Изобретение относится к металлургии и предназначеноS в частности, для исправления геометрии изделий, например прецизионных гибких дисков.
Цель изобретения повышение качества диска и производительности процесса.
Приме р,Терморихтовка осуществлялась на заготовках из сплава 1541, Зажим заготовки производили при давлении, равном 0512-0,15 МПа. Скорость вращения равнялась 3000 - АООО об/мин. Нагрев заготовки до температуры отжига 380-400°С в течение 15 мин (т.е. скорость нагрева 25 - 27 град/мин)„ Выдержка при температуре отжига 25 мин. Импульсы торможения и разгона создавались попеременной подачей давления в разных направлениях. Частота чередования импульсов 6-10 Гц. Скорости ускорения разгона и торможения не измерялись. Импульсы на разгон и торможение подавались при давлении, равном 0,1 МПа. Охлаждение заготовки при вращении осуществлялось со скоростью 1 град/мин
После обработки осуществляли контроль качества дисков.
После токарной обработки заготовок на одном и том же станке геометрическая точность по плоскостности стала существенно различной: по предлагаемому способу торцовое биение 15 мкм;неплоскостнйсть 16 мкм,а по прототипу торцовое биение 25 мкм; неплоскостность 30 мкм.
Различие в точности заг отовок после обработки на токарной операции объясняется качеством терморихтовки. При использовании Прототипа внутренние напряжения снимаются неполностью
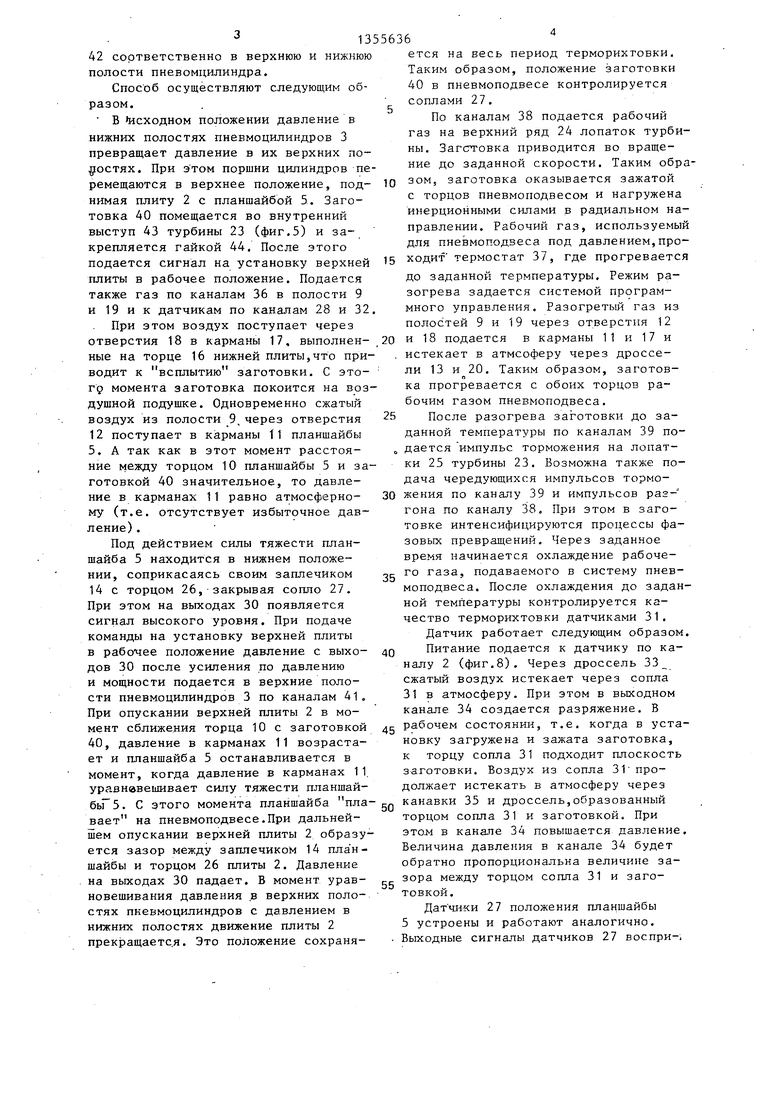
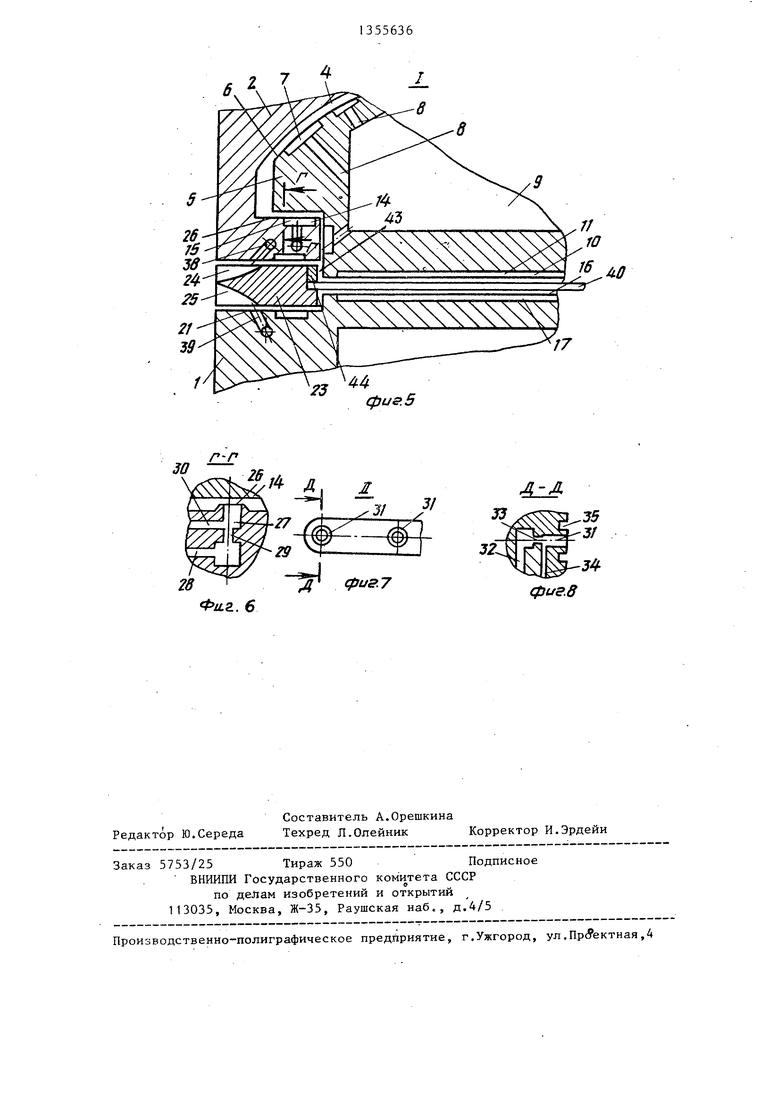
На фиг.1 изображено устройство . для терморихтовки прецизионных гиб- jfHx дисков, вертикальный разрез; на фиг,2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,1; на фиг.4 - разрез В-В на фиг.1; на фиг,5 - узел I на фиг,1; на фиг,6 разрез Г-Г на фиг„5; на фиг„7 - узел 11 на фиг,4; на фиг,8 - разрез Д-Д нафиг//
Устройство для осуществления способа состоит из нижней 1 и верхней плит 2, соединенных пневмоцилиндра- ми 3 так, что верхняя плита 2 жестко соединена со штоком пневмоцилиндра, В верхней плите 2 выполнена сферическая расточка 4,в которой размещена планшайба 5 своей сферической поверх
5
0
5
0
5
0
5
0
5
костью 6. На поверхности 6 выполнен карманы 1, соединенные отверстиями 8 с внутренней полостью 9 планшайбы 5. Таким образом, сферическая расточка 4 и поверхность 6 образуют пневмоподвес планшайбы. На нижнем плоском торце 10 планшайбы 5 выполнены радиальные карманы 11, соединенные отверстиями 12 с внутренней полостью 9 планшайбы 5 и дросселем 13 с атмосферой. Планшайба заплечиком 14 взаимодействует с верхней плитой 2 через пневмоподвес 15. На плоском торце 16 нижней плиты 1 выполнены карманы 17, соединенные отверстиями 18 с внутренней полостью 19 нижней плиты и дросселями 20 с атмосферой. Между торцом 21 нижней плиты и торцом 22 верхней плиты установлено турбинное колесо 23. Турбинное колесо имеет два ряда лопаток 24 и 25 с встречным направлением рабочего профиля. На торце 26 плиты 2 выведены измерительные сопла датчиков
27положения планшайбы 5. Торцы сопел датчика взаимодействуют с заплечиком 14 планшайбы. Подвод питания
к датчикам осуществляется по каналу
28через дроссели 29.
Выходной сигнал снимается по каналу 30. Датчики расположены равномерно по окружности вблизи пневмо- цилиндров 3. На торец 16 нижней плиты 1 выведены сопла 31 датчиков контроля плоскостности дисков. Питание датчиков подается через каналы 32 и дроссели 33. Сигнал датчика снимается по каналам 34. Вокруг измерительных сопел 31 выполнены канавки 35, соединенные с атмосферой. Питание в полости 9 и 19 подается по каналам 36 от термостата 37, в который питание подается от системы подготовки и нагрева рабочего газа (не показана). Управление работой термостата 37 осуществляется системой программного управления (не показана) .
Рабочий газ для работы турбины подается по каналам 38 и 39 соответственно для прямого и обратного вращения турбины от системы управления (не показана). Заготовка 40 помещается между торцом 10 планшайбы и торцом 16 нижней плиты 1 на пнев- моподвесе.
Рабочий газ для работы пневмоци- линдров подается по каналам 41 и
42 соответственно в верхнюю и нижнюю полости пневомцилиндра.
Способ осуществляют следующим образом.
В исходном положении давление в нижних полостях пневмоцилиндров 3 превращает давление в их верхних по- {1ОСТЯХ. При этом поршни цилиндров перемещаются в верхнее положение, поднимая плиту 2 с планшайбой 5. Заготовка 40 помещается во внутренний выступ 43 турбины 23 (фиг.5) и закрепляется гайкой 44. После этого подается сигнал на установку верхней плиты в рабочее положение. Подается также газ по каналам 36 в полости 9 и 19 и к датчикам по каналам 28 и 32
При этом воздух поступает через отверстия 18 в карманы 17, выполненные на торце 16 нижней плиты,что приводит к всплытию заготовки. С это- гр момента заготовка покоится на воздушной подушке. Одновременно сжатый воздух из полости 9 через отверстия 12 поступает в карманы 11 планшайбы 5. А так как в этот момент расстоя- ние между торцом 10 планшайбы 5 и заготовкой 40 значительное, то давление в карманах 11 равно атмосферному (т.е. отсутствует избыточное давление) .
Под действием силы тяжести планшайба 5 находится в нижнем положении, соприкасаясь своим заплечиком 14 с торцом 26, закрывая сопло 27. При этом на выходах 30 появляется сигнал высокого уровня. При подаче команды на установку верхней плиты в рабочее положение давление с выходов 30 после усиления по давлению и мощности подается в верхние полости пневмоцилиндров 3 по каналам 41. При опускании верхней плиты 2 в момент сближения торца 10 с заготовкой 40, давление в карманах 11 возрастает и планшайба 5 останавливается в момент, когда давление в карманах 11. уравновешивает силу тяжести планшай- бьГЗ. С этого момента планшайба пла
вает на пневмоподвесе.При дальнейшем опускании верхней плиты 2 образуется зазор между заплечиком 14 пла н- шайбы и торцом 26 плиты 2. Давление на выходах 30 падает. В момент уравновешивания давления в верхних полостях пневмоцилиндров с давлением в нижних полостях движение плиты 2 прекращается. Это положение сохраня0
5
0
5
ется на весь период терморихтовки. Таким образом, положение заготовки 40 в пневмоподвесе контролируется соплами 27.
По каналам 38 подается рабочий газ на верхний ряд 24 лопаток турбины. Заготовка приводится во вращение до заданной скорости. Таким образом, заготовка оказывается зажатой с торцов пневмоподвесом и нагружена инерционными силами в радиальном направлении. Рабочий газ, используемый для пневмоподвеса под давлением,проходит термостат 37, где прогревается
до заданной термпературы. Режим разогрева задается системой программного управления. Разогретый газ из полостей 9 и 19 через отверстия 12 и 18 подается в карманы 11 и 17 и истекает в атмсоферу через дроссели 13 и 20. Таким образом, заготовка прогревается с обоих торцов рабочим газом пневмоподвеса.
После разогрева заготовки до заданной температуры по каналам 39 подается импульс торможения на лопатки 25 турбины 23. Возможна также подача чередующихся импульсов торможения по каналу 39 и импульсов раз- гона по каналу 38, При этом в заготовке интенсифицируются процессы фазовых превращений. Через заданное время начинается охлаждение рабочего газа, подаваемого в систему пневмоподвеса. После охлаждения до заданной температуры контролируется качество терморихтовки датчиками 31.
Датчик работает следующим образом.
Питание подается к датчику по каналу 2 (фиг.8). Через дроссель 33 сжатый воздух истекает через сопла 31 в атмосферу. При этом в выходном канале 34 создается разряжение. В g рабочем состоянии, т.е. когда в установку загружена и зажата заготовка, к торцу сопла 31 подходит плоскость заготовки. Воздух из сопла 31 продолжает истекать в атмосферу через канавки 35 и дроссель,образованный торцом сопла 31 и заготовкой. При это-м в канале 34 повышается давление. Величина давления в канале 34 будет обратно пропорциональна величине зазора между торцом сопла 31 и заготовкой.
Дат чи«и 27 положения планшайбы 5 устроены и работают аналогично. Выходные сигналы датчиков 27 воспри-i
0
5
0
0
5
кимаются системой управления, а датчиков 31 подаются на измерительные устройства для визуального автоматического контроля плоскостности заготовки (т.е. качества его рихтовки) . В случае необходимости терморихтовка повторяется. После окончания терморихтовки в нижние полости пневмоцилиндров 3 по каналам 42 подается высокое давление. Плита 2 поднимается, освобождая заготовку.
Преимуществами предлагаемого способа является то, что терморихтовка заготовки осуществляется при равномерном эажиме по всей площади торцов и при нагружении инерционными силами в радиапьном направлении. Это способствует повышению качества закреп- ле ния заготовки. Нагрев заготовки ра очим газом пневмоподвеса обеспечивает равномерный прогрев заготовки одновременно с обоих сторон. Это исключает возникновение термических напряжений и улучшает качество рихтовки . Применение механических импульсов торможения и разгона способствует интенсификации процесса фазовых превращений, что повышает производительность труда и снижает брак по операции терморихтовки, проявляющийся при последующей механической обработке.
Формула изо бретения
1, Способ терморихтовки прецизионных гибких дисков, включающий нагрев и охлаждение с одновременным вращением диска, отличающий- с я тем, что, с целью повьшгения качества диска и производительности процесса, перед нагревом производят зажим диска, осуществляют выдержку
д13556366
при заданной температуре нагрева, в процессе которой изделие вращают с чередующимися импульсами изменения скорости, а охлаждение ведут при постоянной скорости вращения,
2, Способ ПОП.1, отличающийся тем, что нагрев и охлаждение осуществляют газовой средой.
0
5
,.,,.
25
30
35
40
3. Устройство терморихтовки прецизионных гибких дисков, содержащее оппозитно расположенные плиты, механизм зажима плит, отличающееся тем, что, с целью повышения рихтовки прецизионных гибких дисков, устройство снабжено систе- мой подготовки и нагрева газа, размещенным между плитами турбинным колесом, с лопатками и с выполненным на его внутренней поверхности зажимом диска, планшайбой, выполненной с верхней сферической поверхностью с карманами и с радиальными каналами на противоположной поверхности и с полостью, соединенной через отверстия с карманами, при этом на нижней поверхности верхней плиты выполнена сферическая расточка, в которой с возможностью взаимодействия установлена сферической поверхностью планшайба, а в нижней плите выполнены полость и соединенные с ней через отверстия радигшьные карманы, расположенные на верхней поверхности, система подготовки и нагрева газа соединена с плитами, механизм зажи- . ма выполнен в ,виде пневмоприводов, соединяющих плиты, причем устройство имеет размещенные на верхней поверхности нижней плиты датчики контроля плоскости дисков, а лопатки турбинного колеса имеют профиль встречного направления.
87526
I / / / /
фие./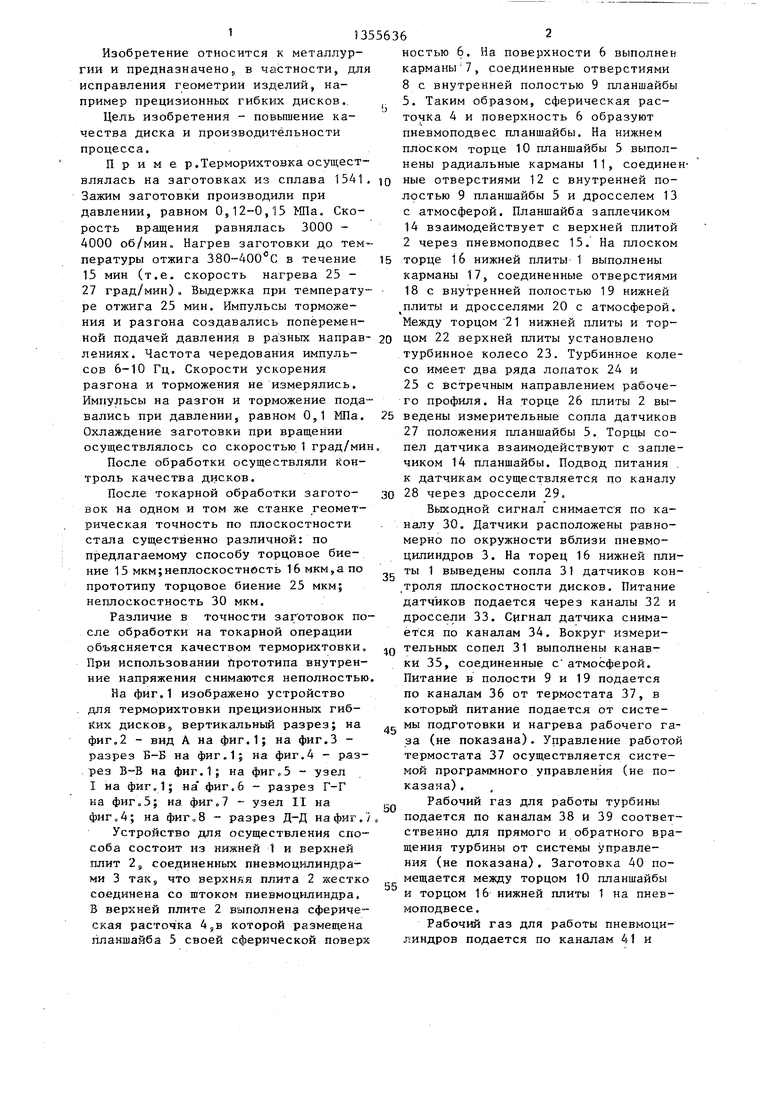
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двухсторонней обработки гибких дисков | 1985 |
|
SU1328072A1 |
| Станок для двусторонней обработки гибких дисков | 1984 |
|
SU1217583A1 |
| Станок для двусторонней обработки гибких дисков | 1985 |
|
SU1337201A2 |
| Способ рихтовки прецизионных дисков и установка для его осуществления | 1987 |
|
SU1445836A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Установка для очистки сточных вод | 1979 |
|
SU874647A1 |
| Гидростатическая опора планшайбы | 1990 |
|
SU1804949A1 |
| Стабилизатор зарядно-разрядного тока для аккумуляторов | 1977 |
|
SU868923A1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН ДЛЯ ДОЗИРОВАНИЯ ТОПЛИВА В ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2198316C2 |

Изобретение относится к металлургии и предназначено, в частности для исправления ге,ометрии прецизионных гибких дисков. Цель изобретения - повышение качества терморихтовки диска и производительности процесса. Производят зажим диска в турбинке при давлении 0,12-0,15 МПа, осуществляют нагрев сплава 1541 до 380-400°С с одновременным импульсным вращением, чередуя разгон и торможение. Частота чередования импульсов 6-10 Гц. Охлаждение заготовки при вращении осуществлялось со скоростью 1 град/мин. После токарной обработки геометрическая точность по плоскостности стала существенно различной: по предлагаемому способу торцовое биение 15 мкм, неплоскостность 16 мкм, по прототипу соответственно- 25 мкм и 30 мкм. Устройство для терморихтовки содержит две оппозитно расположенные плиты, на верхней из которых выполнена сферическая расточ- ка,взаимодействующая со сферической поверхностью планшайбы,образуя пнев- моподвес,турбинное колесо с лопатками и с зажимом дисков,распрложенное между плитами, систему подготовки и нагрева рабочего газа, пневмоприводы, со- единяющие плиты, датчик контроля плоскости дисков. На рабочих поверхностях планшайбы и нижней плиты выполнены радиальные карманы, соединенные отверстиями с их полостями. Индивидуальный зажим каждого диска с одновременным его вращением гарантирует равномерность зажима по всей поверхности диска при люб ых дефектах торцовых поверхностей, а нагрев зажатого таким образом диска обеспечивает одновременный прогрев его с обоих, торцов,.исключает термические и механические напряжения. Это повышает качество терморихтовки. Наличие датчиков контроля плоскостности дисков позволяет проконтролировать качество терморихтовки. Это способствует повышению точности и производительности обработки. 1 з.п. ф-лы, 2 с.п. ф-лы, 8 ил. S СО СП сд О5 со о
ВидА
фие.2
Фиг.З
В-В
Ж
г Т
/7
фи&.5
г-г
фи5.7
Фи.г. 6
I
42Л
фиав
| Алексеев В.Г | |||
| и др | |||
| Технология ЭВА | |||
| Оборудование и автоматизация | |||
| М.г Высшая школа, 1984, с.392 | |||
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU306179A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для терморихтования дисков | 1976 |
|
SU600196A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
