Изобретение относится к устройствам токарной обработки изделий и может быть использовано при обработке трубных заготовок и труб для уменьшения их разностенности.
Наиболее близким аналогом по технической сущности является устройство для механической обработки труб, содержащее передний ведущий центр с плавающим патроном и узел, имеющий возможность перемещения по направляющим в направлении размерообразования, на котором в одной плоскости, проходящей перпендикулярно оси обрабатываемой трубы, смонтированы режущий инструмент и оправка, где в качестве режущего инструмента используют лезвийный инструмент, а в плоскости размещения режущего инструмента и оправки дополнительно смонтированы прижимные ролики (патент РФ №2288076, публ. 27.09.2005 г., МПК В23В/00) - прототип.
В данном устройства, в процессе обработки, сохраняется постоянное расстояние между установочной базовой поверхностью обрабатываемой трубы (внутренняя поверхность трубы) и рабочей поверхностью режущего инструмента. Это обеспечивает постоянство толщины стенок трубы.
Недостатком данного способа является то, что прижимное устройство, обеспечивающее постоянный контакт трубы и оправки в направлении действия режущего инструмента, контактирует с внешней поверхностью трубы. В результате усилия прижима компенсируются реакциями, возникающими в плавающем патроне и креплении консоли оправки. Это вызывает снижение жесткости системы «станок-приспособление-инструмент-деталь» (СПИД). Кроме того, начальная разностенность заготовки, например прессованных труб, может достигать 3-4 мм. Несовпадения установочной базы и базы приложения сил прижимного устройства при вращении обрабатываемой заготовки приводит к возникновению вибрации. Эти явления усиливаются с увеличением диаметра обрабатываемой трубы и ее массы. При обработке труб за один проход на диаметрах труб более 90 мм конечная разностенность обработанной детали не превышает 1,5-2 мм (статистические данные). Снижение разностенности требует дополнительной механической обработки.
Задачей изобретения является уменьшение разностенности обрабатываемых труб и трубных заготовок, которое осуществляется за один проход.
Технический результат, благоприятно влияющий на повышение точности обработки, заключается в том, что обрабатываемая труба устанавливается и крепится на одной базе - внутренней поверхности трубы, силовая схема крепления является замкнутой и не вызывает в системе СПИД дополнительных нагрузок и реакций, а расстояние между установочной базой и рабочей поверхностью инструмента остается гарантированно постоянным на протяжении всей технологической операции.
Указанный технический результат достигается тем, что в оснастке токарного станка для обработки труб, содержащей установленный на шпинделе передней бабки плавающий патрон, прижимное устройство, обеспечивающее постоянный контакт трубы и оправки в направлении действия режущего инструмента, при этом инструмент и опорный ролик оправки установлены напротив друг друга с возможностью синхронного перемещения вдоль оси обрабатываемой трубы, оправка смонтирована на консольной державке, установленной на суппорте, контактирует с внутренней поверхностью трубы тремя вращающимися роликами, два из которых расположены напротив инструмента и имеют фиксированное положение, а третий смещен от плоскости действия инструмента к передней бабке, подпружинен и установлен с возможностью свободного перемещения в радиальном направлении.
Для быстрой переналадки инструмента при механической обработке труб, отличающихся по внутреннему диаметру на значительную величину, оправка выполнена сборной с быстросъемной инструментальной головкой, которая закреплена осевым винтом на конусной базе оправки.
Для быстрой переналадки инструмента при механической обработке труб, отличающихся по внутреннему диаметру на незначительную величину, фиксированные ролики выполнены со сменными бандажами, отличающимися наружными диаметрами.
Изобретение иллюстрируется чертежами.
Фиг.1 - общий вид оснастки (нажимной механизм не показан).
Фиг.2 - сечение А-А (фиг.1).
Фиг.3 - сечение Б-Б (фиг.2).
На чертежах в сквозной нумерации обозначены позиции следующих элементов: плавающий патрон 1, установленный в шпинделе передней бабки 2, и кронштейн 3, который установлен на суппорте 4. На кронштейне закреплена консольная державка 5 с конусной базой 6, на которой гайкой 7 крепится оправка 8. Инструментальная головка 9 на конусной базе 10 оправки 8 крепится центральным винтом 11. На головке 9 установлены фиксированные ролики 12 со сменными бандажами 13 и ролик 14, имеющий свободу перемещения в радиальном направлении, смонтированный на цапфе 15 и подпружиненный пружиной 16. Цапфа 15 перемещается по направляющей. При установке трубы цапфа перемещается по направляющей под воздействием нажимного приспособления 17.
Устройство работает следующим образом.
Трубную деталь 18 одним концом закрепляют в плавающем патроне 1, нажимным приспособлением 17 сжимают пружину 16 и перемещают цапфу 15 вместе с роликом 14 к центру оправки на расстояние, позволяющее поместить оправку внутрь трубной детали. Сообщают заготовке вращение и осевую подачу суппорту 4. При сообщении подачи резца 19 производят обработку детали. Реактивное усилие, развиваемое пружиной 16, выбирается из условия гарантированного прижима трубы своим внутренним диаметром к двум зафиксированным роликам 12 и одному подпружиненному ролику 14 с учетом компенсации равнодействующей сил тяжести, резания, трения и др. Ход пружины устанавливается таким образом, что в крайне выдвинутом положении подпружиненного ролика описанная окружность через три ролика должна быть больше внутреннего диаметра трубы. При смене типоразмера обрабатываемой детали заменяют инструментальную головку 9, которую устанавливают на конусную базу 10, оправки 8 и закрепляют центральным винтом 11. При незначительном изменении внутреннего диаметра обрабатываемой трубной заготовки нужные установочные геометрические размеры инструментальной головки подгоняют путем подбора и установки сменных бандажей 13. Размерообразование толщины стенки обрабатываемой трубной детали 18 обеспечивает жесткий размер между режущей кромкой резца 19 и опорной поверхностью роликов 12 головки, а также фиксацией детали роликом 14 посредством пружины 16.
Пример конкретного выполнения
Обработана партия титановых прессованных трубных заготовок в количестве 2 шт. с внутренним диаметром от 92 до 160 мм, толщиной стенки от 8 до 20 мм, имеющих начальную разностенность до 4 мм. Полученные изделия имеют разностенность 0,5-0,7 мм.
По сравнению с прототипом разностенность детали уменьшена в 3-4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1979 |
|
SU825256A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для крепления инструмента | 1981 |
|
SU1038086A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1993 |
|
RU2095197C1 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2150365C1 |
Оснастка содержит установленный на шпинделе передней бабки плавающий патрон, прижимное устройство, обеспечивающее постоянный контакт трубы и оправки в направлении действия режущего инструмента, при этом инструмент и опорный ролик оправки установлены напротив друг друга с возможностью синхронного перемещения вдоль оси обрабатываемой трубы. Для уменьшения разностенности обрабатываемых труб оправка смонтирована на консольной державке, установленной на суппорте, контактирует с внутренней поверхностью трубы тремя вращающимися роликами, два из которых расположены напротив инструмента и имеют фиксированное положение, а третий смещен от плоскости действия инструмента к передней бабке, подпружинен и установлен с возможностью свободного перемещения в радиальном направлении. 2 з.п. ф-лы, 3 ил.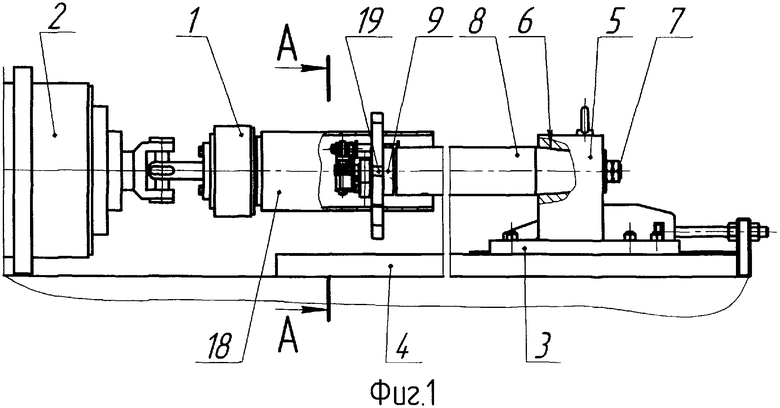
1. Оснастка токарного станка для обработки труб, содержащая установленный на шпинделе передней бабки плавающий патрон, прижимное устройство, обеспечивающее постоянный контакт трубы и оправки в направлении действия режущего инструмента, при этом инструмент и опорный ролик оправки установлены напротив друг друга с возможностью синхронного перемещения вдоль оси обрабатываемой трубы, отличающаяся тем, что оправка смонтирована на консольной державке, установленной на суппорте, контактирует с внутренней поверхностью трубы тремя вращающимися роликами, два из которых расположены напротив инструмента и имеют фиксированное положение, а третий смещен от плоскости действия инструмента к передней бабке, подпружинен и установлен с возможностью свободного перемещения в радиальном направлении.
2. Оснастка по п.1, отличающаяся тем, что оправка выполнена сборной с быстросъемной инструментальной головкой, которая закреплена осевым винтом на конусной базе оправки.
3. Оснастка по п.1, отличающаяся тем, что фиксированные ролики выполнены со сменными бандажами с различными наружными диаметрами.
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| Приспособление к металлообрабатывающим станкам для обработки трубчатых изделий | 1946 |
|
SU71028A1 |
| Способ обточки труб | 1961 |
|
SU149288A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2150365C1 |
| US 6293174 B1, 25.09.2001. | |||

