Изобретение относится к сварочной технике и может быть использовано при автоматической и полуавтоматической сварке плавящимся электродом.
Известно устройство для подачи сварочной проволоки, содержащее приводной и прижимной ролики, двигатель постоянного тока, источник питания и схему управления, позволяющую дистанционно переключать режимы сварки ClJ .
Недостатками данного устройства являются громоздкость конструкции и неудобства в работе.
Наиболее близким по технической сущности и достигаемому результа ту к изобретению является устройство для подачи сварочной проволоки, содержащее корпус с прижимным и жестко связанным с шестерней приводным роликами, привод с выходным валом, двуплечий рычаг, кинематически связанный с электромагнитом, и систему управления 2.
Недостатком известного устройства является низкая надежность подачи в связи с тем, что приводной ролик удален от входа проволоки в направляющий канал, что приводит к потере продольной устойчивости подаваемой проволоки. Любое кратковременное увеличение сопротивления в направляющем канале приводит к изгибу и деформации проволоки между подающим роликом и направляющим каналом, наматыванию ее на подающий ролик.
Цель изобретения - повышение надежности подачи проволоки и расширение технологических возможностей.
Поставленная цель достигается тем, .что в устройстве для подачи сварочной проволоки, содержащем корпус с прижимным и жестко связанным с шестерней приводным роликами, привод с выходным валом, двуплечий рычаг, кинематически связанный с электромагнитом, и скстеглу управления, привод дополнительно снабжен двумл пpивoдны м шестернями разного диамера, соосно установленными на выходном валу, и двумя промежуточными шестернями, каждая из которых размещена на соответствующем конце двуплечего рычага с возможностью поочередного взаимодействия с шестерней приводного ролика и постоянного взаимодействия с соответствующей приводной шестерней,причем одна из промежуточных шестерен установлена с возможностью поремешения в пазу, выполненному на рычаге.
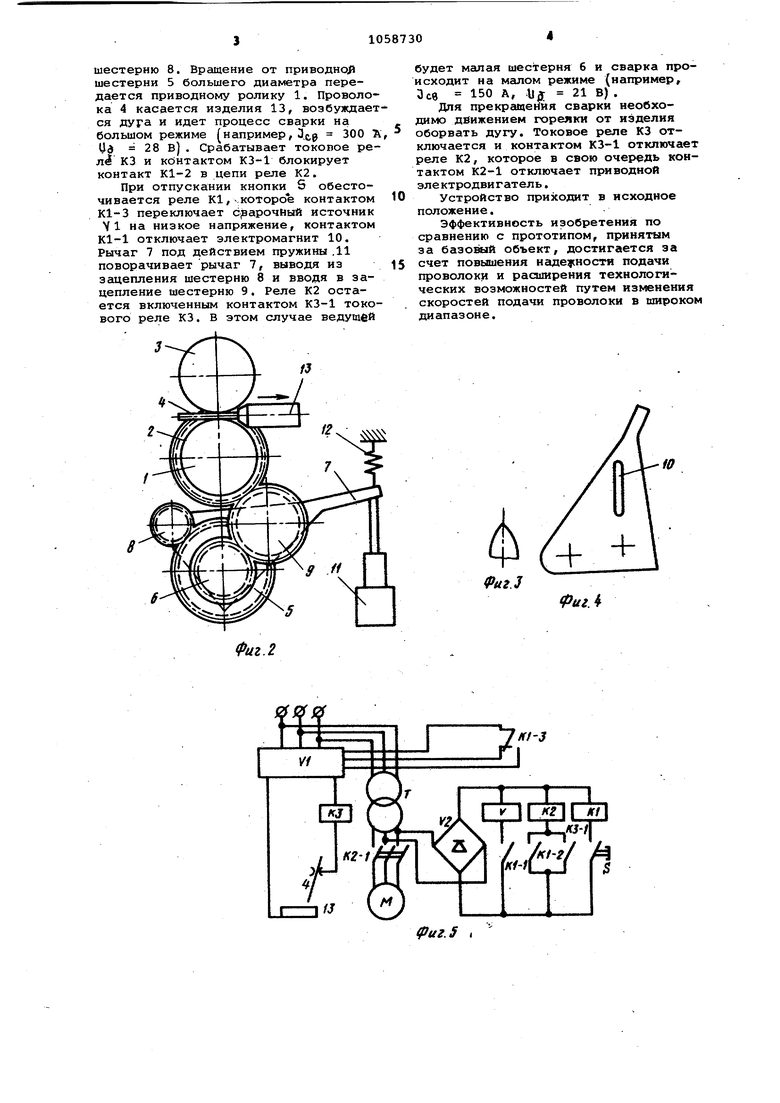
на фиг. 1 показано устройство, приводной ролик которого связан через промежуточную шестерню с большей приводной шестерней, на фиг. 2 - то же, с малой шестерней;
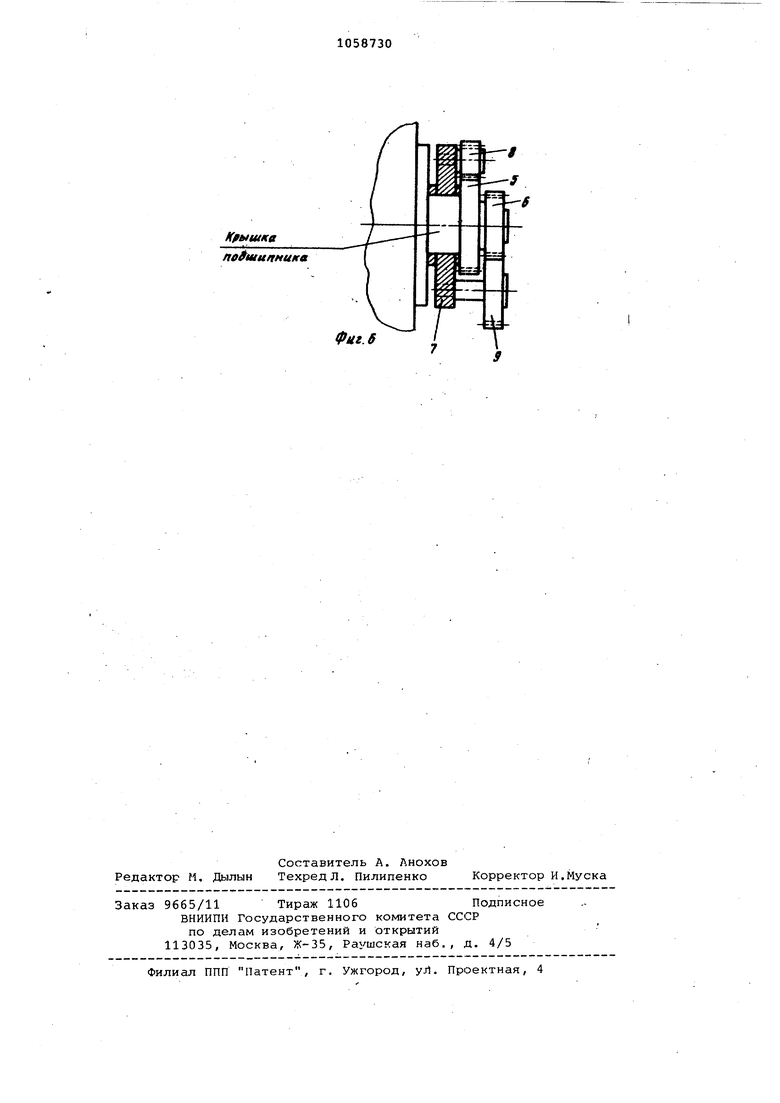
на фиг. 3 - форма конца зуба шестерен; на фиг. 4 - двуплечий рычаг; на фиг. 5 - способ крепления двуплечего рычага; на фиг. 6 - система управления работой устройства.
Устройство для подачи сварочной проволоки имеет приводной ролик 1 с шестерней 2, прижимной ролик 3, между которыми находится проволока 4. На выходном валу привода установ0 лены две приводные шестерни 5 и 6 разного диаметра, а также шарнирно двуплечий рычаг 7 с промежуточными шестернями 8 и 9. Приводная шестерня 5 обеспечивает постоянную ско5 рость подачи проволоки 4. Различные соотношения между скоростями достигается шестернями 6, выполненными сменными, и перемещением шестерни 9 по пазу рычага 7. Конец рычага 7
Q шарнирно связан с электромагнитом 10 и пружиной 11. Направляющий канал обозначен позицией 12.
Чтобы обеспечить четкое срабатывание, концы зубьев,шестерен заострес ны. Если наружная поверхность зубьев имеет форму части цилиндра, то в момент переключения возможно попадание одного зуба на другой. Система управления устройством имеет, пусковую кнопку S , включенную в цепи реле
0 к 1 выполняющего роль переключателя режимов сварки.
Заг/ыкающие контакты этого реле включены соответственно: К1-1 - в цепи облютки Y электромагнита 10,
5 К1-2 - в цепи реле К2. Переключающий контакт К1-3 включён в цепи управления сварочным источником V1 для переключения напряжения. Контакт заблокирован замыкающим
0 контактом КЗ-1 токового реле К-3, включенного в сварочную цепь. Система управления питается от понижающего трансформатора Т через вентильный мост V 2, а приводной элекс тродвигатель N - непосредственно от него через замыкающие контакты К2-1 реле К2.
В исходном положении электродвигатель М и обмотка Ч электромагнита 10 отключены, приводной ролик 1
0 связан с приводной шестерней 6
промежуточной шестерней 9 благодаря пружине 11.
После включения сварочного источника V1 и нажатия на кнопку 5 сра5 батывает реле К1, которое своими контактом К1-1 подает, питание на обмотку X электромагнита 10. Контактом К1-3 переключает сварочный источник VI на большое напряжение, а контак0 том К1-2 включает реле К2 , которое контактами К2-1 включает приводной электродвигатель М. При срабатывании электромагнита 10 рычаг 7 поворачивается вокруг оси, выводя из зацеп5 ления шестерню 9 и вводя в зацепление
шестерню 8. Враицение от приводноЯ шестерни 5 большего диаметра передается приводному ролику 1. Проволока 4 касается изделия 13, возбуждается дуга и идет процесс сварки на большом режиме (например, 300 7V Уд 28 в) . Срабатывает токовое рел КЗ и контактом КЗ-1 блокирует контакт К1-2 в цепи реле К2.
При отпускании кнопки S обесточивается реле К1,-.которое контактом К1-3 переключает срарочный источник VI на низкое напряжение, контактом К1-1 отключает электромагнит 10. Рычаг 7 под действием пружины .11 поворачивает рычаг 7, выводя из зещепления шестерню 8 и вводя в зацепление шестерню 9. Реле К2 остается включенным контактом КЗ-1 токового реле КЗ. В этом случае ведущей
будет малая шестерня б и сварка происходит на малом режиме (например. Зев 150 А, ид 21 В) .
Для прекращения сварки необходимо движением горелки от изделия оборвать дугу. Токовое реле КЗ отключается и контактом КЗ-1 отключает реле К2, которое в свою очередь контактом К2-1 отключает приводной электродвигатель.
Устройство приходит в исходное положение.
Эффективность изобретения по сравнению с прототипом, принятым за базовый объект, достигается за счет повышения надежности подачи проволоки и расширения технологических возможностей путем изменения скоростей подачи проволоки в широко диапазоне.
13
РигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуговой сварки | 1989 |
|
SU1715527A1 |
| Устройство для раскроя картона | 1987 |
|
SU1638001A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU577107A1 |
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197805A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1970 |
|
SU281691A1 |
| Противоугонное устройство транспортного средства | 1987 |
|
SU1516399A2 |
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |
| Стенд для испытания фотоаппаратов | 1986 |
|
SU1365031A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ КРУТЯЩЕГО МОМЕНТА | 1967 |
|
SU204040A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ, содержащее корпус с прижимным и жестко связанным с шестерней приводным роликами, привод с выходным валом, двуплечий рычаг. кинематически связанный с электромагнитом, и систему управления, о тличающееся тем, что, с целью повышения надежности подачи проволоки и расширения технологических возможностей, привод дополнительно снабжен двумя приводными шестернями разного диаметра, соосно установленными на выходном валу, и двумя промежуточными шестернями, каждая из которых размещена на соответствующем конце двуплечего рычага с возможностью поочередного взаимодействия с шестерней приводного ролика и постоянного взаимодействия с соответствующей приводной шестерней, причем одна из промежуточных , шестерен установлена с возможностью перемещения в пазу, выполненном на рычаге. сд 00 NJ 00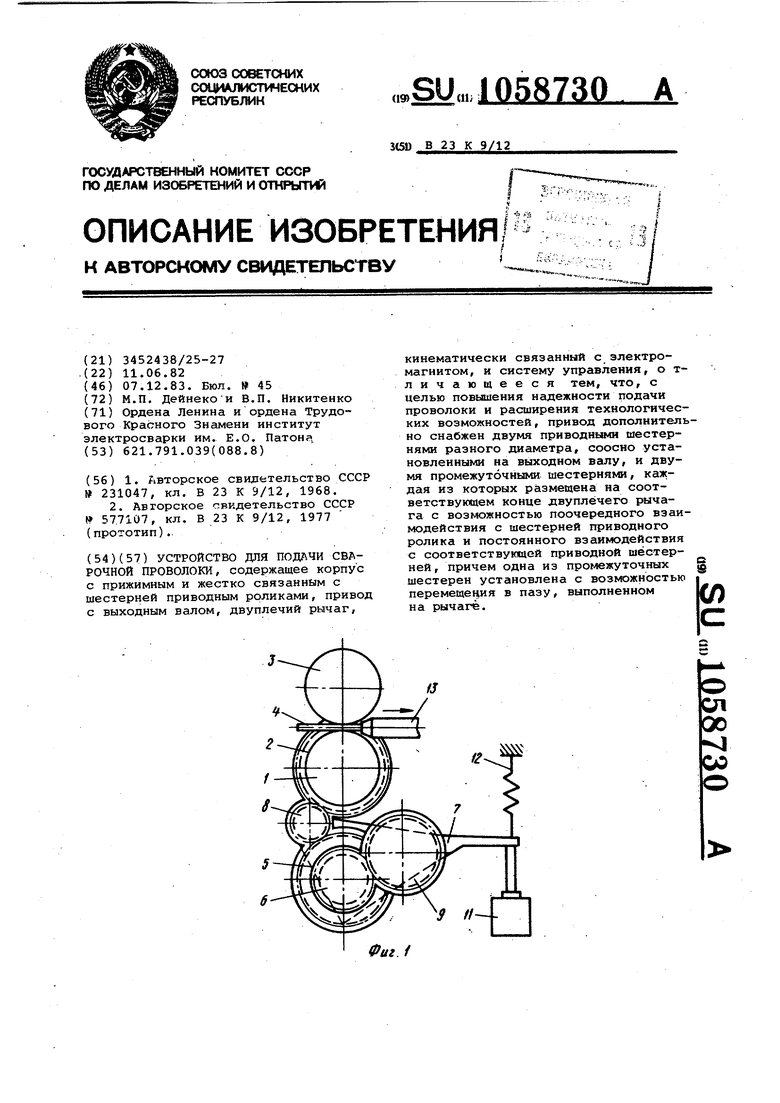
к 1-3
uz.S ,
Крышка
по шипника
Фиг.б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 0 |
|
SU231047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
