со vj
CD
GO
00
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА КРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2212458C1 |
| Способ обработки проката | 1980 |
|
SU910804A1 |
| СПОСОБ ОБРАБОТКИ ПРОКАТА ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1992 |
|
RU2040558C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 2001 |
|
RU2212960C2 |
| Способ термической обработки проката | 1989 |
|
SU1731837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2199593C2 |
| Способ производства проката | 1986 |
|
SU1404126A1 |
| Способ обработки катанки | 1982 |
|
SU1057562A2 |
| Способ обработки проката из углеродистых и низколегированных сталей | 1989 |
|
SU1696501A1 |
Изобретение относится к черной металлургии, в частности к обработке катанки и бунтового подката и является усовершенствованием известного способа обработки проката. Цель изобретения - расширение технологических возможностей путем повышения технологической пластичности катанки из канатных сталей В известном способе обработки проката после охлаждения до среднемассовой температуры 770 - 850 С проводят выдержку в течение времени Tgy (0,15 - 0,50)dnp, где с:,1д- вьщержка, с; d „р -диаметр проката, см. После выдержки ведут циклическое охлаждение с периодом никла 0,1-0,3 с и скоростью 250 - 500°С/с до среднемассовой температуры 650 - 750°С. 1 табЛо (Л
N)
Изобретение относится к черной металлургии, и частности к обработке катанки и бунтового подката, и япля- ртся усопергиенствопанием известного способа обработки проката по ант, ев о N 91080Д„
1ель изобретения - расширение технологических возможностей путем повышения технологической пластичности катанки из канатных сталей„
Приме р. Прокатывают партит катанки из стали (0,) диаметром 5,5 мм (скорость прокатки 50 м/с).
Часть партии производят по извест- ному способу: ускоренное охлаждение подои со скоростью 2500 С/с непосредственно по выходу из чистовой клети в течение 0,1 с до среднемассовой температуры 800°С с последующим охлаж дением на воздухе витков, разложенньгх на транспортере (режим 1)о
Вторую часть партии производят в соответствии с предлагаемым способом по режимам: ускоренное охлаждение во- лой со скоростью 2500 С/с непосредственно по выходу из чистовой клети в тече ние 0,1 с до среднемассовой температуры 800 С, выравнивание температуры по сечению в течение 0,ОД5 и 0,151 с (соответствует 0,15 и 0,50 dL ), двухкратное циклическое охлаждение, включающее чередующиеся процессы охлаждения и выравнивания, с периодом цикла 0,1 и 0,3 с и ско- ростью 250 и 500° С/с до среднемассовой температуры 650 и 750 С, охлаждение витков на воздухе с
Для осуществления интенсивного охлаждения в форсунки при помощи на- сосов подают воду под давлением 1,5 - 2,0 МПа. При скорости прокатки катанки 50 м/с и указанном давлении воды охлаждающие устройства обеспечивают среднемассовую скорость охлаж- дения катанки до 4000 С/с.
При неизменной скорости прокатки скорость охлаждения регулируют изменением давления воды в форсунке. Время охлаждения регулируют путем изменения длины участка активного охлаждения: включают или отключают одно из спаренных устройств либо удлиняют или укорачивают телескопическую камеру охлаждения второго устройства Аналогичным образом регулируют время выравнивания температуры и период цикла .
5 О
5 0 5
0 З
0
5
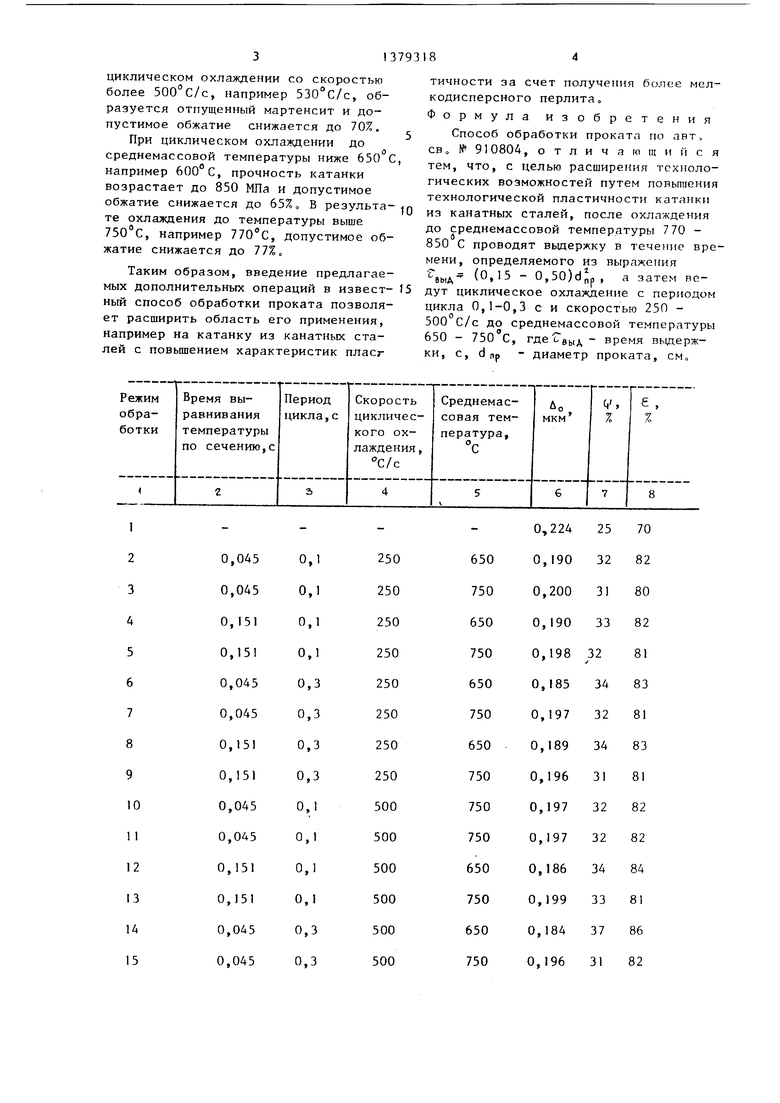
Результаты исследования катанки, ускоренно охлажденной по известному (режим I) и предлагаемому способам при граничных значениях предлагаемых технологических параметров, приведены в таблице, где АО - дисперсность перлита; - относительное сужение; 5 - предельно допустимое суммарное обжатие при волочении катанки
Из приведенных в таблице данных следует, что при обработке проката по известному способу не обеспечивается выполнение требований к канатной катанке классовВК и БД. В результате обработки катанки по предлагаемому способу приграничных значениях предлагаемых технологических параметров указанные в таблице требования выполняются полностью,,
При выравнивании температуры по сечению катанки в течение менее 0,045 с, например 0,40 с, в поверхностных слоях ускоренно охлажденной катанки сохраняется структура отпущенного мартенсита, в результате чего предельно допустимое суммарное обжатие при волочении снижается до 70 %„ Выравнивание температуры в течение времени, большего 0,151, например в течение 0,160 с, нецелесообразно, так как фактическое выравнивание температуры между поверхностью и центром катанки в данном случае достигается за более короткое время (0,151 с)
При циклическом охлаждении с периодом цикла менее 0,1 с, например 0,07 с, среднемассовая температура катанки составляет 770 С, что при последующем распаде аустенина в процессе охлаждения витков на транспортере приводит к получению перлита с межпластиночным расстоянием 0,220 мкм и снижению предельно допустимого суммарного обжатия при волочении до 78%„ При циклическом охлаждении с периодом цикла более 0,3 с, например 0,35 с, происходит образование отпущенного мартенсита в поверхностных слоях проката и снижение допустимого обжатия до 70%о
При циклическом охлаждении со скоростью менее 250°С/с, например 225 С/с, и использовании данной схемы охлаждения среднемассовая температура катанки составляет 820 С, что по приведенной причине приводит к снижению допустимого обжатия до 72%„ При
циклическом охлаждении со скоростью более , например 530°С/с, образуется отпущенный мартенсит и допустимое обжатие снижается до 70%.
При циклическом охлаждении до среднемассовой температуры ниже 650 С например 600°С, прочность катанки возрастает до 850 МПа и допустимое обжатие снижается до 65%, В результа- те охлаждения до температуры выше 750°С, например 770°С, допустимое обжатие снижается до 77%
Таким образом, введение предлагаемых дополнительных операций в извест- ный способ обработки проката позволяет расширить область его применения, например на катанку из канатных сталей с повышением характеристик пласг
тичности за счет получения более мелкодисперсного перлита о Формула изобретения
Способ обработки проката по авт, ев о № 910804, о т л и ч а FO щ и и с я тем, что, с целью расширения технологических возможностей путем повьпиения технологической пластичности катанки из канатных сталей, после охлаждения до среднемассовой температуры 770 - 850 С проводят выдержку в течение времени, определяемого из выражения выд (0,15 - 0,50)dnp , а затем ведут циклическое охлаждение с периодом цикла 0,1-0,3 с и скоростью 250 - 500 С/с до среднемассовой температуры 650 - 750 С, где Гдуд - время выдержки, с, dnp - диаметр проката, см„
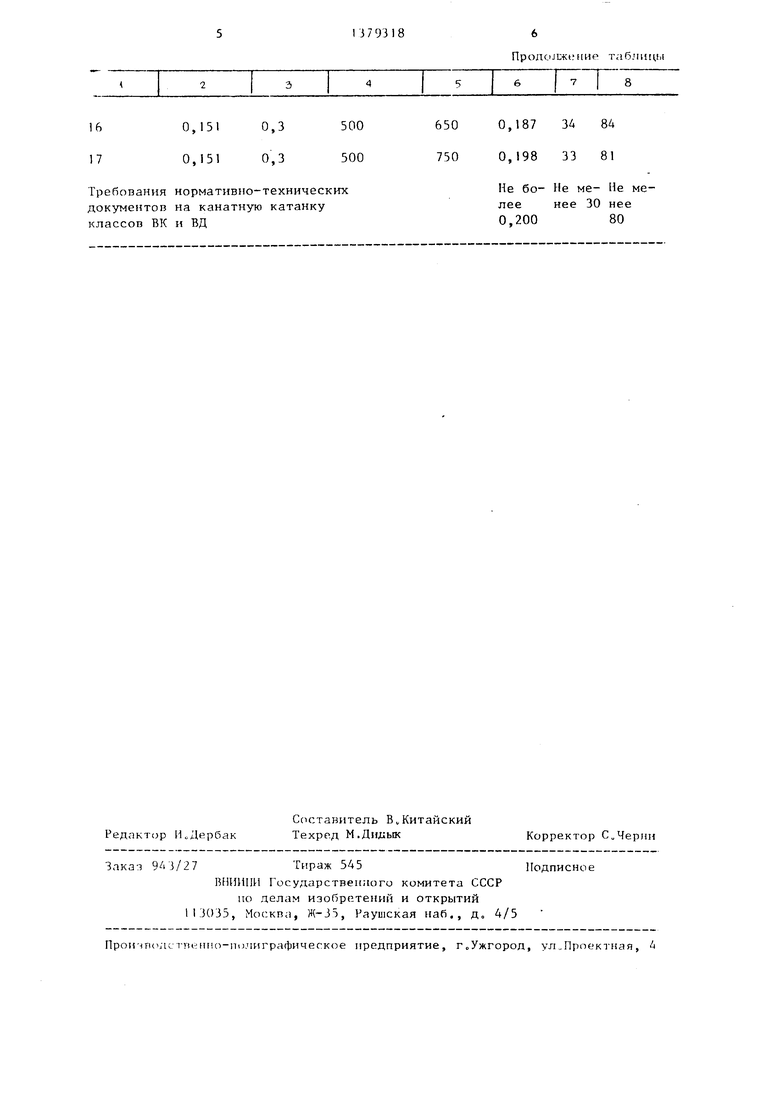
Требования нормативно-технических документов на канатную катанку классов ВК и БД
riponoJU-KiMEHe таблицы
Не бо- Не ме- Не ме- лее нее 30 нее 0,20080
| Способ обработки проката | 1980 |
|
SU910804A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
