(54) БЕССТРУЖЕЧНЫЙ МЕТЧИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU912364A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
| Бесстружечный метчик | 1979 |
|
SU772663A1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб в деталях из высокоплас тичных материалов.
По основному авт.св. № 742018 известен бесстружечный метчик, содержащий корпус с установленными в его пазах, по крайней мере, двумя резьбовыми деформирующими элементами, причем метчик снабжен подпружиненной втулкой и опорным кольцом, установленными на корпусе и контактирующими с резьбовыми деформирующими элементами, при этом пазы в корпусе .и контактирующие с ним основания резьбовых деформирующих элементов выполнены наклонными к оси корпуса с одинаковьм углом наклона 13.
Недостатком этого метчика является то, что при образовании резьбы в гайках требуется включение и выключение вращения шпинделя станка при изготовлении каждой отдельной гайки.
ЧТО снижает производительность труда на этих операциях.
Цель изобретения - повьшение про- изводительности при образовании резь бы в гайках.
Цель достигается тем, что в бесструнечном метчике втулка вьшолнена со ступенчатым отверстием и наружньм диаметром, меньшим внутреннего диаметра резьбы гайки, при этом в
to ступени большего диаметра установлена пружина, а корпус выполнен сборньм.
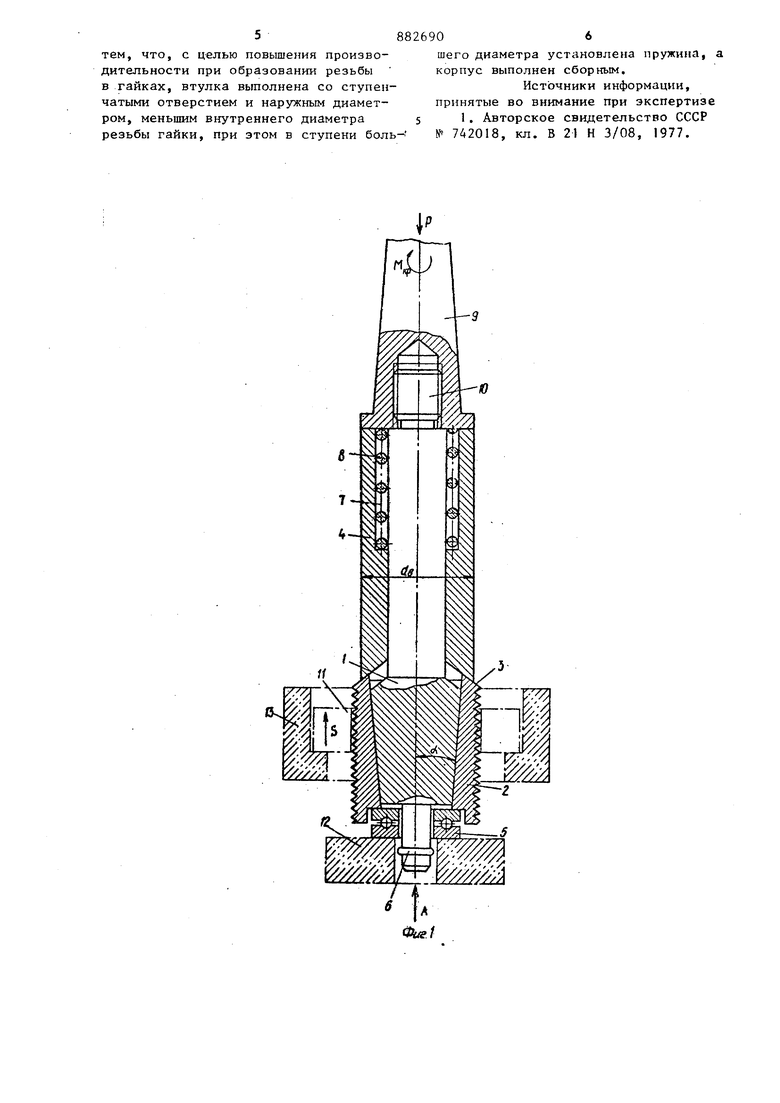
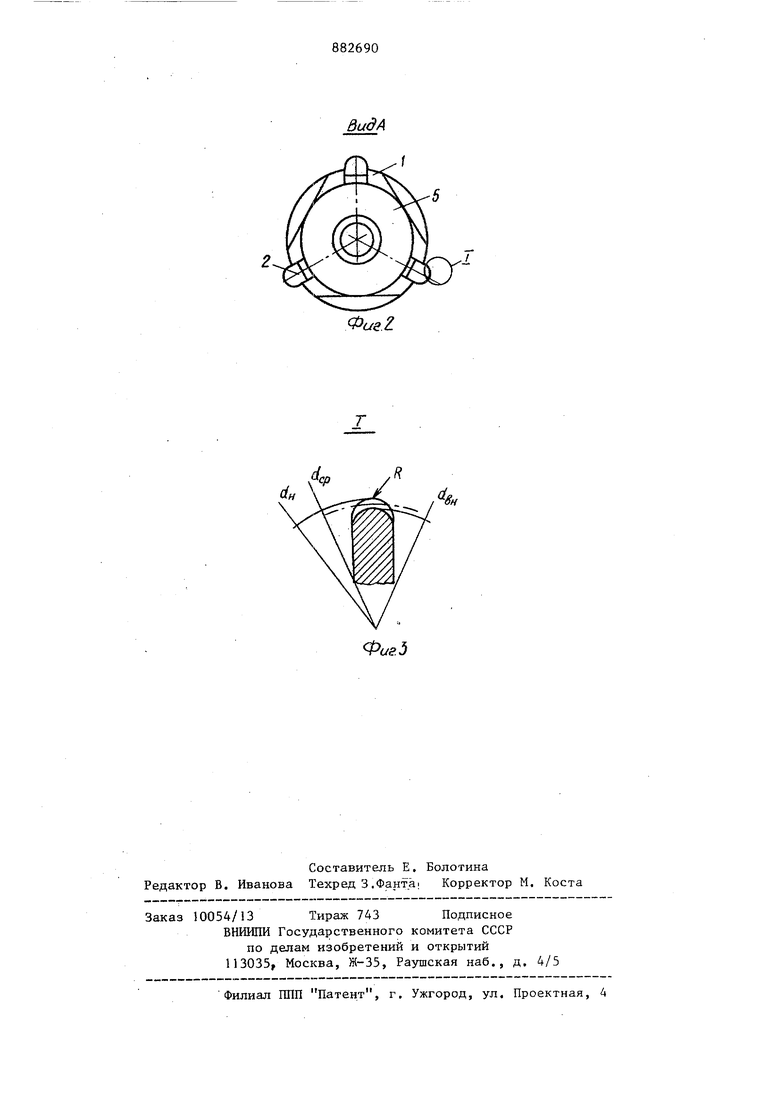
На фиг. 1 изображен предлагаемый бесстружечный метчик, общий вид; на
ts фиг. 2 - вид А на фиг.1; на фиг.Зузел I на фиг.2,
Метчик содержит корпус 1, на передней части которого выполнены (равномерно по окружности) пазы прямо20угольной формы, наклоненные под углом сС к оси корпуса. В пазах корпуса размещены с возможностью перемещения резьбовые деформирующие элементы пластины 2. Число резьбовых пластин 2, а следовательно, и пазов на корпусе может быть различным и зависит от диаметра метчика. На верхних торцах резьбовых пластин 2 выполнены скосы 3, которые входят в коническую выточку втулки 4, расположенной на корпусе 1. Нижние торцы резьбовых пластин 2 соприкасаются с опорным кольцом в виде опорного шарикоподшипника 5, расположенного на передней части корпуса 1. От выпадания резьбовые пластины 2 и шарикоподшипник 5 удерживаются стопорной шайбой 6. Втулка 4 выполнена со . ступенчатым отверстием, в большей ступени 7 которого размещена пружина 8 сжатия. Один конец пружины 8 упирается в торец ступени 7, а другой в торец хвостовика 9, навернутого на резьбовой участок 10 корпуса 1, выполненного сборным; под действием пружины 8 втулка 4 может перемещатьс по корпусу 1J воздействуя при этом н скосы 3 резьбовых пластин 2 и перемещая их тем самым, по пазам корпуса 1, Наружный диаметр dg втулки 4 выполняют меньше (на 0,3...О,5 мм)внут реннего диаметра образуемой метчиком резьбы. В нерабочем состоянии под действием пружины 8 пластины 2 находятся между упорным шарикоподшипником 5, упирающимся в стопорную шайбу 6, и втулкой 4, наличие конической выточки у которой предотвращает вьшадание пластин из пазов корпуса. В этом положении, т.е. когда между верх1шм торцом втулки 4 и торцом хвостовика 9 образуется зазор, наружный диаметр пластин 2 оказывается на 0,15-0,8 мм меньше внутреннего диаметра резьбы гайки. Резьбовой профиль на пластинах 2 шлифуют в сборе с корпусом 1 в том их положении, когда пружина 8 сжата, втулка 4 верхним торцом упирается в верхний торец хвостовика 9 а сами пластины 2 плотно прилегают скосами 3 к конической выточке втул ки 4. В этом положении выдерживают соответствующие размеры djj ,d(.p,dg,и R резьбового профиля пластины 2. Для пояснения работы метчика условно по казаны гайка (деталь) 11, опора ста ка 12 и зажимное приспособление 13. Метчик работает следующим образом. Хвостовиком 9 метчик устанавливае ся JB быстросменном патроне, располо . 4 енном в шпинделе станка, Затем под дей-ствием силы Р метчику сообщают поступательное движение (вниз, при котором резьбовые пластины 2 свобедно входят в отверстие гайки 11, а упорный шарикоподшипник 5 доводится до соприкосновения с опорой станка 12. При дальнейшем движении (опускании) метчика ввиду наличия угла (/. резьбовые пластины 2 начинают перемещаться в радиальном направлении к поверхности отверстия гайки 11. Пружина 8 при этом сжимается. В тот момент, когда вершины резьбовых пластин 2 входят в соприкосновение с поверхностью отверстия гайки 11, метчику дополнительно сообщают вращательное движение (для правой резьбы - по часовой стрелке). Резьбовые пластины 2 при этом продолжают внедряться в металл гайки, образуя тем самым, ее резьбовой профиль. Самозатягиванием гайка 11 начинает перемещаться вверх по резьбе метчика,и по 6-гранному гнезду зажимного (установочного) приспособления 13. Когда верхний торец втулки 4 коснется торца хвостовика 9,радиальное внедрение резьбовых штас-тин 2 в металл гайки прекращается. С этого момента начинается калибрование резьбы гайки, после которого она свинчивается на втулку 4. Приспособление 13 отводится вниз (в исходное положение), а гайка с готовой резьбой остается на втулке 4. После этого метчику сообщают поступательное движение в обратном направлении (вверх), устанавливают следующую гайку и процесс повторяют. Обработанные гайки при этом нанизывают на втулку 4 до тех пор, пока они не заполняют всю длину. После этого вращение метчика прекращают, вместе с готовыми гаками его извлекают из быстросменного патрона и освобождают от гаек. Вьщавливание резьбы в гайках метчиком предлагаемой конструкции по сравнению с известными, позволяет повысить производительность труда,так как отпадает необходимость включения станка и его выключения при изготовлении каждой гайки (станок выключается лишь после заполнения готовыми гайками длины втулки). Формула изобретения Бесстружечньш метчик по авт.св. № 742018, отличающийся
тем, что, с целью повышения производительности при образовании резьбы в гайках, втулка вьшолнена со ступенчатыми отверстием и наружным диаметром, меньшим внутреннего диаметра резьбы гайки, при этом в ступени большего диаметра установлена пружина, а корпус выполнен сборным.
Источники информации, принятые во внимание при экспертизе
Фиг 5
