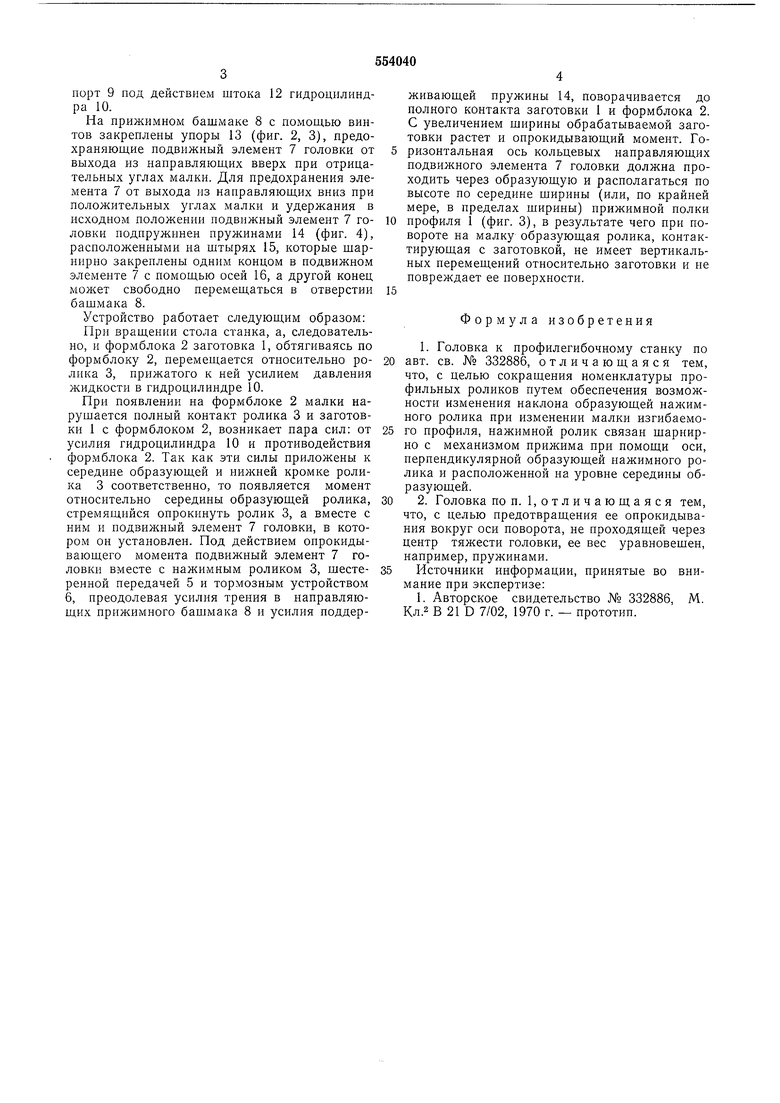
порт 9 под действием штока 12 гидроцилиндра 10.
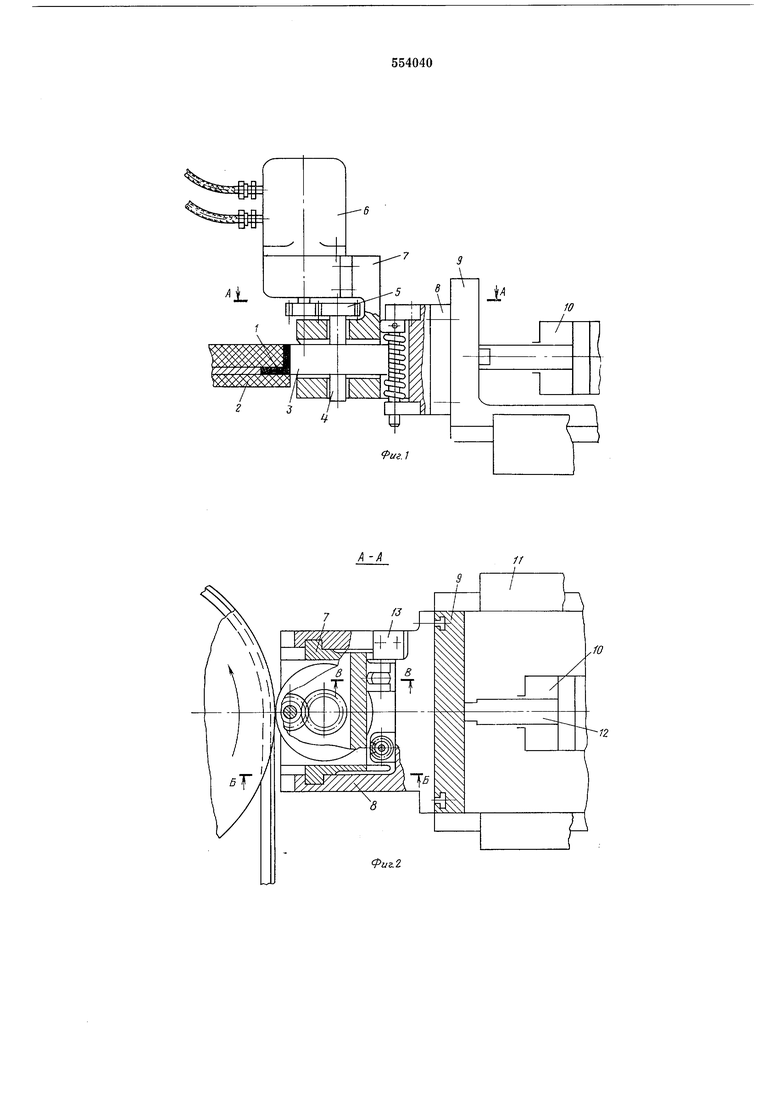
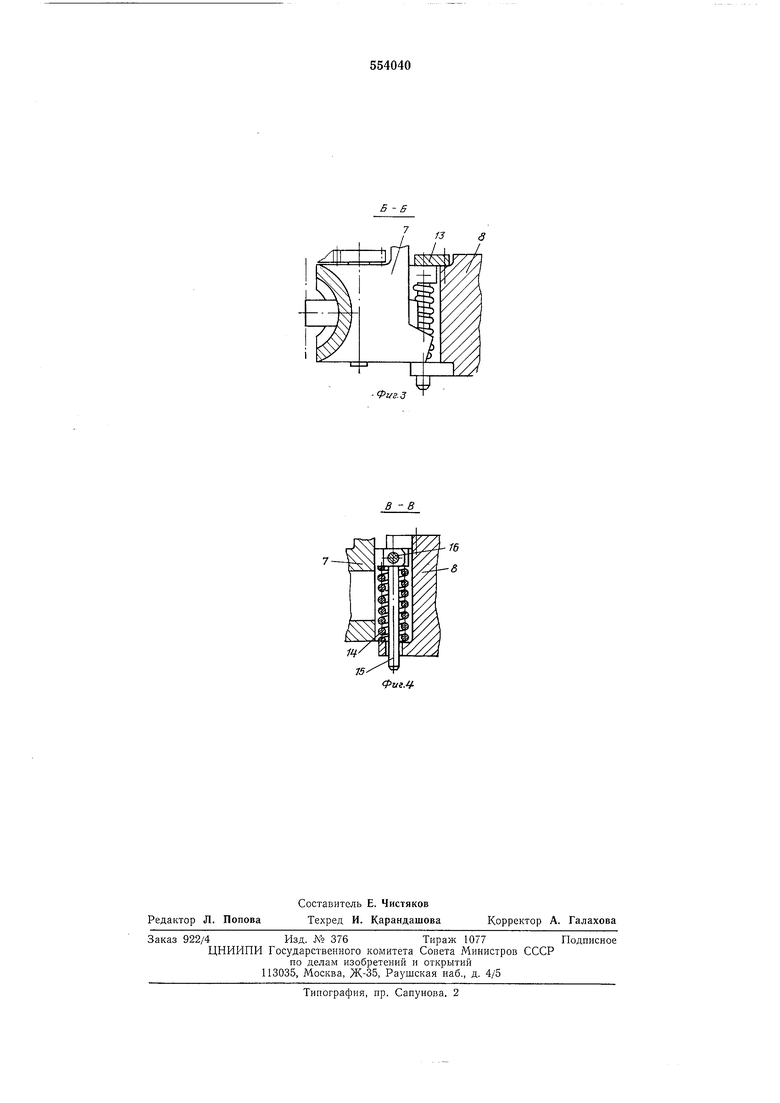
На прижимном башмаке 8 с помош,ью винтов закреплены упоры 13 (фиг. 2, 3), предохраняющие подвижный элемент 7 головки от выхода из направляющих вверх при отрицательных углах малки. Для предохранения элемента 7 от выхода из направляющих вниз при положительных углах малки и удержания в исходном положении подвижный элемент 7 головки подпружинен пружинами 14 (фиг. 4), расположенными на штырях 15, которые шарнирно закреплены одним концом в подвижном элементе 7 с помощью осей 16, а другой конец может свободно перемещаться в отверстии башмака 8.
Устройство работает следующим образом:
При вращении стола станка, а, следовательно, и формблока 2 заготовка 1, обтягиваясь по формблоку 2, перемещается относительно ролика 3, прижатого к ней усилием давления жидкости в гидроцилиндре 10.
При появлении на формблоке 2 малки нарушается полный контакт ролика 3 и заготовки 1 с формблоком 2, возникает пара сил: от усилия гидроцилиндра 10 и противодействия формблока 2. Так как эти силы приложены к середине образующей и нижней кромке ролика 3 соответственно, то появляется момент относительно середины образующей ролика, стремящийся опрокинуть ролик 3, а вместе с ним и подвижный элемент 7 головки, в котором он установлен. Под действием опрокидывающего момента подвижный элемент 7 головки вместе с нажимным роликом 3, шестеренной передачей 5 и тормозным устройством 6, преодолевая усилия трения в направляющих прижимного башмака 8 и усилия поддерживающей пружины 14, поворачивается до полного контакта заготовки 1 и формблока 2. С увеличением ширины обрабатываемой заготовки растет и опрокидывающий момент. Горизонтальная ось кольцевых направляющих подвижного элемента 7 головки должна проходить через образующую и располагаться по высоте по середине ширины (или, по крайней мере, в пределах ширины) прижимной полки
0 профиля 1 (фиг. 3), в результате чего при повороте на малку образующая ролика, контактирующая с заготовкой, не имеет вертикальных перемещений относительно заготовки и не повреждает ее поверхности.
Формула изобретения
1. Головка к профилегибочному станку по
0 авт. св. № 332886, отличающаяся тем, что, с целью сокращения номенклатуры профильных роликов путем обеспечения возможности изменения наклона образующей нажимного ролика при изменении малки изгибаемого профиля, нажимной ролик связан шарнирно с механизмом прижима при помощи оси, перпендикулярной образующей нажимного ролика и расположенной на уровне середины образующей.
0 2. Головка по п. 1, отличающаяся тем, что, с целью предотвращения ее опрокидывания вокруг оси поворота, не проходящей через центр тяжести головки, ее вес уравновешен, например, пружинами.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 332886, М. Кл.2 В 21 D 7/02, 1970 г. - прототип.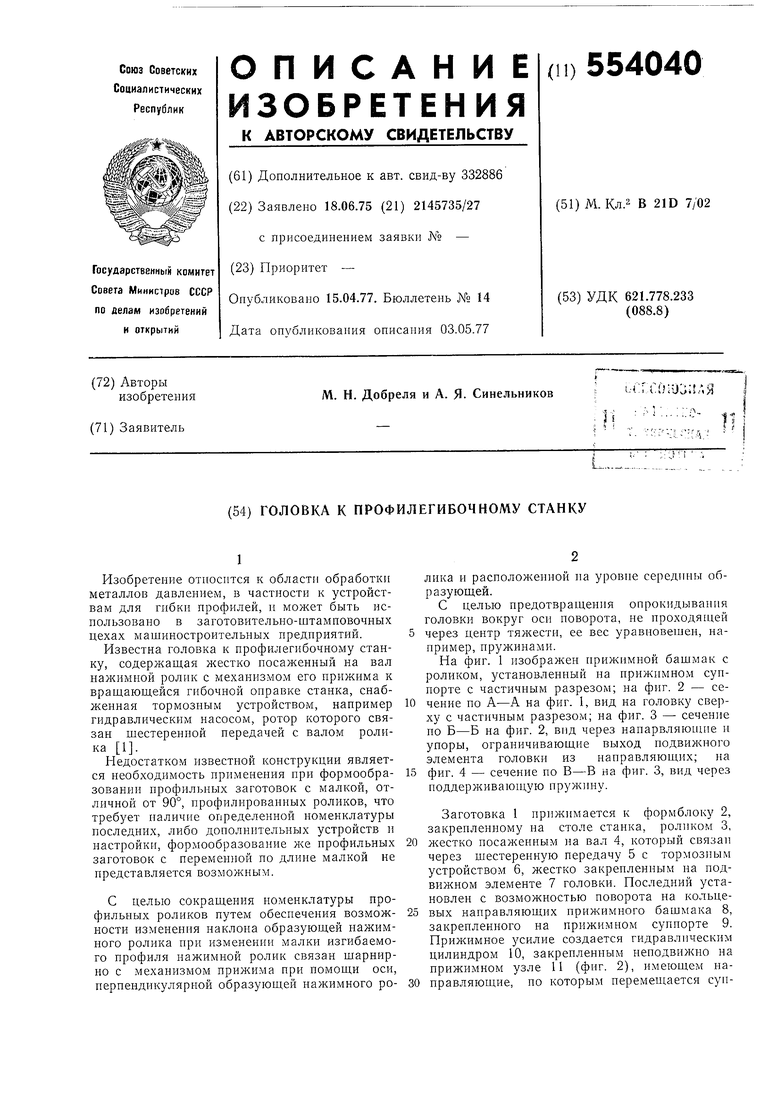
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка к профилегибочному станку | 1982 |
|
SU1058671A1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА И ЩИТА | 2002 |
|
RU2205103C1 |
| Головка к профилегибочному станку | 1982 |
|
SU1050775A1 |
| УЗЕЛ ОГРАНИЧИТЕЛЯ ПРОГИБА | 2008 |
|
RU2365494C1 |
| Устройство для гибки обкаткой | 1990 |
|
SU1729657A2 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| Устройство для гибки ошипованныхТРуб | 1979 |
|
SU837470A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
kf
-Фиг.З
