(54) БЕССТРУЖЕЧНЫЙ МЕТЧИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Бесстружечный метчик | 1979 |
|
SU772663A1 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Устройство для образования внутренней резьбы методом пластической деформации | 1980 |
|
SU919797A1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU912364A1 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU927397A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
I
Изобретение относится к обработке металлов давлением, а именно к инструменту для изготовления резьб и может быть использовано при изготовлении сквозных резьбовых отверстий средних и крупных размеров в деталях из различных конструкционных материалов.
Известна конструкция сборного машинного метчика, состоящего из корпуса и укрепленных в нем гребенок со шлифованной резьбой, опирающихся на коническую поверхность резьбового пальца, с помощью которого регулируют размер среднего диаметра. Гребенки стянуты пружинным кольцом и удерживаются от выпадания крышкой 1 .
Однако наличие у такого метчика постоянной заборной части, выполненной под определенным углом, не позволяет в процессе его эксплуатации регулировать (в зависимости от механических свойств материала гайки) толщину слоя металла, срезаемого режущими кромками метчика. Это приводит к тому, что для обеспечения оптимальных условий при нарезании резьбы в различных материалах необходимо иметь несколько
метчиков, отличающихся между собой величиной заборного конца.
Наиболее близким к предлагаемому является, бесстружечный метчик, состоящий из корпуса с буртиком, резьбовых пластин, размещенных в наклонных пазах корпуса, опорного и стопорного кольца. Конструкция метчика позволяет peiA лировать скорость радиальной подач) резьбовых пластин в металл гайки 2.
Недостатком данного бесстружечного метчика является то. что при работе указанным метчиком уменьшение скоростирадиальной подачи резьбовых пластин возможно лишь за счет уменьшения скорости осевого перемещения корпуса инструмента, что в свою очередь, вызывает необходимость
15 увеличения длины резьбовых пластин, так как в процессе резьбовыдавливания гайка непрерывно с определенной окружном скоростью навинчивается с подачей, равной шагу резьбы, на резьбовые пластины. Сле20довательно, при опред еленной длине резьбовых пластин, указанная конструкция метчи,ка позволяет надежно получать резьбовые отверстия лишь е ограниченной группе высокопластичных материалов с пониженными механическими свойствами.
Цель изобретения - обеспечение возможности изготовления резьбовых отверстий в материалах с повышенными механическими свойствами.
Указанная цель достигается тем, что бесстружечный метчик, содержащий корпус с буртиком, резьбовые пластины, размещенные в наклонных пазах корпуса, подпружиненную втулку, опорное кольцо и стопорное кольцо, снабжен упором, установленным на корпусе между буртиком и втулкой, выполненным в виде диска, имеющего центральное отверстие и два выступа, и дополнительной пружиной, расположенной между опорным и стопорным кольцами, втулка выполнена с радиальными пазами на торце, в которых размещены выступы упора.
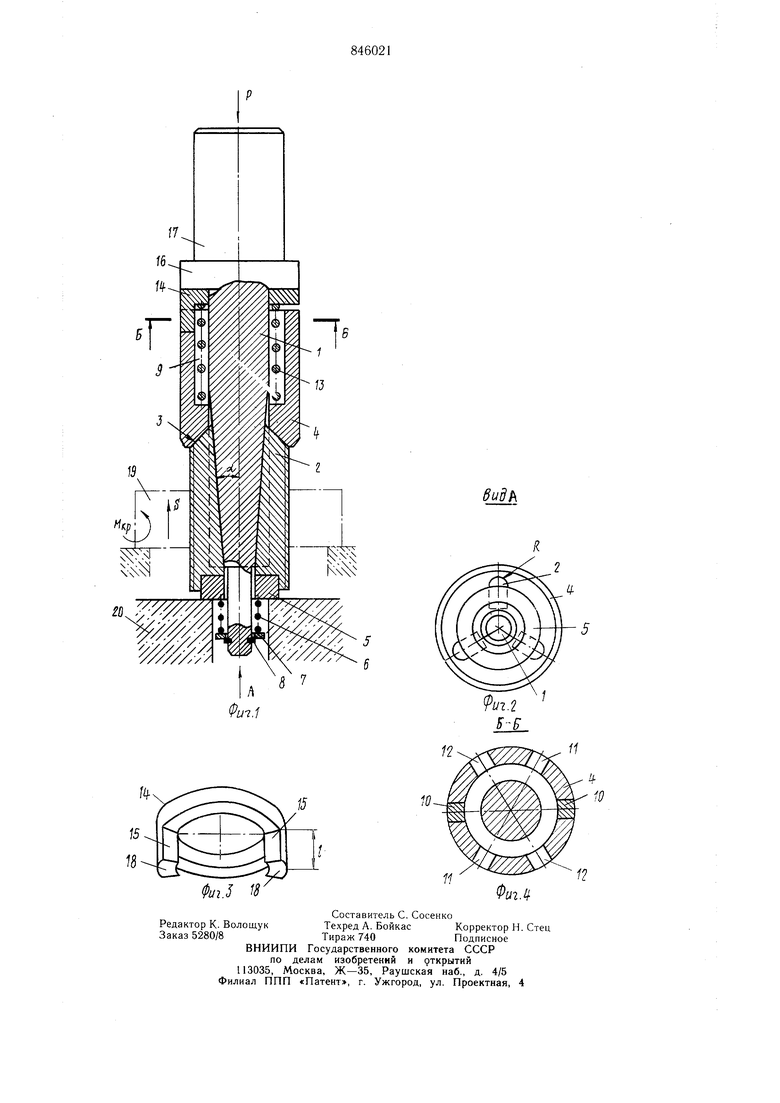
На фиг. 1 изображен предлагаемый метчик, продольное сечение; на фиг. 2 - то же, вид Б на фиг. 1; на фиг. 3 - упор метчика; на фиг. 4 - сечение Б-Б на фиг. 1.
Метчик содержит корпус 1, на передней части которого выполнены (равномерно по окружности) пазы прямоугольной формы, наклоненные под одинаковым углом обк оси корпуса. В пазах корпуса 1 размещены с возможностью перемещения резьбовые пластины 2, число которых, а следовательно, и пазов на корпусе, может быть различным и зависит от диаметра метчика. На верхних торцах резьбовых пластин 2 выполнены скосы 3, которыми пластины входят в коническую выточку втулки 4, расположенной на корпусе 1. Нижние торцы резьбовых пластин 2 соприкасаются с упорным кольцом 5, подпружиненным дополнительной пружиной 6, которая опирается на шайбу 7, удерживаемую от выпадания стопорным кольцом 8. В верхней части втулки 4 выполнена цилиндрическая выточка 9, а на торце прорезаны радиальные (прямоугольной формы) пазы 10, 11 и 12. В выточке 9 размещена пружина 13 сжатия, один конец которой упирается в конец выточки, а другой в торец упора 14, выполненного в виде диска с отверстием и двумя выступами 15 длиною (см. фиг. 3). Упор 14 размещен на корпусе 1 и верхним торцом контактирует с буртиком 16 хвостовика 17. Выступы 15 упора 14 могут входить в пазы 10, 11 и 12 втулки 4 и соприкасаться своими основаниями 18 с дном пазов 10, 11 и 12. Глубину пазов 10 выполняют при этом равной высоте выступов 15, глубину пазов 11 - равной (i - дуглубину пазов 12 - равной (2.-Щ-), где h - общая расчетная величина перемещения резьбовых пластин 2 в осевом направлении, необходимая для образования полной высоты резьбового профиля гайки. Под действием пружины 13 втулка 4 может перемещаться , по корпусу 1, воздействуя при этом на скосы 3 резьбовых пластин 2 и перемещая их тем самым по пазам корпуса 1. Резьбовой профиль на пластинах 2 шлифуют в сборе
с корпусом I в том их положении, когда пружина 13 сжата, выступы 15 упора 14 входят в пазы 10 (глубина которых равна I) и основаниями 18 упираются в дно пазов 10, а сами пластины 2 плотно прилегают скосами 3 к конической выточке втулки 4. В этом положении и выдерживают соответствующие размеры наружного, среднего и внутреннего диаметров резьбового профиля пластин 2 и величину закругления R (фиг. 2), Для пояснения работы метчика на фиг. 1 условно показана гайка (деталь 19) и опора станка 20.
Метчик работает следующим образом.
Хвостовиком 17 метчик устанавливают в патроне, расположенном в щпинделе станка. Затем отжимают (рукой) втулку 4 вниз, совмещают выступы 15 упора 14 с пазами 12, после чего опускают втулку 4, совмещают выступы 15 упора 14 с пазами 12, после чего отпускают втулку 4. Под действием пружины 6 втулка 4 перемещается вверх и выступы 15 входят в пазы 12 таким образом, что их основания 18 не касаются дна газов 12, что обеспечивается соответствующим подбором пружин 6 и 13 сжатия. В этом положении (когда между основа-, ниями 18 выступов 15 и дном пазов 12 имеется определенный зазор) наружный диаметр пластин 2 оказывается на 0,5 ... 0,8 мм меньше внутреннего диаметра резьбы гайки. Затем под действие.м силы Р метчику сообщают поступательное движение вниз, при котором резьбовые пластины 2 свободно входят в отверстие гайки 19, а упорное кольцо 5 доводится до соприкосновения с опорой станка 20. При дальнейшем движении (опускании) метчика, ввиду наличия угла оС резьбовые пластины 2 начинают перемещаться в радиальном направлении к поверхности отверстия гайки 19. Пружина 13 при этом сжимается. В Tot момент, когда вершины резьбовых пластин 2 входят в соприкосновение с поверхностью отверстия гайки 19 последней сообщается вращательное Мкр и поступательное S (по шагу резьбы) движения. Резьбовые пластины 2 начинают при этом внедряться в металл гайки, образуя тем самым ее резьбовой профиль. Когда основания 18 упора 14 коснутся дна пазов 12 радиальное внедрение резьбовых пластин 2 в металл гайки прекращается. С этого момента начинается калибрование предварительно образованного резьбового профиля гайки, после которого метчику сообщают поступательное движение в обратно.м направлении (вверх). Под действием пружины 13 сжатия втулка 4 опускается и перемещает пластины 2, в результате чего их наружный диаметр уменьшается, и когда он становится меньше внутреннего диаметра резьбы гайки, метчик выводят из отверстия, а гайку 19 возвращают в исходное положение. После этого делают второй проход, для чего снова отжимают втулку 4 вниз, совмещают выступы 15 упора 14 с пазами 11 и отпускают втулку 4. Выступы 15 при этом входят в пазы И, но их основания 18 также не касаются дна пазов 11, так как пластины 2 занимают вдоль оси первоначальное исходное положение, что и при первом проходе. Процесс повторяется. Но так как глубина пазов 11 больше глубины пазов 12 на величину h/3, то втулка 4 переместится при втором проходе выше по сравнению с ее верхним крайним положением при первом переходе на ту же величину h/3. Следовательно, произойдет и дополнительное внедрение вершин резьбовых пластин 2 в металл гайки, в результате которого высота ее резьбового профиля увеличится. По аналогии делают третий проход, совместив предварительно выступы 15 упора 14 с пазами. 10 втулки 4. Так как глубина пазов 10 больше глубины пазов 11 на величину h/3 по сравнению с ее верхним крайним положением при втором проходе, то в результате этого произойдет дополнительное радиальное внедрение вершин резьбовых пластин 2 в металл гайки. После третьего прохода профиль резьбы гайки получает требуемые чертежом размеры. Устанавливают следуюшую деталь. Процесс повторяют. В зависимости от физико-механических свойств обрабатываемого материала число проходов, а следовательно, и число пазов на торце втулки может быть различным. Предлагаемая конструкция метчика позволяет при одинаковой скорости осевого перемеш,ения их корпусов и одинаковой длине резьбовых, пластин уменьшить скорость радиальной подачи резьбовых пдастин в металл гайки, что в свою очередь обеспечивает возможность изготовления резьбовых отверстий в материале с повышенными механическими свойствами. Формула изобретения Бесстружечный метчик для изготовления внутренних резьб пластическим деформированием, содержаш,ий корпус с буртиком, резьбовые пластины, размешенные в наклонных пазах корпуса, подпружиненную втулку, опорное кольцо и стопорное кольцо, отличающийся тем, что, с целью обеспечения возможности изготовления резьбовых отверстии в материалах с повышенными механическими свойствами, он снабжен упором, установленным на корпусе между буртиком и втулкой, выполненным в виде диска, имеюш,его центральное отверстие и два выступа. и дополнительной пружиной, расположенной между опорным и стопорным кольцами, причем втулка выполнена с радиальными пазами на торце, в которых размешены выступы упора. Источники информации, принятые во внимание при экспертизе 1.Фрумин Ю. Л. Высокопроизводительный резьбообразуюший инструмент. М., «Машиностроение, 1977, с. 54, рис. 36. 2.Авторское свидетельство СССР по заявке № 2506431/25-27 (093567), кл. В 21 Н 3/08. 12.04.78.
