с целью повыо ения качества изделий путем повышения надежности закрепления концов заготовки, одновременно с формованием поперечных гофров на концах заготовки отформовывают препендикулярные им продольные технологические гофры в зонах ее угловых участков. 2. Устройство для формообразования автомобильного бампера, содержащее смонтированные на станине зажимные головки, связанные с гидроцилиндрами растяжения и имеющие каждая кинематически связанный с гидроцилиндром зажима кулачок и многогранную оправку с тормозными ребрами, гибочный пуансон, установленный на равном расстоянии от зажимных головок, а также блок программного управления гидроцилиндрами, отличающееся тем, что каждая из зажимных головок снабжена кинематически связанными с гидроцилиндром зажима дополнительными кулачками с тормозными ребрами на рабочих поверхностях, размещенными перпендикулярно соответствующим граням оправки, гидроцилиндром осевого перемещения оправки, установленным коаксиально гидроцилиндру зажима, установленным на станине ползуном и направляющими для каждого кулачка, при этом ползун связан с гидроцилиндром растяжения, щток которого жестко закреплен на станине, причем гидроцилиндр зажима выполнен с полостью в щтоке и поршне для размещения гидроцилиндра осевого перемещения оправки, последний выполнен двухщтоковым, один из его щтоков соединен с ползуном, а другой - с оправкой, на гранях оправки, противолежащих дополнительным кулачкам, и на ее угловых участках выполнены тормозные ребра, а кулачки выполнены с плоскими поверхностями для формовки продольных гофров, обращенными оо ISD одна к другой. 3. Устройство по п. 2, отличающееся тем, оо со со что кинематическая связь кулачков с гидроцилиндром зажима выполнена в виде установленного на его щтоке хомута с щарнирами тяг, закрепленных одними концами в щарнирах, связанных с соответствующими тягами зубчатых секторов и взаимодействующих с секторами зубчатых реек, каждая из которых жестко закреплена на соответствующей направляющей кулачка.
22 23 фиг.З
Г
фиг. 6
i
i
Фиг. 7 Г-Г
фиг. 10
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мошнин Е | |||
| Н | |||
| Гибка, обтяжка и правка на прессах | |||
| М., Машгиз, 1959, с | |||
| ТКАЦКИЙ СТАНОК | 1920 |
|
SU300A1 |
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ТРУБЧАТЫХ ПАРОВЫХ КОТЛОВ С ЭЛЕМЕНТАМИ, СОСТОЯЩИМИ ИЗ ДВУХ ПЕТЕЛЬ, ВВОДИМЫХ В ПРОГАРНЫЕ ТРУБЫ КОТЛА | 1916 |
|
SU281A1 |
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
