(54) СПОСОБ ДОРНОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Опора для дорнования | 1982 |
|
SU1057208A1 |
| Протяжной станок для дорнования | 1977 |
|
SU716730A1 |
| СПОСОБ ДОРНОВАНИЯ С РАСТЯЖЕНИЕМ | 2011 |
|
RU2457932C1 |
| Способ снятия остаточных напряжений в трубных заготовках | 1978 |
|
SU774904A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2014 |
|
RU2573165C1 |
| Протяжный станок для дорнования | 1978 |
|
SU716729A1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| Опора протяжного станка конструкции завода "лиепайсельмаш | 1972 |
|
SU553060A1 |
Изобретение относи хзя к области ма-™ шиностроениЯ| ь частности к процессам обработки заготовок без сняткя стружки. Известен способ дорнования заготовок по схемам сжатия или растяжения, применяемый при обработке заготовок тшта втулок и коротких иипиндроя с отношением длины к диаметру менее 5 11 J . / Однакопри цефоршфованш заготойок типа гильз и длинных цилиндров эти
сп х;обы не обеспечиБатот задащадй точности обработки по непр51молинейности образующей обработа шого отверстия вследствие недостаточной продольной устойчивости и их разностсшюсТи трубных заготовок.
Известен также способ дорнования С противонатяжением, обеспечива.Ю11Шй за счет натяяшого устройства опоры огршщчение осевой деформации укорочени заготовки 2 .
Вследствие того, что D процессе Miio« розубого дорнования осевые напряжения растяжения изменяются и заготовке в
значительных пределах, отверстия деформ фованных по да1шому способу заго тонок имеют переменные диаметральные точности размеров и. фортч ы.
Целью изобретения является обеспечение постоянной по длине заготовки диаметральной тошости отверстий-,.
Это достигается тем, что нредвари- тельно опытным дорнованием. устанавливают уровень осевых напряжений растяжения, а в процессе дорнования выдерживают этот уровень постоянным пу« тем изменения направления и величины осевого усилия противонатяженая.
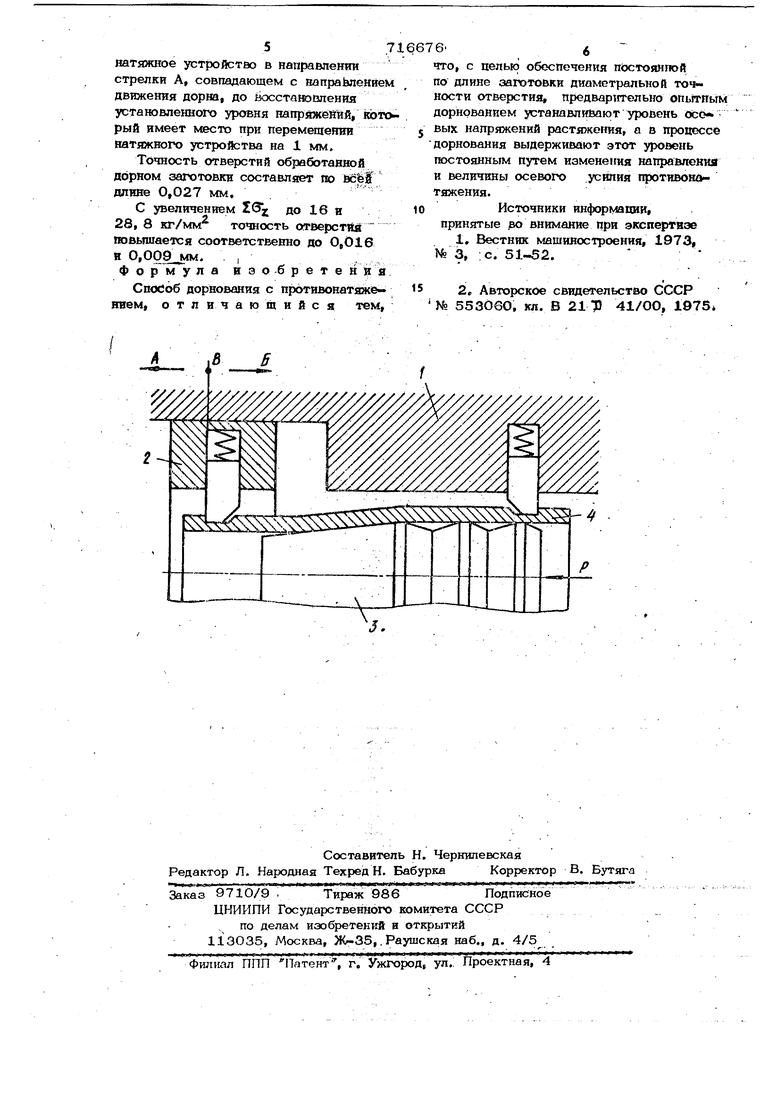
На чертеже изображена схема дорнования с противонЬтйженйем согласно предлагаемому способу, где 1 - опора для дорнован11я, 2 - натяжное устроГс- во опоры, 3 - шoгoзyбый дорн, 4 - де {}юрмируемая заготовка с двумя проточенвыми технологическими канавками..
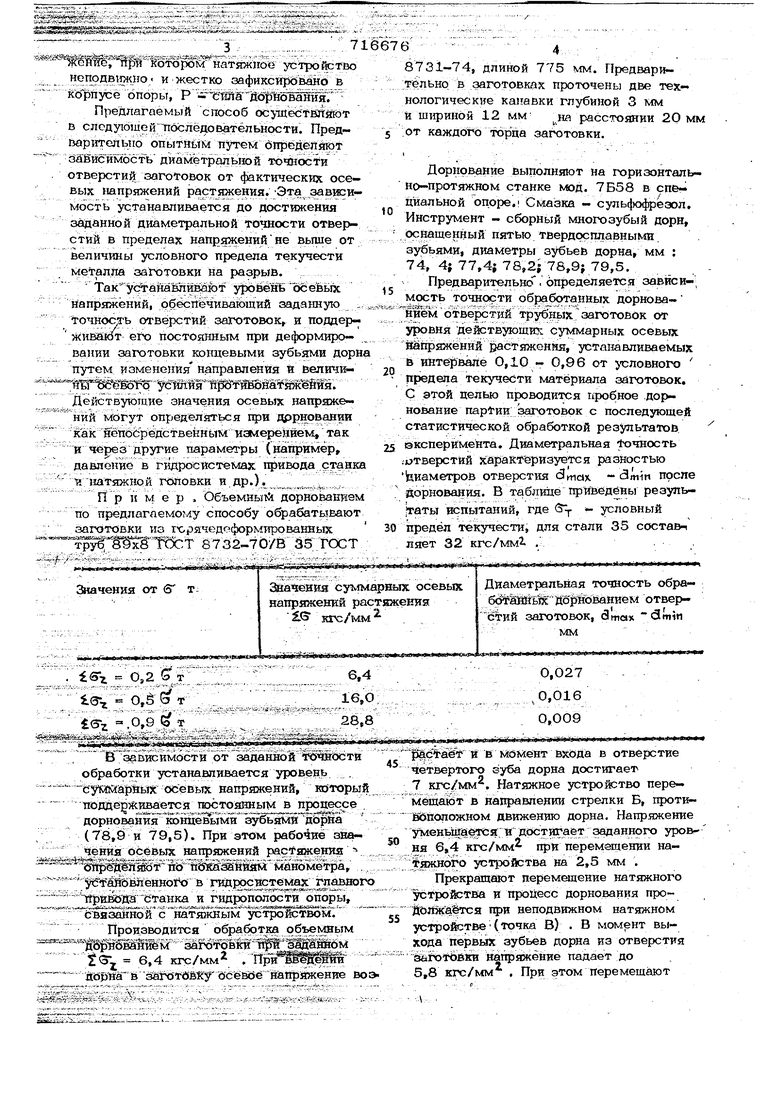
Стрелками А и Б показаны направления возмоаагых осевых перемещен натяжногю усй ройства, точкой В - роло T etitfe, при KoTOjxiM натяжное устройство - и жестко зафиксировано в кЪ1)пусё опоры, Р - с-ййа дорноваШ1я. Предлагаемый способ ocjiaecTBrtsnoT в слоду1бшей:1г1бслёдоватёльности. Предbapin-crtbtio опытйьш путем бгфёдеп5йот заЖйсймость диамгетралыюй точности отверстий заготовок от фактических осевых напряжений растяжения. Эта зависимость устанавливается до достижения заданной диаметральной точности отверстий в пределах напряжений не вьпие от величины условного предела текучести .Металла заготовки на разрыв. Так ашШи; Ьт уроййнь оёевьтх йапряжсний, рбёспёчива Ьщий заданную , точносзЬ отверстий захх товок и поддер жишют егх постоянным при деформировании заготовки концевыми зубьями Дорн путем изменения направления и величи m r fs & m- s v mfmmm. Действующие значения осевых напряжений могут определяться при дррновании как непосредственным измерением, так И через другие параметры (например, давление в гидросистемах привода станка и натяжной головки и др.). П р и м. е р , Объемный дорнованиам по предлагаемому способу обрабатывают заготовки из гх-рячедоформтгоованных 8732-70/в; З5::тост В заадсймостй от |Ейданной ткйй обработки устанавливается уровень суммарных осевых напряжений, которы поддерживается постоянным в процессе дорнования юонцевымЪ зу|Кямй до а (78,9 и 79,5). При этом рабочие осевых напряжений растяжения бПрёДёлВэтПо манометра, установленного в гидросистемах главно tpивoдa станка и гидрополости опоры, связаннойснатя)кнымус юйством Производится обработка объемным д81р«бва1(йЬм заготовки Трй |д1вном , Х tS-j 6,4 кгс/мм . яорна в заготбвКу осевое напряжение в ., , , . 7 б 87з1-74, длиной 775 мм. Предваритёльнр в заготовках проточень две технологические KajtaBKH глубиной 3 мм И Ш1фиНЬЙ 12 мм .на расстоянии 20мм от каждог-о торца заготовки, Дорнование выполняют на горизонтально-протяжном станке мод. 7Б58 в специальной опоре. I Смазка - сульфофрезол. Инструмент - сборный многозубый дорн, оснащенный пятью твердосплавными, зубьями, диаметры зубьеь дорна, мм : 74, 4} 77,4; 78,2-78,9; 79,5. Предварительно. определяется завис и-, мость точности обработанных дорноваyl y K :f -- , , J-v.-.---r --- ;-: ,- -.-:- - -.- - -; - - нием отверстий трубныхГ заготовок от уровня ;действующю: суммарных осевых ШпряжёнИй растяжения, устанавливаемых в интервале 0,10 - 0,96 от j-cnoBHoro предела текучести материала заготовок. С этой целью проводится пробное дорнование партии; заготовок с последующей статистической обработкой результатов эксперимента. Диаметральная точность итверстИй характеризуется разностью Ьиаметров отверстия . - clmin после дорнования. В таблице Приведены резуль таты испытаний, где - условный предел текучести, для стали 35 состав-i ляет 32 кгс/мм2. .., ИВ Мдмент входа в отверстие четвертого зуба дорна достигает 1 кгс/мм. Натяжное устройство перемещают в направлении стрелки Б, протиШпопожном движению дорна. Напряжение у 1еньЩаетСяТВ достигает заданного уровня 6,4 кгс/мм при перемещении натяжного устройства на 2,5 мм . Прекращают перемещение натяжного устройства и процесс дорнования проДЪй5Ка|тся 1ФИ неподвижном натяжном устройстве ( точка В) . В момент выхода первых зубьев дорна из отверстия й&1СЧ5т6йКи Напр8сясёние падает до 5,8 кгс/мм . При этом перемещают
натяжное устройство в направлении стрелки А, совпадающем с направлением движения дорна, до восстййовлення установленного уровня напряжеййй, kbroрый имеет место при перемещении натяжного устройства на 1 мм.
Точность отверстий обработанной дорном заготовки составляет по ficeif длине 0,027 мм.
С увеличением 2 до 16 н 28, 8 кг/ммг точность отверстия повьпиается соответственно до 0,016 и 0,. , Формула изобретения
Способ дорнования с нротивонатяжением, отличающийся тем,
что, с целью обеспечения постоянной по длине заготовки диаметральной точности отверстия, предварительно опьггпыМ дорнрванием устанавлийают уровень осб J вых напряжений растшкония, а в процессе дорнования выдерживают этот уровень посто$шным путем изменения направления и величины осевого усилия противонотяжения. 10Источники информации,
принятые во внимание при экспертизе 1 Вестник машиностроения, 1973, № 3, :с. 51-52.
5 2. Авторское свидетельство СССР № 553060, кл. В 21 75 41/00, 1975
