. - . , 1 Изобретение относится к машинр;строению, в частности к протяжным станкам для обработки дорнованием от верстий трубных заготовок. Известны стандартные горизонтально-протяжные станки, которые без оснащения дополнительными механи ами могут быть использованы для повер ностного и свободного объемногб дорцования отверстий трубных заготовок. Прототипом изобретения является горизонтально-протяжной станок модели 7Б56 1 ,/ Он содержит основную и вспомогательную станины, на которых смонтированы приводы главного и вспомогательного движения, опору для дбрнования, установленную на лобовом листе основной станины, а также систему охлаждения станка, в которой смазочно-охлаждающая жидкость (СоЖ) подается в зон обработки методом свободного полива. Однако известный станок, имеющий в системе охлаждения избыточное давление СиЖ не выше 0,6-0,8 кГс/см , обеспечивает надежное выполнение дор нования только при обработке тонко.стенных заготовок и Заготовок 5,, средней толщиной стенки.При дорновании толстостенных заготовок необходимо высокое контактное давление на рабочих зубьях дорна (порядка 10001500 кГс/см), поэтому дорнование этих заготовок может проходить только при обеспечении .условий жидкостного трения в зоне деформирования заготовки многозубным дорном. Таким образом, расширение номенклатуры обрабатываемых трубных заготовок за счет толстостенньах заготовок возможно путем значительного повышения верхнего предела рабочего давления в системе охлаждения станка. При замене гидравлического насоса системы охлаждения на более мощный рабочее давление в системе может быть повышено толькодо 100-150кГс/см этого явно недостаточно для обеспечения процесса дорнования толстостенных Трубных заготовок. Цель изобретения - расширение номенклатуры обрабатываемых трубных заготовок. Для предлагаемый станок, содержащий основную станину с приводом главного движения станка, св.чзанным с рабочим патроном, вспомогательную
станину с приводом движения дорна, опору для дорнования установленнуюнаОсновной сТаййнё, и систему охлажДёнйя станка с подачей СОЖ свободным поливом, снагёжён расйбйбжШб Тв сэсновнМ допбМйй ной гидросистемой бхлаждения, состоящей из соединенных между собой силов:ь1х гйлравлических устройств типа: гидроцилиндров( корпуса которых закреплены в основной станине; а поршни жестко связаны с опорой для дорнования, дополнительная . : Гидросистема, связана с гидрополрстью р.абочего патрона, .. Рабочи.й патрон выполнен fi виде корпуса, в котором установлены направляющйе втулкй/ охватывающие подпружинённый в обевом направлений полый плунжер с осевым отверстием, сообщаювдмся с внутренней гидрополостью дорна и с дополнительной гидросистемой. ;,,...-.,....
Силовые гидравлические уст;ройства выполнены, в виде нескольких расставленйълх по окружности и гидравлически связанных между собой гидроцилиндров.
Силовыё гидравлические устройства могут быть также выполнены в виде кольцевой плунжерно-цйлйндрйческой пары, цилиндр которой располойсён в основной станине. . -
На фиг. 1 изображен описываемый станок на фиг. 2 - рабочий патрон, разрез на фиг. 3 и 4 - разрез А-А на фиг. 1/ конструктивныеварианты йыгЮйнёНйя силовых Гидравлических
устройств.- -: : . : ..
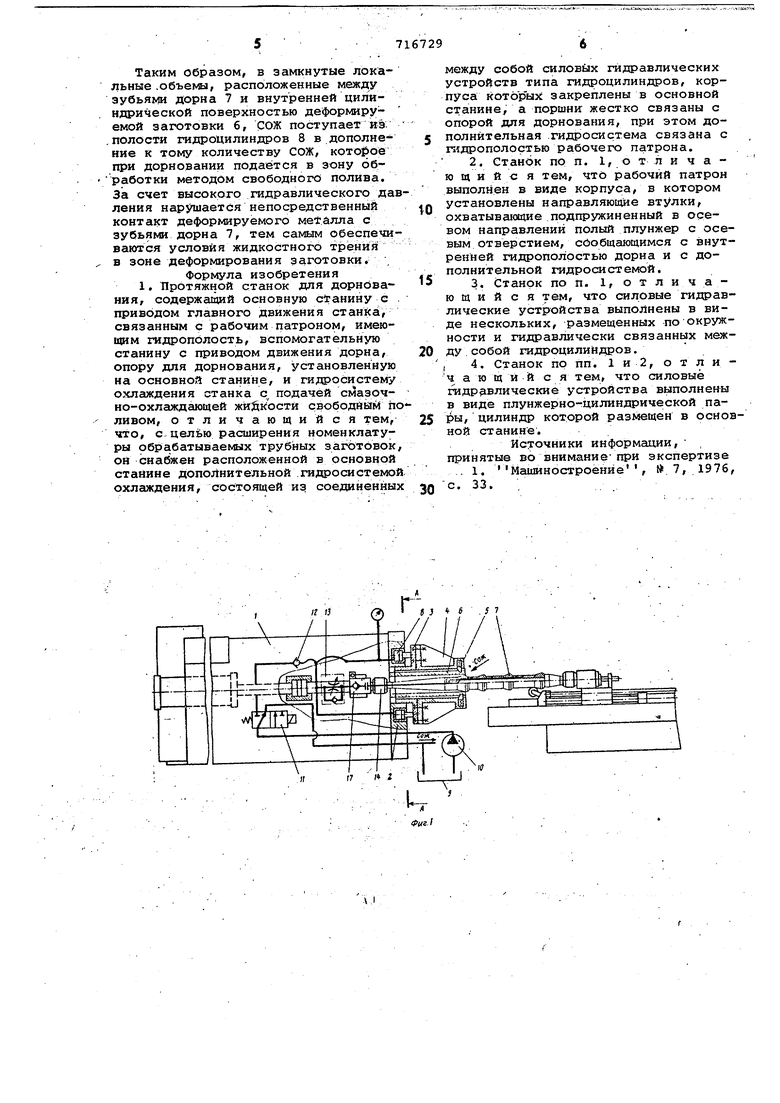
Стано к Ьрдёржй.т Основною с%анину i, на лобовом листе 2 которой
установлена подвижная в осевом направлёнри планшайба 3 с эа1ЙрёпленнЬй на ней Ъпорой 4. )5ля дорйо ан я. Подпружиненные кулачки 5 опоры 4 базируют трубную заготовку 6, обра батываемую многозубным дррном 7.. Цилиндрический пояс 5,к плайшайбы 3 установлен в отверстии лобового листа 2 станка, в который вмонтйровайо несколько гидроцилиндров 8с поршнями, штоКи которыхжёстко скрёплёны с планшайеЗой 3. .-Гидроцилиндры 8, соединенные между собой, образуют дополнительную гйдросйстему, эапоЛн 1емую СиЖ перед началом процесса дорнбёанйя c fiottoiabto гида охлаждения :Станка.(едняя содержит сливной бак 9, Гидронасос 10, соединенный через гидрораспредалитёль. 11, обратный клапан- 12 и дроссель с параллельно подключенным к нему обратным клапаном 13 с гидроцилиндрами 8 и гидрополостью рабочего патрона 14.
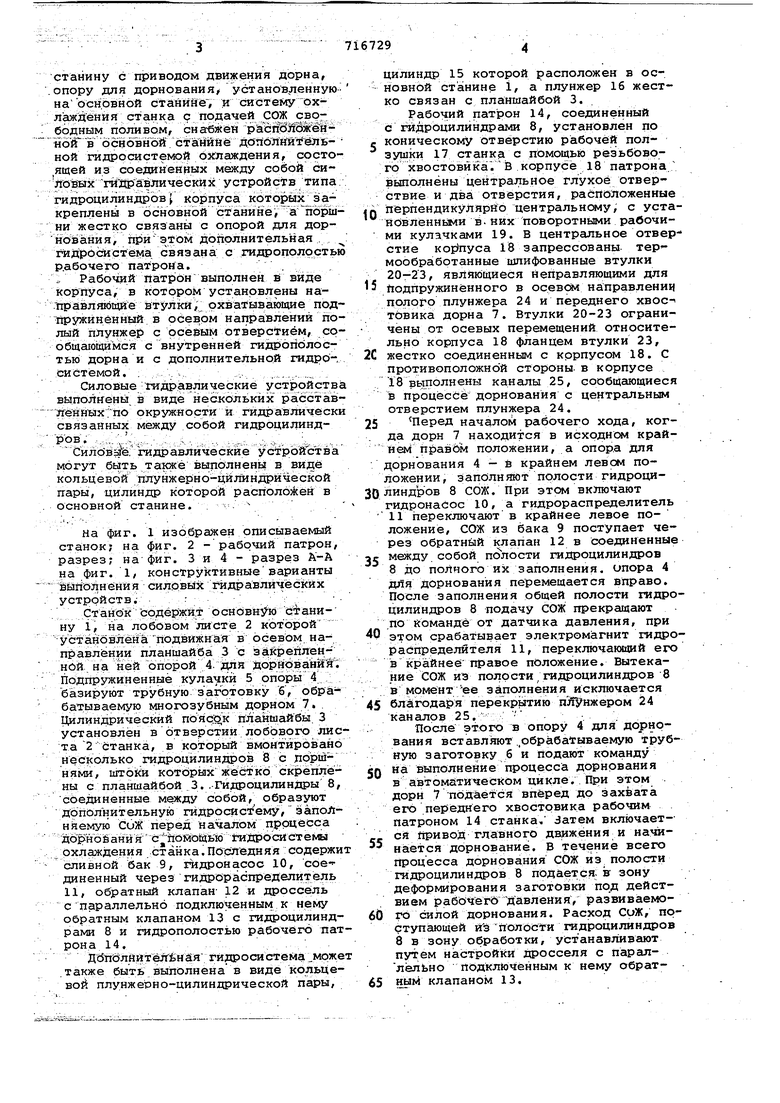
ДбпдлНйтелЁная- Гидросистема 1.может
.также быть выполнена в виде кольцевой плунжерно-цилиндрической пары.
цилиндр 15 которой расположен в основной станине i, а плунжер 16 жестко связан с планшайбой 3.
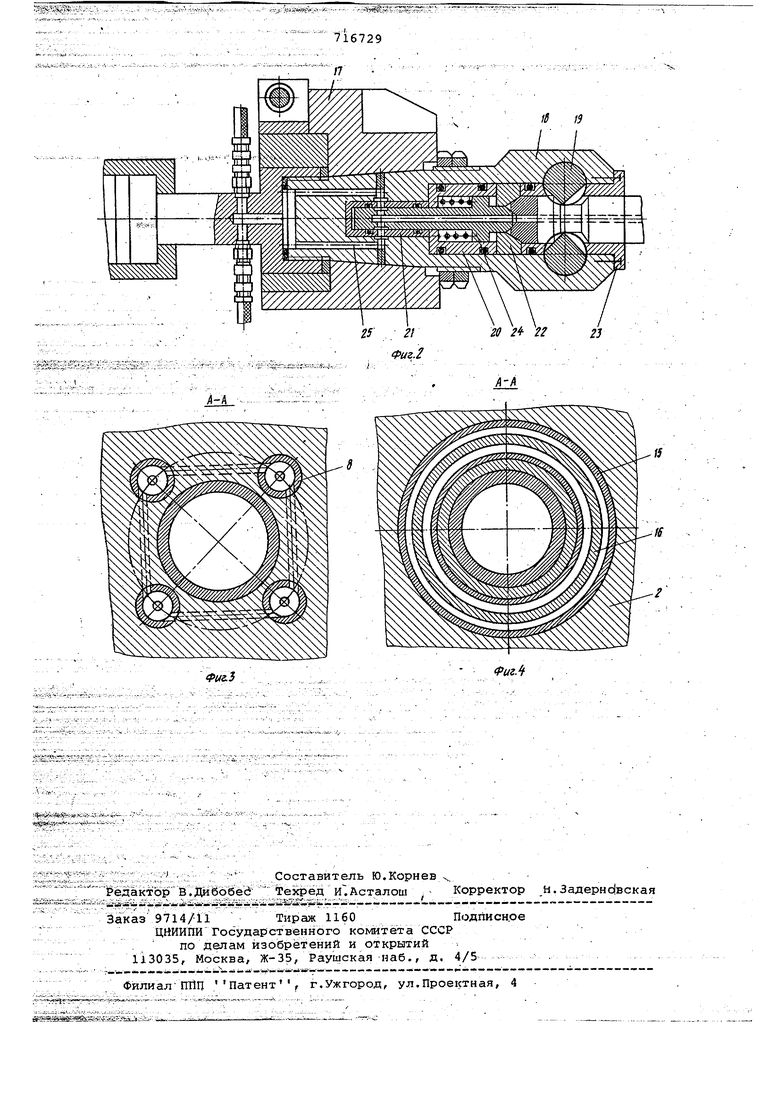
Рабочий патрон 14, соединенный с гйдроцилиндрами 8, установлен по коническому отверстию рабочей ползушки 17 станку с помощью резьбового хвостовика. IB корпусе 18 патрона выполнены центральное глухое отверствие и два отверстия, расположенйые перпендикулнрйо центральному, с установленными в.них поворотными рабочими кулачками 19. В центральное отверстие 18 запрессованы тер мообработанные шлифованные втулки 20-23, являющиеся Неправляющими для подпружиненного в осевсм направлении полого плунжера 24 и переднего хвостовика дорна 7. Втулки 20-23 ограничены от осевых перемещений относительно корпуса 18 фланцем втулки 23, жестко соединенным с корпусом 18. С противоположной стороны, в корпусе 18 выполнены каналы 25, сообщающиеся в процессе дорйованйя с центральным отверстием плунжера 24.
Перед началом рабочего хода, когда дорн 7 находится в исходном крайней правом положении, а опора для дорнования 4 - в крайнем левом положении, заполняют полости гидроцилиндров 8 СОЖ. При этом включают гидронасос Ю, а гидрораспределитель 11 переключают в крайнее левое положение, СОЖ из бака 9 поступает через обратный клапан 12 в соединенные между собой псхпости гидроцилиндров 8 до полного их заполнения, опора 4 для дорнования перемещается вправо. После заполнения общей полости гидроцилиндров 8 подачу СОЖ прекращают .по команде от датчика давления, при этом срабатывает электромагнит гидрораСпределителя 11, переключающий его в крайнееправое положение. Вытекание СОЖ из полости/гидроцилиндров 8 в мрмент ее заполнения исключается благода ря перекрытию пЙ5 нжером 24 каналов 25. ..
После этого в опору 4 для дорнования вставляют .,обрабатываемую трубную заготовку 6 и подают команду йа выполнение процесса дорнования в автоматическом цикле. При этом дорн 7 подаётся вперед до захвата егб переднего хвостовика рабочим патроном 14 станка, Затем включается привод главного движения и начинается дорнованиё. В течение всего процесса дорнования СОЖ из,полости гидроцилиндров 8 подается: в зону деформирования заготовки под действием рабочего давления, развиваемого силой дорнования. Расход СоЖ, поступающей ЙЗ полости 1Т1ДРОЦИЛИНДРОВ 8 в зону обработки, устанавливают путем настройки цросселя с параллёлЬно подклЮчёйным к нему обратным клапаном 13.
Таким Образом, в замкнутые локальные .объемы, расположенные между зубьями дорна 7 и внутренней цилиндрической поверхностью деформируемой заготовки б, СОЖ поступает из .полости гидроцилиндров 8 в дополнение к тому количеству СОЖ, которое при дорновании подаётся в зону 6б работки методом свободного полива. За счет высокого гидравлического давления нарушается непосредственный контакт деформируемого металла с зубьями дорна 7, тем самым обеспечиваются условия жидкостного трения в зоне деформирования заготовки.
Формула изобретения 1. Протяжной станок для дорнования, содержащий основную сТанину с приводом главного движения станка, связанным с рабочим патроном, имеющим гидропОлость, вспомогательную станину с приводом движения дорна, опору для дорнования, установленную на ОСНОВНОЙ станине, и гидросистему охлаждения станка с, подачей сл5азочно-охлаждающей жидкости свободный поливом, отличающийся тем, что, с-целью расширения номенклатуры рб абатываемых трубных заготовок, он снабжен расположенной в основной станине Дополнительной гидросистемой охлаждения, состоящей из соединенных
между собой силовых гидравлических устройств типа гидроцилиндров, корпуса которых закреплены в основной станине, а поршни жестко связаны с опорой для дорнования, при этом до5 полнйтельная гидросистема связана с П1дрополостью рабочего патрона.
2.Станок по п. 1, о т л и ч а вд щ и и с я тем, что рабочий патрон выполнен в виде корпуса, в котором установлены направляющие втулки,
10 охватывающие подпружиненный в осевом направлении полый плунжер с осевым отверстием, сообщающимся с внутренней гидрополостью дорна и с дополнительной тадросистемой.
5
3.Станок по п. 1, отличающийся тем, что силовые гидравлические устройства выполнены в виде нескольких, размещенных по окружности и гидравлически связанных меж0 ду собой гидроцилиидров.
, 4. Станок по пп, 1 и 2, о т л и ч а ю щ и И с я тем, что силовые гидравлические устройства выполнены в виде плунжерно-цилиндрической па5 Ры, цилиндр которой размещен в основной станин в ..
Источники информации, принятые во внимание-при экспертизе
1. Машиностроение, t 7, 1976,
0 32.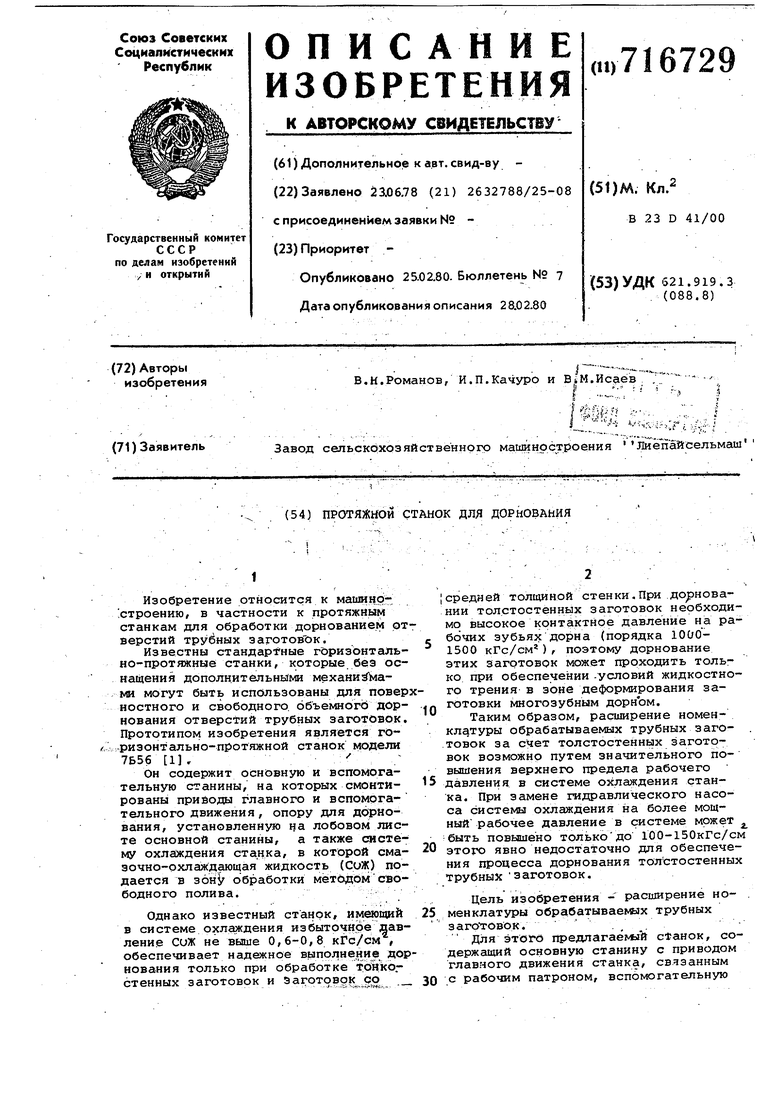
| название | год | авторы | номер документа |
|---|---|---|---|
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
| Протяжной станок для дорнования | 1979 |
|
SU772755A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| Протяжной станок для дорнования | 1980 |
|
SU891261A2 |
| Дорн | 1974 |
|
SU569409A1 |
| Способ ю.г.проскурякова и в.н.романова определения макрогеометрических отклонений формы заготовок трубного проката | 1974 |
|
SU652432A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Устройство для раздачи труб | 1976 |
|
SU590046A1 |
| Опора для дорнования | 1982 |
|
SU1057208A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |