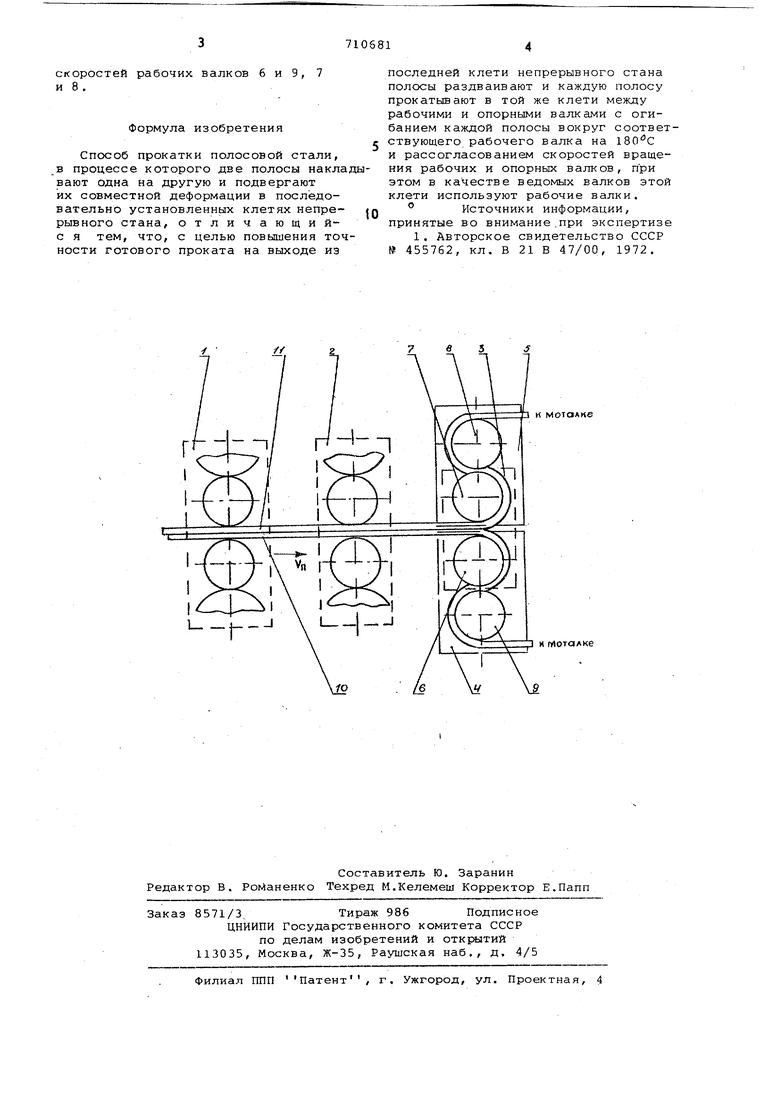
Изобретение относится к прокатно му производству. Известен способ прокатки полосовой стали, в процессе которого две полосы накладывают одну на другую и подвергают их совместной деформации в последовательно установленных клетях непрерывного стана Ц. Недостатком известного способа является повышенная разнотолщинность прокатьшаемых полос. Цель изобретения - повышение точности готового проката. Указанная цель достигается тем, что на выходе из последней клети непрерывного стана полосы раздваивают и каждую полосу прокатывают в той же клети между рабочими и опорными валками с огибанием каждой полосы вокруг соответствующего рабочего вал ка на 180 и рассогласованием скоростей вращения рабочих и опорных валков, при этом в качестве ведомых вал ков этой клети используют рабочие валки. Это повышает точность готового проката. На чертеже изображен непрерывный прокатный стан во время прокатки пол совой стали. Прокатный стан состоит из рабочих клетей 1, 2 и 3 симметричной прокатки (на чертеже показаны три клети, но можно установить требуемое число клетей) и клетей 4 и 5 асимметричной прокатки для осуществления процесса прокатки-волочения (ПВ). Рабочие валки 6 и 7 клети 3 (последней в приведенном случае) используются в качестве ведомых ПВ 4 и 5. В клетях 4 и 5 установлены рабочие валки 8, 9, которые используются в качестве ведущих валков. Перед прокаткой приготовленные полосы 10 и 11, смотанные в рулоны, накладывают одну на другую перед клетью 1. В процессе прокатки полосы (скорость V, показана на чертеже) подвергают деформации в последовательно расположенных клетях 1-3 стана. Для предотвращения слипания полос их разделяют после каждого очага деформации.- На выходе из клети 3 полосы 10 и 11 раздваивают каждую, прокатывают с разньми окружными скоростями рабочих валков 6 и 9 клети 4 (полоса 10) и 7 и 8 клети 5 (полоса 11). В процессе прокатки разнотолщинность полос 10 и 11 устраняют регулированием соотношения окоужн1лх
скоростей рабочих валков 6 и 9, 7 и 8.
Формула изобретения
Способ прокатки полосовой стали, в процессе которого две полосы накладывают одна на другую и подвергают их совместной деформации в последовательно установленных клетях непре- п рывного стана, отличающийс я тем, что, с целью повышения точности готового проката на выходе из
последней клети непрерывного стана полосы раздваивают и каждую полосу прокатывают в той же клети между рабочими и опорными валками с огибанием каждой полосы вокруг соответствующего рабочего валка на 180С и рассогласованием скоростей вращения рабочих и опорных валков, при этом в качестве ведомых валков этой клети используют рабочие валки.
Источники информации,
принятые во внимание .при экспертизе
1. Авторское свидетельство СССР № 455762, кл. В 21 В 47/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| Способ непрерывной прокатки полос | 1987 |
|
SU1438865A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ холодной прокатки полос | 1983 |
|
SU1090465A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Способ прокатки полосовой стали | 1982 |
|
SU1058648A1 |
| Валок прокатной клети | 1986 |
|
SU1371726A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
У
1
1 и моталке
и гйоталке
