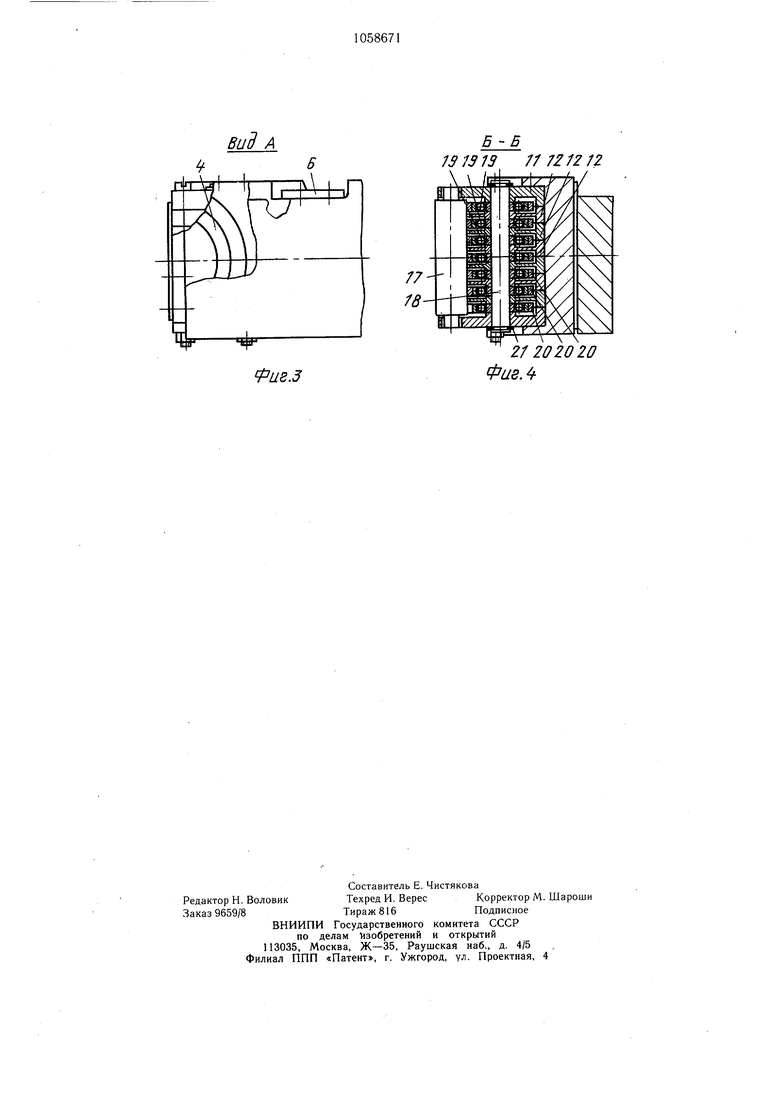
Изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки с растяжением профильных заготовок, применяемых в авиационной, автомобильной и других отраслях промышленности. Известна головка к профилегибочному станку, содержащая жестко посаженный на вал нажимной ролик, установленный на подвижном элементе, шарнирно связанном с механизмом его прижима к вращающейся гибочной оправке станка при помощи оси перпендикулярной образующей нажимного ролика и расположенной на уровне ее середины, причем вес подвижного элемента уравновешен, например пружинами 1. Однако в данной головке большой диаметр нажимного ролика, массивный нажимной узел и повышенные энергозатраты на привод нажимной головки. Цель изобретения - снижение энергоемкости станка путем уменьшения потребного усилия прижима. Поставленная цель достигается тем, что в головке к профилегибочному станку, содержащей жестко посаженный на вал нажимной ролик с механизмом его прижима IXriirinwri pyyt/irtlY lYi -AanriOlVlWlM V-1 VJ ilpriyrvri к вращающейся гибочной оправке стола, нажимной ролик выполнен в виде расположенных в корпусе, собранном из пластин, свободно установленного в нем цилиндрического элемента и взаимодействук)щих с ним по боковой поверхности установленных в два ряда на осях опорных роликов. В каждой пластине корпуса выполнены отверстия для размещения опорных роликов глубиной, равной половине высоты опорного ролика. На фиг. 1 изображен прижимной башмак с подвижным элементом головки, установленный в прижимном суппорте, разрез; на фиг. 2 - вид на устройство сверху с разрезом по плоскости, проходящей через середину образующей прижимного ролика; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2. Прижимной бащмак несет подвижный элемент головки 2, установленный кольцевыми выступами 3 в его направляющих 4. На прижимном башмаке 1 с помощью винтов 5 закреплены упорь 6, предохраняющие подвижный элемент головки 2 от выхода из направляющих 4 вверх. Для предохранения подвижного элемента головки 2 от выхода из направляющих 4 вниз и удержания его в исходном положении подвижный элемент головки 2 подпружинен пружинами 7, расположенными на штырях 8, которьш шарнирйо закреплены одним концом в проушине подвижного элемента головки 2 с помощью осей 9, другой же их конец может свободно перемещаться в направляющем отверстии ушка 10 прижимного башмака 1. В цилиндрическую выемку подвижного элемента головки 2 установлен съемный корпус, собранный из пластин 11 и 12, стянутых при помощи винтов 13 и гаек 14. Съемный корпус зафиксирован в выемке подвижного элемента головки 2 посредством накладок 15 и винтов 16. В пластинах И выполнены отверстия, охватывающие с гарантированным зазором цапфы цилиндрического элемента 17, свободно вращающегося в соответствующих выемках пластин 11 и 12. Кроме того, в пластинах 11 и 12 выполнены отверстия, в которь1х запрессованы оси 18 опорных роликов, представляющих собой радиальные подшипники 19 с надетыми на них кольцами-бандажами 20. Вокруг отверстий для посадки осей 18 выполнены концентричные им ступенчатые расточки для размещения опорных роликов. причем выступы расточек фиксируют внутренние кольца подшипников 19 в осевом направлении, а остальная часть их выполнена относительно поверхности опорных роликов с гарантированным зазором. В пластинах 11 расточки выполнены с одной сторрны, а в пластинах 12 с двух сторон на глубину, равную половине высоты опорного ролика. Таким образом, каждый опорный ролик расположен на участке оси 18, ограниченном с обеих сторон телом пластин 11 и 12, 1 Ч/ЧУУ МЛV- J V pyynI -t/lV/lVlLli/lUViritlЛ1ri1. A, которь1е играют роль концевых (пластины 11} и промежуточных (пластины 12) опор оси 18. Ось 18 дополнительно закреплена в отверстии при помощи разжимных щайб. 21. Прижимной башмак 1 установлен в направляющих прижимного суппорта 22. Прижимное усилие создается гидравлическим цилиндром, корпус которого конструктивно выполнен как одно целое с прижимным суппортом 22, а шток 23 неподвижно закреплен на прижимном узле 24. Устройство работает следующим образом. Под воздействием рабочей жидкости, нагнетаемой насосом (не показан) в полость гидррцилиндра, прижимной суппорт 22 по направляющим нажимного узла 24 переме-. щает прижимной башмак 1, несущий подвижный элемент головки 2, и цилиндрическим элементом 17 поджимает обтягиваемую заготовку к вращающейся гибочной оправке станка (не показаны), создавая необходимое для пластического обжатия волокон материала заготовки контактное давление. Цилиндрический элемент 17, которьш удерживается в исходном положении за ненагруженные цапфы, входящие с гарантированным зазором в отверстия пластин И, передает развиваемое в зоне контакта с обрабатываемой заготовкой усилие на два ряда опорных ррликов, представляющих собой радиальные подшипники 19 с надетыми на Них кольцами-бандажами 20. Для снижения площади контакта, с следовательно, и потребных усилий прижима, находящихся от нее в прямой пропорциональной зависимости цилиндрический элемент 17 выполнен минимально возможного диаметра. Последний выбирается из условий выступания цилиндрической части элемента 17 над поверхностью съемного корпуса и его собственной жесткости, т. е. отсутствия изгиба цилиндрического элемента 17 в промежутках между соседними опорными роликами. Опорные ролики каждого ряда, распределенные вдоль всей образующей цилиндрического элемента 17, свободно вращаются вокруг осей-18, запрессованных в отверстия пластин 11 и 12 съемного корпуса. При этом на ось 18 действует распределенная по ее длине нагрузка, приложенная на коротких участках, расположенных между опорами. Тем самым в несколько раз снижаются перерезывающие силы и изгибающие моменты, что дает возможность значительно уменьшить диаметр осей 18. Съемный корпус установлен в цилиндрической выемке подвижного элемента головки 2, которь1Й при появлении на гибочной оправке малки поворачивается в кольцевых направляющих 4 прижимного бащмака 1 вокруг горизонтальной оси, проходящей через середину образующей/цилиндрического элемента 17, под действием момента сил относительно этой оси, составляющими которого являются усилие гидроцилиндра прижимного суппорта 22 и реакция гибочной оправки. При этом свободные концы щтырей 8 перемещаются в отверстиях ущек 10 при жимного бащмака 1, а пружины 7 сжимаются. При отсутствии указанного опрокидывающего момента пружины 7 возвращают подвижный элемент головки 2, а вместе с ним и цилиндрический элемент 17, в исходное положение, соответствующее вертикальному расположению его оси. Предлагаемая головка к пррфилегибочному станку позволяет уменьщить массу прижимного узла, т. е. расход материала на его изготовление; уменьшить габариты прижимного узла, снизить вес станка; уменьщить действующие на гибочную оправку усилия и облегчить узлы ее крепления к столу станка, снизить энергоемкость станка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочная машина | 1986 |
|
SU1461559A1 |
| Устройство для гибки ошипованныхТРуб | 1979 |
|
SU837470A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| Головка к профилегибочному станку | 1975 |
|
SU554040A2 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| Устройство для ротационного выдавливания | 1978 |
|
SU685389A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2007 |
|
RU2364473C1 |
1. ГОЛОВКА К ПРОФИЛЕГИБОЧНОМУ СТАНКУ, содержащая жестко посаженный на вал нажимной ролик с механизмом его прижима к вращающейся гибочной оправке стола, отличающаяся тем, что. /2f2/2i2// 2 /7- / // / с целью снижения энергоемкости станка за счет уменьшения потребного усилия прижима, нажимной ролик выполнен в виде расположенных в корпусе, собранном из пластин, свободно установленного в нем цилиндрического элемента и взаимодействующих с Ним по боковой поверхности установленных в два ряда йа осях опорных роликов. 2. Головка по п. 1, отличающаяся тем, что в каждой пластине корпуса выполнены отверстия для размещения опорных роликов глубиной, равной половине высоты опорного ролика. (Л сд 00 О5 Фиг.1 7
Фив. 2
Вид А
fus.3
Б -В 151313 7 Г 7212 П
/
21202020
Фае Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головка к профилегибочному станку | 1975 |
|
SU554040A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
