о
СП
сд
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ терморихтовки тонколистовогопРОКАТА из ВыСОКОпРОчНыХ СТАлЕй | 1979 |
|
SU840160A1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЗАГОТОВОК И ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1433037A1 |
| СПОСОБ ПРАВКИ ПЛАСТИКОВЫХ ПОДДОНОВ | 2021 |
|
RU2778925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2568803C1 |
| Способ печной пайки в вакууме под давлением | 1990 |
|
SU1821302A1 |
| Способ терморихтовки прецизионных гибких дисков и устройство для осуществления | 1985 |
|
SU1355636A1 |
| Устройство для термической правки дисков | 1986 |
|
SU1375376A1 |
| Способ обработки тонколистовой стали аустенитного класса | 1989 |
|
SU1719441A1 |
СПОСОБ ТЕРМОРИХТОВКИ ТОНКОЛИСТОВОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ, включающий набор заготовок в пакет, размещение его между опорными плитами, приложение давления с одновременным приложением растягиваюцего усилия, нагрев пакета до 470-550°С, выдержку и охлаждение, о т л и ч а ющ и и с я тем, что, с целью повышения плоскостности при одновременном повышении механических свойств, перед размещением между опорными плитами пакет помещают между технологическими плитами, оставляя концы пакета сяободными, нагрев пакета и выдержку осуществляют вместе с технологически плитами, затем зажимают свободные конс S цы пакета между холодными опорными плитами и после приложения усилия сл технологические плиты демонтируют.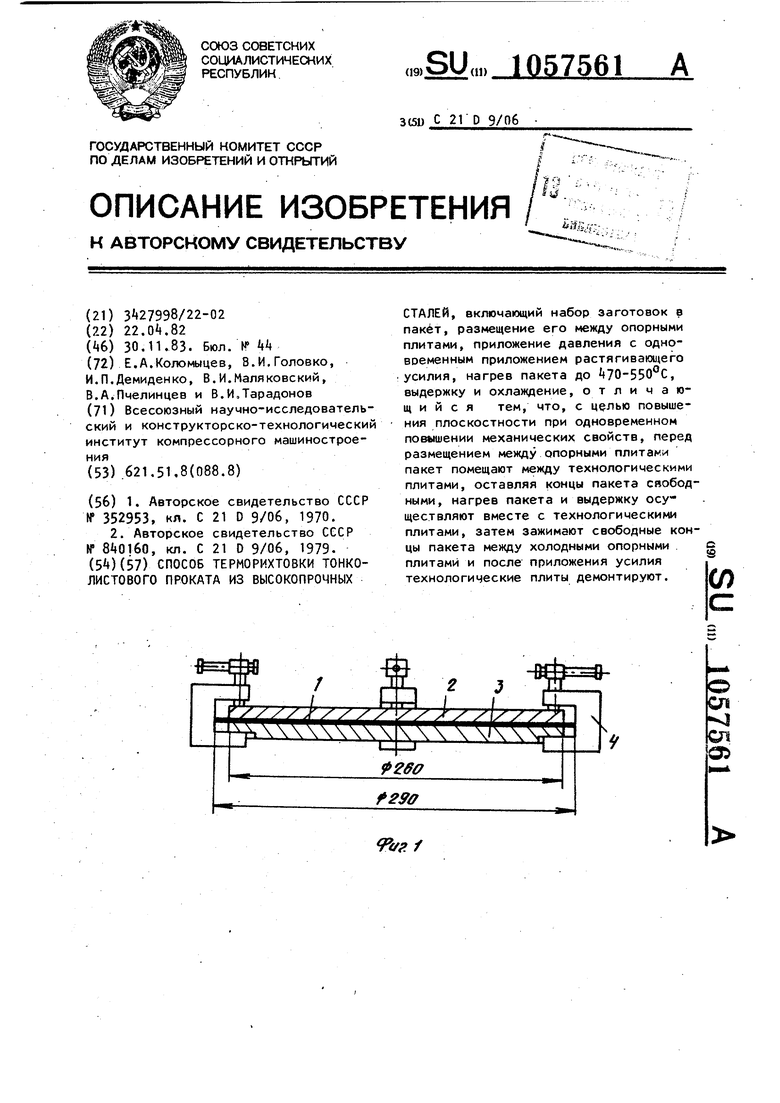
I10 Изобретение относится к машиностроению, преимущественно компрессорному, и может быть использовано при изготовлении плоских упругих элементов, например мембран компрессоров, изготавливаемых из тонколистового проката. Известен способ терморихтовки листового материала, заключающийся в том, что листы-заготовки набирают в пакеты, размещают между промежуточными пластинами, соответствующе обработанными на высокую плоскостность, и опорными плитами, прикладывают давление, сжимая пакет, нагревают, охлаждают и разбирают ij . Недостатком данного способа является необходимость предварительной обработки промежуточных пластин, толщина которых составляет 0,25-0,5 мм на высокую плоскостность, твердость и чистоту поверхности. Это препятствует применению способа терморихтовки для изделий из тонколистового про(та высокопрочных материалов с пределом текучести более 60 кгс/мм. Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ терморихтовки тонколистового проката из высокопрочных сталей, заключающийся в том, что заготовки собирают в пакет, размещают между опорными плитами, прикладывают давление с одновременным растяжением, заготовок, производят нагрев до Ц70550 С, выдерживают и охлаждают Способ направлен на повышение плос-. костности заготовок 2 . Недостатком известного способа является то, что при нагреве пакета в приспособлении напряжения растяжения релаксируют, детали пакета теряют плоскостность, которая при охлаждении совместно с приспособлением полностью не восстанавливается , что приводит к появлению вторичной неплоскостности, вызванной термообработкой в приспособлении. При этом механические свойства заготовок имеют недостаточно высокий уровень. Кроме того, нагрев при способления совместно с пакетом заготовок приводит к быстрой потере им формы. Цель изобретения - повышение плоскостности при одновременном повышении механических свойств. Поставленная цель достигается тем, что согласно способу терморихтовки то колистового проката из высокопрочных 1 сталей, включающему набор заготовок в пакет, размещение его между опорными плитами, приложение давления с одновременным приложением растягивающего усилия, нагрев пакета до 70-550с, выдержку и охлаждение, перед размеще- нием опорными плитами пакет помещают между технологическими плитами, оставляя концы пакета свободными, нагрев пакета и выдержку осуществляют вместе с технологическими плитами, затем зажимают свободные концы пакета между холодными опорными плитами и после приложения усилия технологические плиты демонтируют. Нагрев деталей в технологических плитах, до установки их в приспособлении между опорными плитами производится для того, чтобы не производить нагрев приспособления. Пакет деталей нагревают отдельно и помещают в приспособление между холодными опорными плитами для приложения давления с одновременным растяжением. Охлаждение пакета происходит в холодном приспособлении. Охлаждение пакета заготовок между холодными опорными плитами после приложения давления и растягивающего усилия в заготовках, а также демонтажа технологических плит вызывает пластическую деформацию заготовок до 1, что обеспечивает повышение плоскос-тности и механических свойств заготовок в связи с усилением эффекта старения. На фиг.1-+ представлена последовательность осуществления способа. Способ осуществляется в следующей последов1ательности. Изготавливают заготовки из тонколистового проката высокопрочной стали; набирают заготовки в пакет; помещают пакет заготовок между технологическими плитами; нагревают пакет совместно с технологическими плитами до 70-550 С, выдерживают при этой температуре; помещают пакет с технологическими плитами в холодное приспособление и прикладывают к нему давле.ние через опорные плиты, создавая в заготовках усилие растяжения; фиксируют приспособление в сжатом состоянии; демонтируют технологические плиты; охлаждают пакет заготовок в холодном приспособлении до комнатной температуры; извлекают пакет заготовок из приспособления. Пример. Проводят терморихтовку заготовок мембран диаметром 250 мм
из ленты толщиной О, мм высокопрочной стали мартенситно-стареющего класса р8Х15Н5Д2Т. Из ленты вырезают заготовки диаметром 2SO мм, промывают заготовки бензином и спиртом.
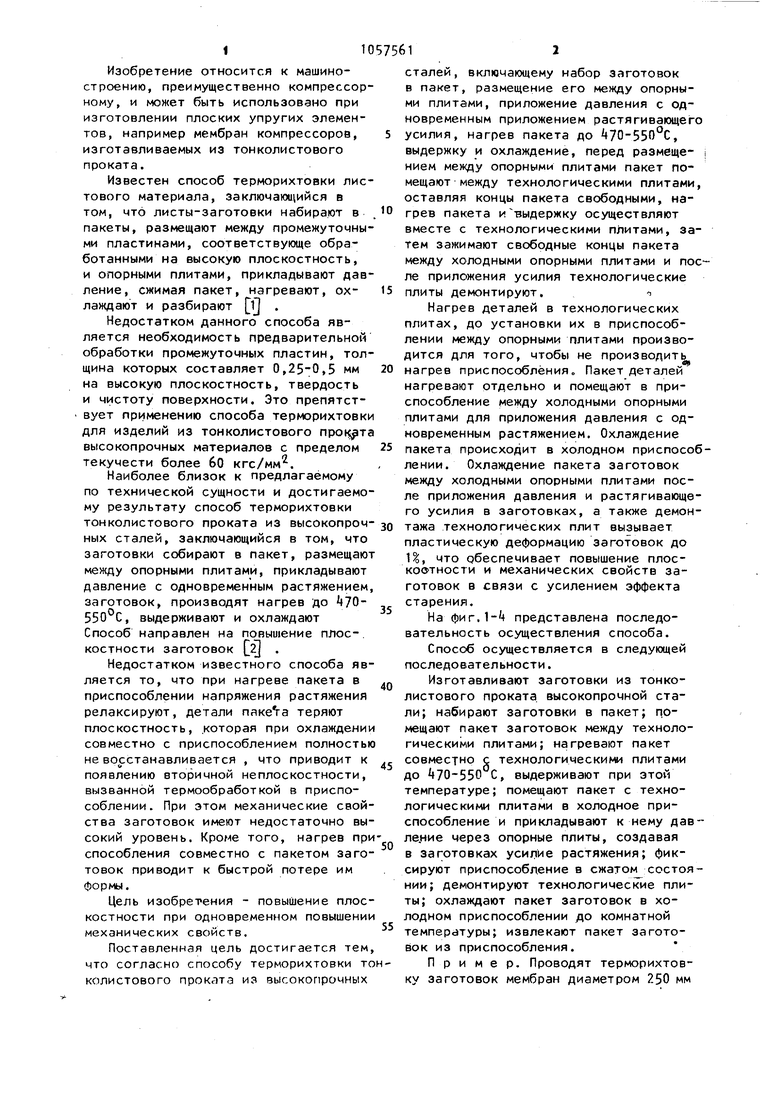
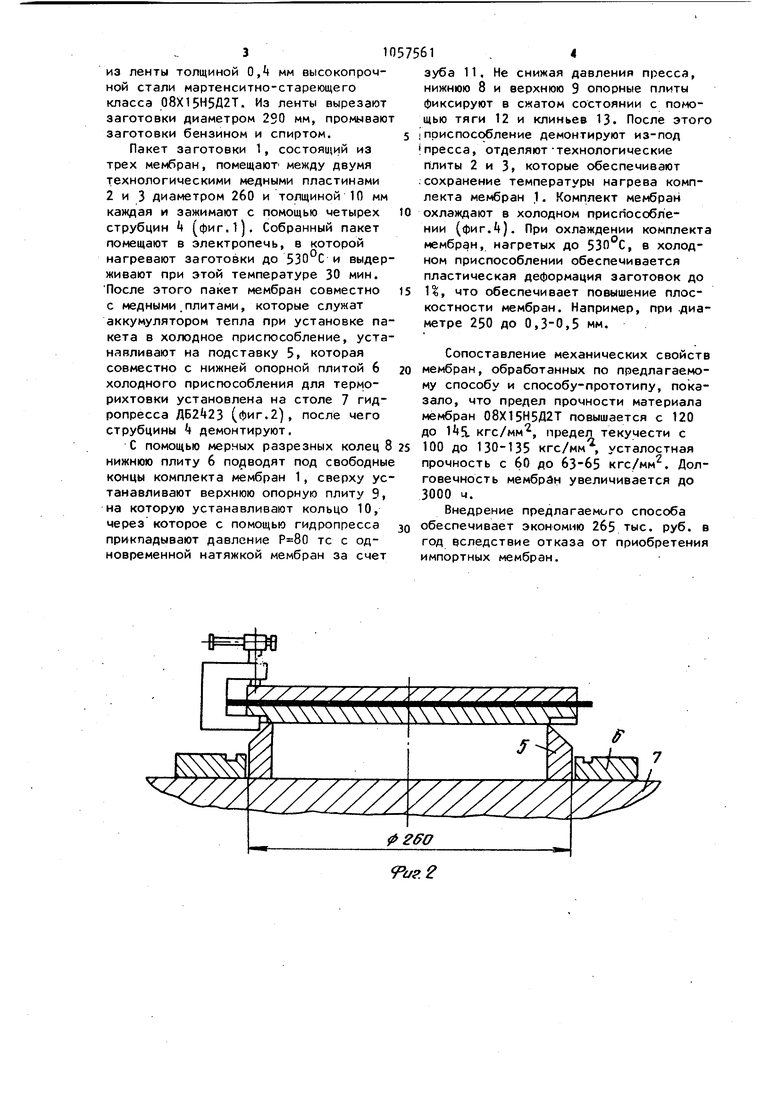
Пакет заготовки 1, состоящий из трех мембран, помещают между двумя технологическими медными пластинами 2 и 3 диаметром 2бО и толщиной 10 мм каждая и зажимают с помощью четырех струбцин Ц (фиг.1. Собранный пакет помещают в электропечь, в которой нагревают заготовки до 530°С и выдерживают при этой температуре 30 мин. После этого пакет мембран совместно с медными.плитами, которые служат аккумулятором тепла при установке пакета в холодное приспособление, устанавливают на подставку 5, которая совместно с нижней опорной плитой 6 холодного приспособления для терморихтовки установлена на столе 7 гидропресса (фиг.2), после чего струбцины демонтируют.
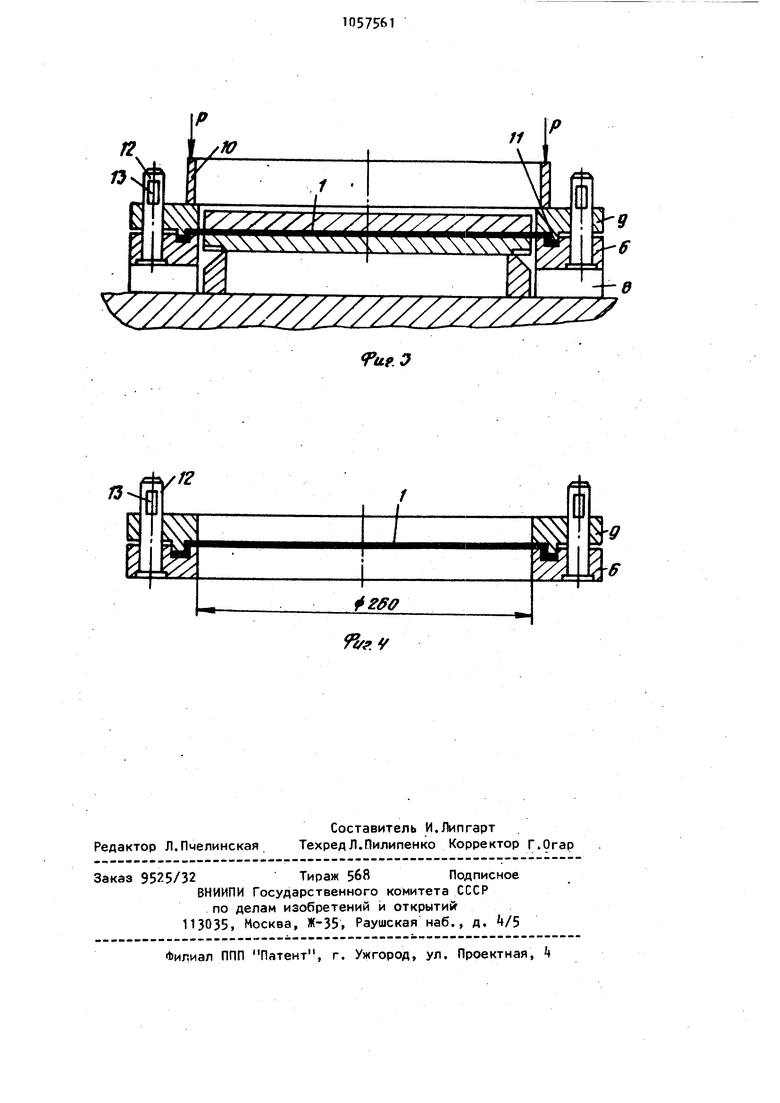
С помощью мерных разрезных колец 8 нижнюю плиту 6 подводят под свободные концы комплекта мембран 1, сверху устанавливают верхнюю опорную плиту 9, на которую устанавливают кольцо 10, через которое с помощью гидропресса прикпадывают давление тс с одновременной натяжкой мембран за счет
зуба 11. Не снижая давления пресса, нижнюю 8 и верхнюю 9 опорные плиты фиксируют в сжатом состоянии с помощью тяги 12 и клиньев 13. После этого 1 приспособление демонтируют из-под i пресса, отделяют -технологические плиты 2 и 3, которые обеспечивают .сохранение температуры нагрева комплекта мембран ,1. Комплект мембран охлаждают в холодном приспособлении (фиг.). При охлаждении комплекта мембран, нагретых до , в холодном приспособлении обеспечивается пластическая деформация заготовок до 1%, что обеспечивает повыщение плоскостности мембран. Например, при диаметре 250 до 0,3-0,5 мм.
Сопоставление механических свойств мембран, обработанных по предлагаемому способу и способу-прототипу, показало, что предел прочности материала мембран 08Х15Н5Д2Т повышается с 120 до Й5. кгс/мм2, предел текучести с 100 до 130-135 кгс/мм , усталостная прочность с 60 до 63-65 кгс/мм. Долговечность мембран увеличивается до 3000 ч.
Внедрение предлагаемого способа обеспечивает экономию 2б5 тыс. руб. в год следствие отказа от приобретения импортных мембран.
ХХХХХУччУуД
/Z/Z
ttf.y
Zffff
4
