Полуавтоматические станки для абразивного разрезания материалов различных ирофилей, подаваемых до упора с последующим зажимом в тисках иа время рабочего хода абразивного круга, совершающего возвратно-поступательное движение перпендикулярно направлению подачи разрезаемого материала, известны.
Отличительной особенностью предлагаемого полуавтоматического станка того же типа является применение роликового механизма для подачи материала до переставного упора, тисков, обеспечивающих зажим материала с двзх сторон от плоскости разрезания его абразивным кругом, и бесступепчатого механизма регулирования постоянной окружной скорости круга. Совокупное применение всех этих известных механизмов в предлагаемом полуавтомате повыщает его универсальность и производительность.
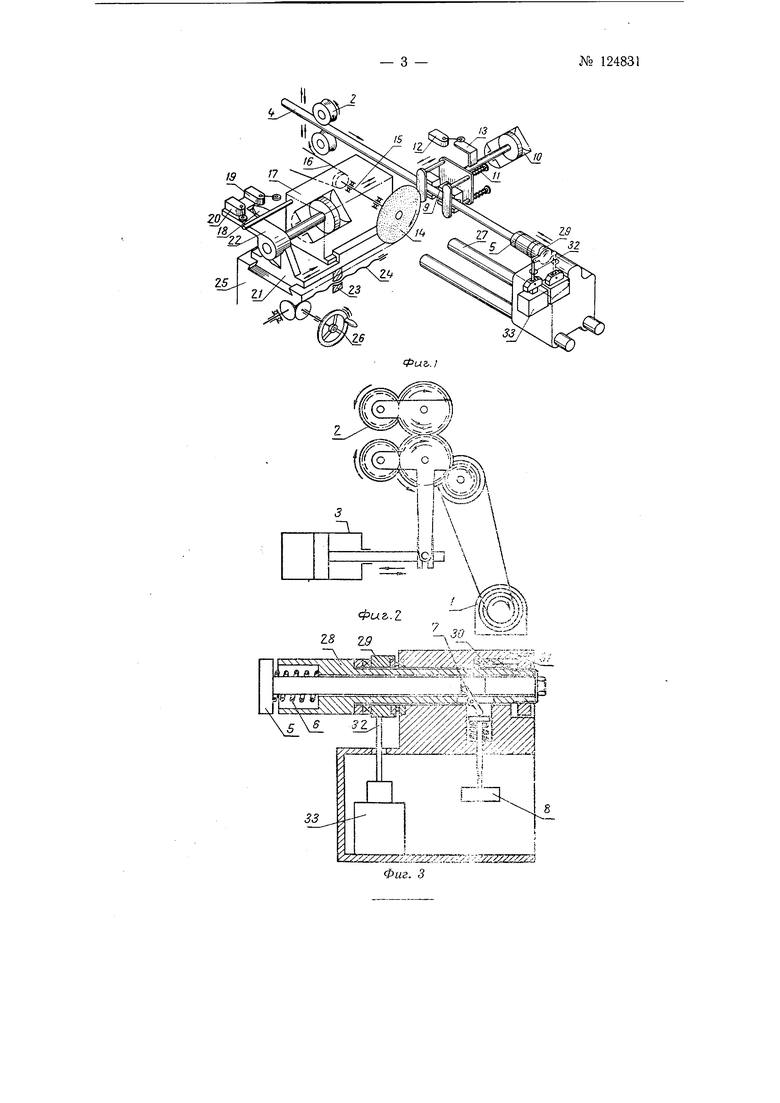
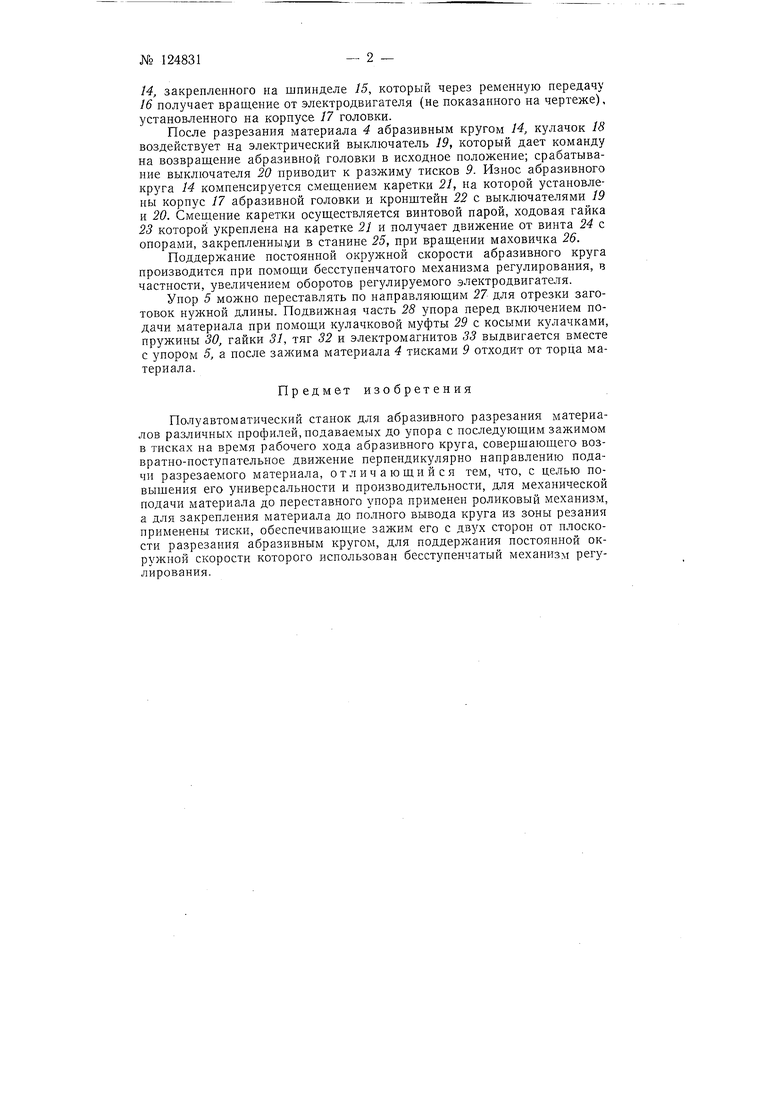
На фиг. 1 дана кинематическая схема предлагаемого полуавтомата; на фиг. 2 отдельно схематически показан роликовый механизм для подачи материала; на фиг. 3 изображен в осевом разрезе унор, примененный в полуавтомате.
Роликовый механизм, состоящий из двух получающих вращение от двигателя / роликов 2, сближаемых при помощи гидравлического привода 5, подает подлежащий разрезанию материал 4 до соприкосновения его торца с упором 5. Под воздействием материала унор 5, сжимая пружину 6, через рычаг 7 нажимает на электрический выключатель 8, который дает сигнал на зажим материала 4. Материал зажимается тисками 9 при помощи гидравлического привода 10. При этом пружины // равномерно распределяют зажимное усилие по обе стороны от плоскости разрезания материала абразивным кругом. Электрический выключатель 12, срабатывая после зажима материала, от кулачка 13 дает сигнал о подаче абразивной головки. Последняя состоит из абразивного круга
№ 124831- 2 -
14, закрепленного на шпинделе /5, который через ременную передачу 16 получает вращение от электродвигателя (не показанного на чертеже), установленного на корпусе 17 головки.
После разрезания материала 4 абразивным кругом 14, кулачок 18 воздействует на электрический выключатель 19, который дает команду на возвращение абразивной головки в исходное положение; срабатывание выключателя 20 приводит к разжиму тисков 9. Износ абразивного круга 14 компенсируется смещением каретки 21, на которой установлены корпус 17 абразивной головки и кронштейн 22 с выключателями 19 и 20. Смещение каретки осуществляется винтовой парой, ходовая гайка 23 которой укреплена на каретке 21 и получает движение от винта 24 с опорами, закрепленными в станине 25, при вращении маховичка 26.
Поддержание постоянной окружной скорости абразивного круга производится при помощи бесступенчатого механизма регулирования, в частности, увеличением оборотов регулируемого электродвигателя.
Упор 5 можно переставлять по направляющим 27 для отрезки заготовок нужной длины. Подвижная часть 28 упора перед включением подачи материала при помощи кулачковой муфты 29 с косыми кулачками, пружины 30, гайки 31, тяг 32 и электромагнитов 33 выдвигается вместе с упором 5, а после зажима материала 4 тисками 9 отходит от торца материала.
Предмет изобретения
Полуавтоматический станок для абразивного разрезания материалов различных профилей, подаваемых до упора с последующим зажимом в тисках на время рабочего хода абразивного круга, соверщающего возвратно-поступательное движение перпендикулярно направлению подачи разрезаемого материала, отличающийся тем, что, с целью повышения его универсальности и производительности, для механической подачи материала до переставного упора применен роликовый механизм, а для закрепления материала до полного вывода круга из зоны резания применены тиски, обеспечивающие зажим его с двух сторон от плоскости разрезания абразивным кругом, для поддержания постоянной окружной скорости которого использован бесступенчатый механизм регулирования.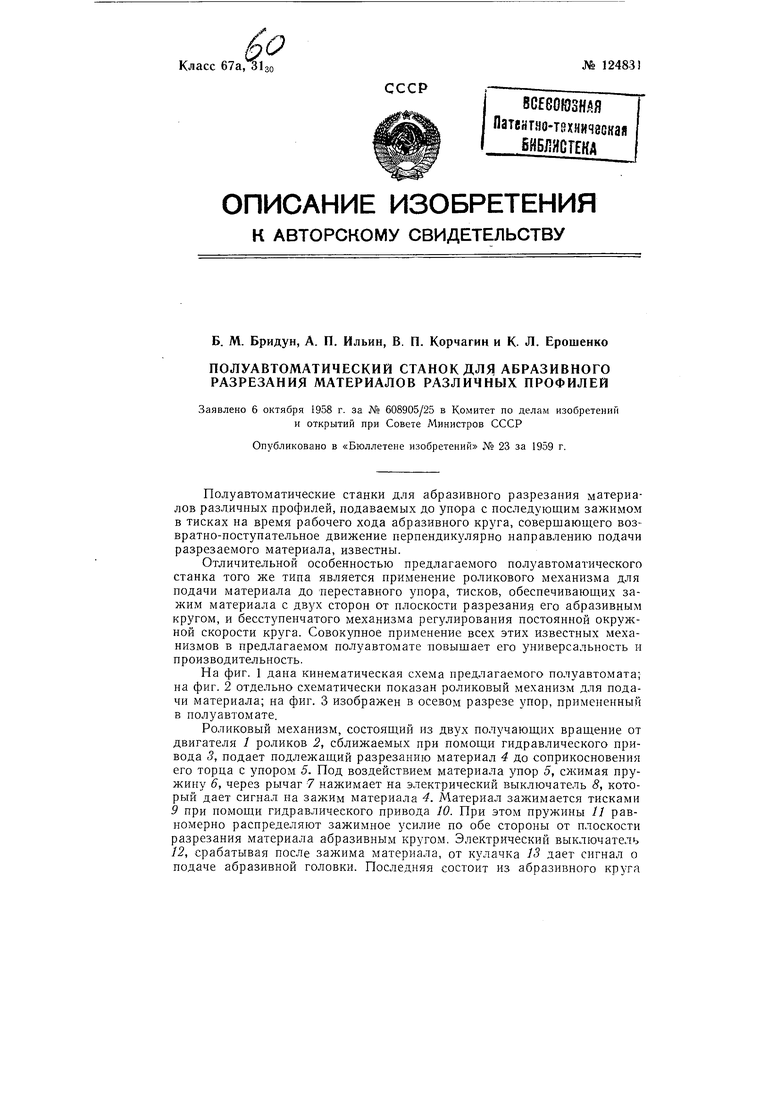
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для абразивного разрезания материалов различных профилей | 1960 |
|
SU137418A1 |
| Абразивно-отрезная силовая головка | 1960 |
|
SU149323A1 |
| Устройство для сбрасывания отрезанных изделий из пруткового материала | 1962 |
|
SU152166A1 |
| Рычажный отсекатель | 1961 |
|
SU149994A1 |
| Станок для разрезания штучного проката | 1973 |
|
SU462696A1 |
| Агрегат для обработки деревянных вкладышей подшипников | 1959 |
|
SU131080A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| Полуавтомат для чистки валяной обуви | 1961 |
|
SU150636A1 |
| Станок для обработки заготовок вращающимся инструментом | 1960 |
|
SU135324A1 |
| ПОЛУАВТОМАТ ДЛЯ АБРАЗИВНОЙ ЗАТОЧКИ РЕЗЦОВ | 1970 |
|
SU282080A1 |