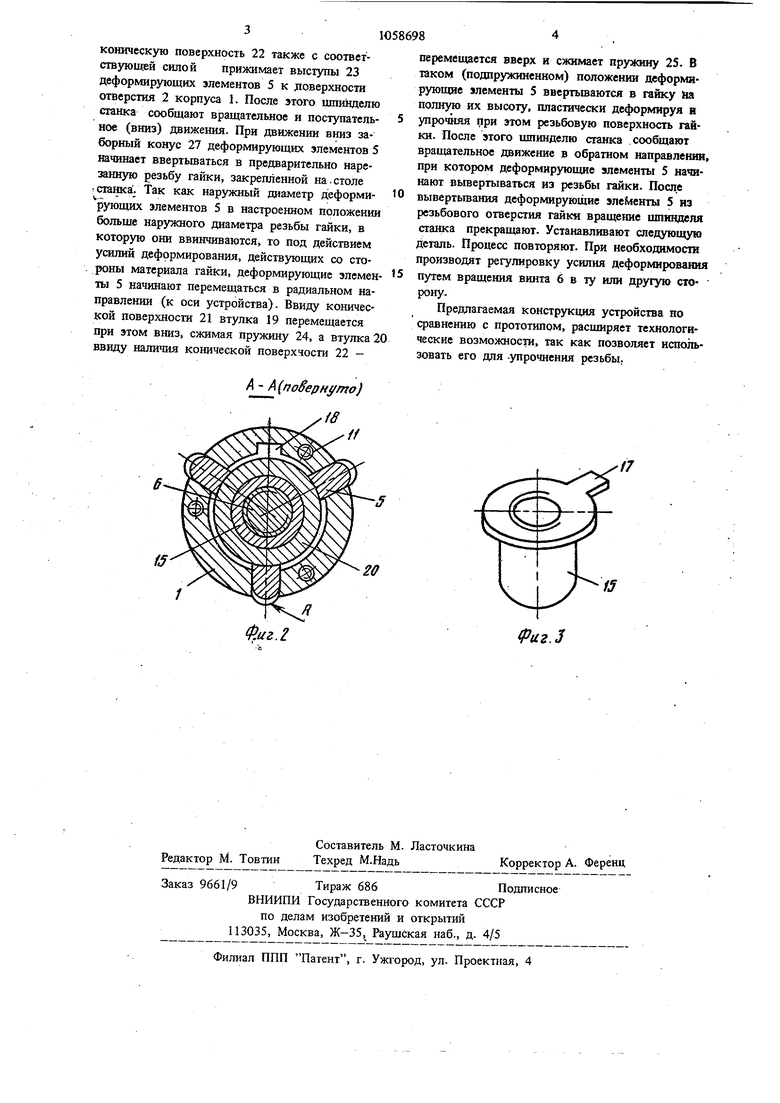
Изобретите относится к обработке металлов давлением, а именно к устройствам для обработки внутренних резьб. Известно устройство для упрошения обкаткой деталей с В 1утренней резьбой, содержащее обкатные ролики, установленные на нлавающих поршнях, связанных фигурвд1ми рьпгагами с пружинами для обеспечения необходимого усилия обкатки 1. Наличие фигур1а 1х рычагов приводит к . слож1юсти изготовления данного устройства. Кроме того, оно не может быть использовано для изготовления резьбы, а только для ее упрочнения. Наиболее близким к предлагаемому является бесстружечный метчик, содержащий корЯус, в пазах которого установлегш деформирующие пластины с возможностью радиального перемещония, и хвостовик 12. Недостатком данного бесстружечного метчики являются ограниченные технологические возможности, связашые с тем, что его конструкция не позволяет регулировать усилие обработки, без чего нельзя производить зшрочнегше резьбы.. Цель изобрете1шя - расширение технологических возмоясностей за счет обесдечеиня процесса упрошения. Указа1Н1ая цель достигается тем, что устройство для обработки BJiyipeiDieu резьбы, содержащее корпус, в пазах которого размещены .деформирующие элементы с возможностью радиального перемещения и. хвостовик, снабжено винтом, имеющим участок с левой и участок с правой резьбой, разметцетшой на каждом из участков гайкой с концентричной ей втулкой, установленной с возможностью взаимодействия с деформирующими элементами, и тарированной нружщюй, расположенной между гайкой и втул кой. На фиг. 1 изображено устройство, общий вид на фиг. 2 - сечепие А-А на фиг.1; на фиг. 3 гайка, в изометрии. Устройство содержит корпус 1 с цилиндриче ким отверстием 2 и коническим хвостовиком 3 В нижней части корпуса 1 вьшолнены (равномерно по окружности) сквозные пазы 4, в кот рых размещень с возможностью радиального пе ремещения, деформирующие элементы 5. Число деформирующих элементов 5, а следовательно и сквозных пазов 4, на корпусе 1 может быть различным к зависит от диаметра упрочняемой резьбы. В цилиндрическом отверстии 2 корпуса установлен с возможностью вращения винт 6, верх{1яя цапфа 7 которого входит в углубление корпуса 1, а нижняя цапфа 9 - в отверстие крышки 10, прикрепленной к корпусу 1 винтами И (фиг. 2). На участке 12 винта 6 нареза; на левая резьба, а на участке 13 винта 6 - пра вая резьба. На резьбу участков 12 и 13 навернуты соответственно гайки 14 и 15 таким образом, что их выступы 16 и 17 свободно входят в продольный паз 18, вьшолненньш на поверхности цилиндрического отверстия 2 корпуса 1. На гайках 14 и 15 размещены с возможностью осевого перемещения втулки 19 и 20, имеющие конические поверхности 21 и 22, на которые опираются cooTBeTCTBjTonwe конические скосы деформирующих злементов 5. Выстзшы 23 удерживают деформирующие элементы 5 от вьшадания их из пазов 4 корпуса 1. Между гайкой 14 и втулкой 19 установлена тарированная пружина сжатия 24, а между гайкой 15 и втулкой 19- тарированная пружина сжатия 25., На наружной поверхности деформирующих злементов 5 выполнен резьбовой профиль с соответствующими размерами наружного, среднего и внутреннего диаметров, а также закругле1шем (фиг. 2), и заборные конусы 26 и 27. Для пояснения работы устройства на фиг. 1 показан квадратный конец 28 винта 6. В нерабочем сос оянии под действием тарированной пружш№1 24 втулка 19 находится в крайнем верхнем ноложе ши и через ко1шческу1о поверхность 21 прижимает выступы 23 резьбовых пластин 5 к поверхности отверстия 2. Под действием тарирова1шой пружины 25 втулка 20 находится в это время в крайнем нижнем положе1ши и также прижимает выступы 23 резьбовых пластин 5 к поверхности отверстия 2. Наружный дааметр резьбовых пластин 5 в таком (нерабочем) состоянии оказывается несколько больше (на 2-3 мм) н.51руж1юго диаметра резьбы гай- , ки, которая подлежит упрочнению. Устройстао при упрочнении работает следующим образом. Хвостовиком 3 корпус 1 устанавливают в шпиндель сташса, например сверлильного. Затем производят настройку тарированных пружин 24 и 25 на заданг ю величину уси1шя, прилагаемого к деформирующим элементам 5. С этой целью вращают на расчетное число оборотов винт 6 за квадратный конец 28. Так как гайка 14 удерживается от вращения выступом 16, входящим в паз 18 корпуса 1, и на ней нарезана левая резьба, то при вращении винта 6 она перемещается вверх и сжимает Q определенной силой пружину 24. Под действием пруясины 24 втулка 19 через коническую поверхность 21 с соответствующей силой прижимает при этом выступы 23 деформируюшлх элементов 5 к поверхности отверстия 2 корпуса I. Гайка 15 удерживается от вращения выступом 17, входящим в паз 18 корпуса 1, и, -так как в ней нарезана правая резьба, при вращении винта 6 она. перемещается вниз и сжимает с определегшой силой пружину .25. Пдй действием пружины 25 втулка 20 через коническую поверхность 22 также с соответствующей снлой прижимает выступы 23 деформирующих элементов 5 к доверхности отверстия 2 корпуса 1. После этого шпинделю станка сообщают вращательное и поступательное (вниз) движения. При движении вниз заборный конус 27 деформирующих элементов 5 начинает ввертьюаться в предварительно нарезанную резьбу гайки, закрепленной на. столе Станка. Так как наружный диаметр деформирующих элементов 5 в настроенном положении больше наружного диаметра резьбы гайки, в которую они ввинчиваются то под действием усилий деформирования, действующих со стороны материала гайки, деформирующие элемен ты 5 начинают перемещаться в радиальном направлении (к оси устройства). Ввиду конической поверхности 21 втулка 19 перемещается при этом вниз, сжимая пружину 24, а втулка 2 ввиду наличия конической поверхности 22 А - (noSepHffmo) Фмг.2 перемещается вверх и сжимает пружину 25. В таком (подпружиненном) положении деформирующие элементы 5 ввертьшаются в гайку йа полную их высоту, пластически деформируя и упроздшя при этом резьбовую поверхность ганки. После этого шпинделю станка сообщают вращательное движение в обратном направлении, при котором деформирующие элементы 5 начинают вывертываться из резьбы гайки. После вывертьгаания деформирующие эле&1енты 5 из резьбового отверстия гайки вращение шпинделя станка прекращают. Устанавливают следующую деталь. Процесс повторяют. При необходимости производят регулировку усилия деформирования путем вращения винта 6 в ту или другую сторону. Предлагаемая конструкция устройства по фавнению с прототипом, расширяет технологические возможности, так как позволяет использовать его для -упрочнения резьбы. (риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
| Устройство для накатывания внутренних резьб в высокопрочных сталях | 1981 |
|
SU1018767A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
УСТЮЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ РЕЗЬБЫ, содержащее корпус. в пазах которого размещены деформирующие элементы с возможностью радиального перемещения и хвостовик, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения процесса упрочнения резьбы, оно снабжено винтом, имеющим з исток с левой и участок с правой резьбой, размещенной на каждом из участков гайкой с концентричной ей втулкой, установленной с возможностью взаимодействия с деформирующими элементами, и тарированной пружиной, расположенной между гайкой и втулкой. сл ел 00 05 UD сх
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ОБКАТКОЙ ДЕТАЛЕЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 0 |
|
SU255321A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
