Изобретение относится к черной металлургии, в частности к производству обработанной катанки, идущей на изготовление мягкотянутой проволоки.: По основному авт. св. № 286725 известен способ обработки катанки, включающий прокатку катанки, охлажде1Иие ее водой непосредственно по вы-; ходу из последней клети стана до температуры 650-500°С со скоростью н.е менее 1000°С/с l . Недостаток указанного способа заключается в том, что данной обработкой не удается получить в катанке, предназначенной для изготовления мягкотянутой проволоки, структуру зернистого перлита, повышающего технологическую пластичность и уменьшить влияние деформационного старения катанки из нержавеющих сталей аустенитного класса. Цель изобретения - повышение технологической пластичности катанки. Указанная цель достигается тем, что согласно способу обработки катанки после охлаждения до бЗО-ЗОО с производят изотермическую выдержку при этой температуре в течение мин. Предлагаемый способ включает прокатку, ускоренное охлаждение водой до 650-500 0 непосредственно по выходу ее из последней клети стана, изотерми ческую выдержку при этой температуре в течение 3-15 мин. Катанка непосредственно по выходу из последней клети стана подвергается переохлаждению до температур метастабильного состояния аустенита и термопластической деформации последнего под влиянием тепловых и структурных напряжений. Переохлаждение катанки и формирование теп ловых и структурных напряжений производят путем охлаждения со скоростью больше критической до среднемассовой температуры 650-500С. При этом ввиду высокбй скорости охлаждения поверхнос катанки переохлаждается до температуры ниже точки начала мартенситного превращения. Охлаждение со скоростью больше критической поверхностного слоя метал ла приводит к формированию тепловых напряжений за счет градиента температур между поверхностью и сердцевиной. Наряду с формированием тепловых напря жений возникают структурные |Напряжения противоположного знака в результате мартенситного превращения в поверхностных :слоях металла. 10 22 Отпуск мартенсита в поверхностном слое высокоуглеродистой катанки в процессе выдержки при 650-500°С приводит к распаду и сфероидизации цементита. Разновременное возникновение тепловых и стр уктурных напряжений, а также, как показал опыт, преобладание тепловых напряжений над структурными вызывает пластическую деформацию аустенита в сердцевине металла, приводящую при одновременном воздействии высоких температур к сфероидизации цементита. Охлаждение необходимо осуществлять со скоростью больше критической для того, чтобы тепловые и структур1 ые напряжения и вызванная ими пластическая деформация воздействовали на сердцевину металла в тот период времени, когда она находится еще в аустенитном состоянии и процессы его распада по обычному механизму не начались. Охлаждение катанки ниже приводит к получению на ее поверхности слоя отпущенного мартенсита значительной величины, повышению прочностных свойств и, как следствие, к снижению технологической пластичности. При охлаждении катанки выше 650 С тепловые напряжения релаксируют и пластическая деформация аустенита в сердцевине металла не происходит. Как показал опыт, время изотермической выдержки при 650-500 С менее 3 мин приводит к неполной сфероидизации структуры в процессе распада аустенита. Время изотермической выдержки более 15 мин нецелесообразно, так как для всех марок стали процесс распада аустенита при 650-500 С будет гарантировано завершен. Пример. В потоке проволочного стана 260 непосредственно за чистовыми клетями осуществляют ускоренное охлаждение к.атанки диаметром 6,5 мм из марки У7А с температуры конца прокатки со средней скоростью охлаждения 1бОП°С/с до 550 С и смотку ее в бунт. Непосредственно после выхода из моталки бунты катанки на пластинчатом транспортере проходят изотермическую выдержку под муфелем при в течение 10 мин. Катанка после такой обработки приобретает структуру мелкозернистого перлита по всему сечению. Причем в тонком поверхностном слое структуру зернистого перлита получают в результате отпуска мартенсита, а & центре анормального распада гомогенного аустенита, подвергнутого,термопластической деформации.
Обработка катанки из высоколегированных марок сталей, в частности нержавеющих, приводит к повышению технологической пластичности путем измельчения действительного зерна и уменьшения эффекта деформационного старения.
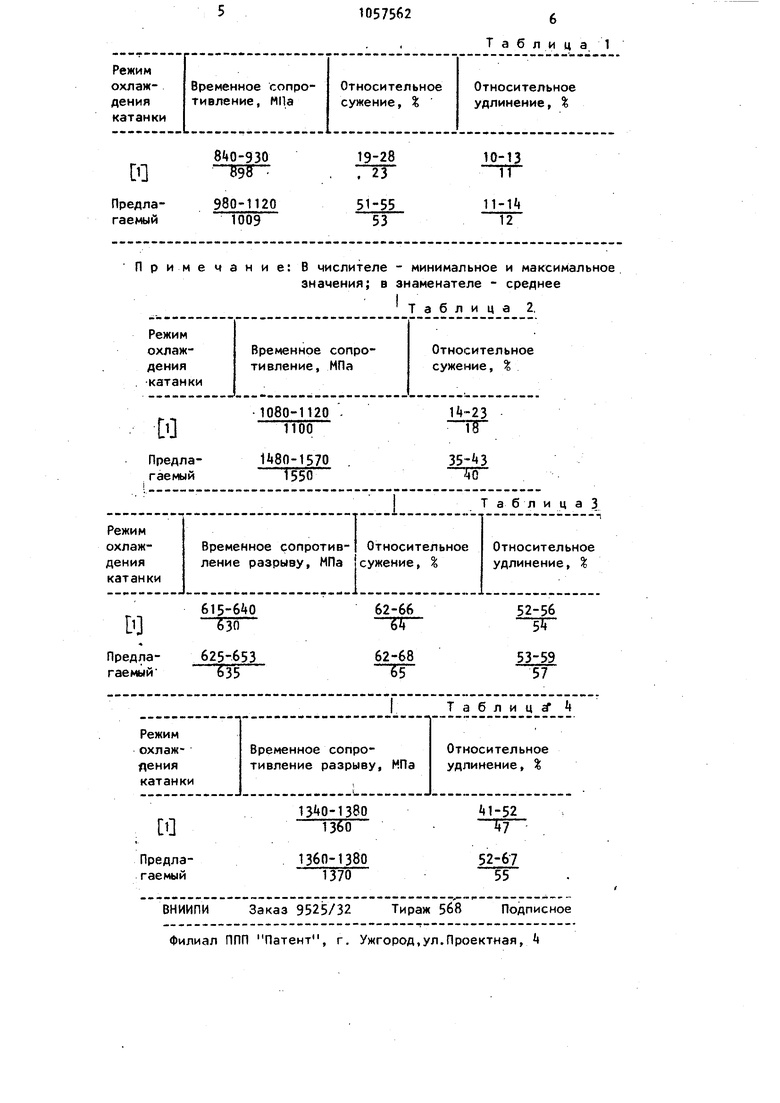
Предлагаемый способ был проверен в промышленных условиях при выпуске опытно-промышленных партий катанки диаметром 6,5 мм из стали У7А и 12Х18Н10Т,i ускоренно охлажденных с прокатного нагрева до 500-550°С и 550-бОО С соответственно. ; Механические свойства катанки из стали УУВ приведены в табл.1,.
Структура промышленной катанки пластинчатый перлит с обрывками ферритной сетки. Структура ускоренно охлажденной до 500-550С катанкипреимущественно мелкодисперсной зернистый перлит.
С целью определения максимально возможной суммарной деформации катаку диаметром 6,5 мм без предварителного патентирования волочат на стане 2500/9 по маршруту: 6,5-5,7-5,0:,АО-3.85-3.0-3,0-2,6-2,3-2,0, т.е за 9 проходов с суммарной деформацией 90%.
Волочение катанки по данному маршруту за 9 проходов предусматривает более жесткий режим деформирования, чем применяемые на отечественных метизных заводах и рубежом, где суммарная деформация 90% достигается за 11 проходов.
Охлажденная по режиму катанк без обрывов волочилась лишь до диаметра 3,85 мм (степень деформации б5%). Поверхность проволоки на диаметре Ц,0 и 3,85 мм блестящая, .что указывает на N плохой захват смазки.
Волочение ускоренно охлажденной до 500-550°С катанки проходит стабильно с хорошим захватом смазки.
В табл.2 для сравнения приведены механические свойства холодноволоченной проволоки диаметром 3.S5 мм
из промышленной и ускоренно охлажденной катанки.
Анализ данных по механическим свойствам показывает, что проволока из катанки со структурой мелкодисперсного зернистого перлита, обладает большим запасом пластичности, вследствие чего она волочится до более тонкого диаметра. Волочение ускоренно охлажденной катанки со. структурой мелкозернистого перлита проходит до более тонкого диаметра 2,0 мм) без дополнительной термообработки, что свидетельствует о повышенной технологической пластичности ускоренно охлажденной катанки со структурой мелкодисперсного зернистого перлита.
Рекристаллизационно-сфероидизирующий отжиг проволоки из ускоренно охлажденной катанки проводят по сокращенному режиму. Длительность отжига 6 ч вместо 10 ч по существующей технологии отжига проволоки холодноволоченной из катанки с пластинчатым перлитом.
Временное сопротивление отожженной проволоки удовлетворяет предъявляемым требованиям .и составляет 57П620 МПа.
Механические свойства катанки из. стали 12Х18Н10Т приведены в табл.ЗПо существующей технологии волочение катанки обработанной известным способом осуществляют по маршруту: 6,5-5,5-,5-3,95-3,6.
Волочение катанки до более тонкого иаметра приводит к разрушению волок.
Катанку, обработанную предложенным способом, волочат по маршруту: 6,55,5-,5-3,95-3,6-3,-2,8.
Волочение катанки, обработанной предлагаемым способом, проходит до олее тонкого диаметра стабильно, с орошим захватом смазки, что свидетельствует о повышенной технологической пластичности ускоренно охлаженной катанки.
Повышение технологической пластичости ускоренно охлажденной катанки бусловлено уменьшением сплошности к еформационному старению, о чем свидетельствуют пластические свойства холодноволоченной проволоки диаметром 3,6 мм (табл.}.
Т a б л и ц a 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1986 |
|
SU1404126A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| Способ термической обработки катанки и проволоки из углеродистых и низколегированных сталей | 1979 |
|
SU870460A2 |
| Способ изготовления калиброванной стали для холодной высадки | 1978 |
|
SU753912A1 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Способ обработки проката | 1980 |
|
SU910804A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| Способ обработки катанки | 1969 |
|
SU286725A1 |
| Способ обработки катанки | 1990 |
|
SU1788048A1 |
| Способ обработки проката | 1986 |
|
SU1379318A1 |
StO-gBO 898
980-1120 1009 Примечание: В числителе знамения; в
10-1
n-it
12 - минимальное и максимальное знаменателе - среднее Таблица 2,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки катанки | 1969 |
|
SU286725A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
